Способ получения колец из малопластичных материалов с ребрами на их образующих
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для получения кольцевых изделий с профильным поперечным сечением.
Известен способ получения вертикального ребра на образующей кольца, включающий обжатие кольцевой заготовки двумя сближающимися валками, когда обжатие кольцевой части изделия осуществляют усилием, направленным радиально, а обжатие фланцевой части изделия осуществляют усилием, направленным под углом к радиальному направлению, определяемым из соотношения
α=arctg[2b(λ-1)/Δh(2-λ)],
где α - величина угла, b - ширина фланца, λ - вытяжка, Δh - обжатие (см. авторское свидетельство СССР №1393514, кл. В21Н 1/06, опубл. 07.05.1988).
По мнению авторов, формообразование фланца на образующей кольца производится за счет соблюдения равенства вытяжек в кольцевой и фланцевой частях изделия. Однако общеизвестно, что равномерные вытяжки во всех элементах профиля позволяют получать кольцевые профили без значительных внутренних напряжений, уменьшить анизотропию свойств и никоим образом не влияют на формообразование профиля
Наиболее близким решением из известных является способ получения кольцевых профилей из малопластичных материалов, включающий раскатку исходной заготовки с поперечным сечением прямоугольной формы шириной B0 и высотой H0, выбранными из соотношения: B0 = Vk / η H0 (D0-H0), во вращающихся и сближающихся между собой вырезном и гладком валках в процессе раскатки обжимают между валками исходную заготовку, имеющую ширину, меньшую ширины готового кольца, при этом ширину исходной заготовки определяют из соотношения
0,8В≥B0≥bф,
где B0, H0 и D0 - ширина, радиальная толщина и наружный диаметр исходной заготовки соответственно, Vk - объем профильного кольца, η=3,14, В - ширина кольцевого профиля, bф - ширина ребра на образующей кольца (см. авторское свидетельство СССР №1772973 А1, кл. В21Н 1/06, опубл. 20.09.2005).
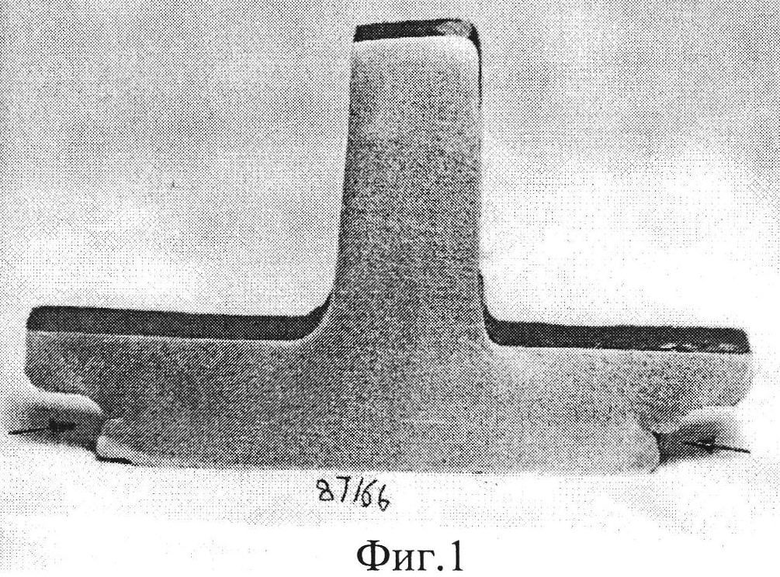
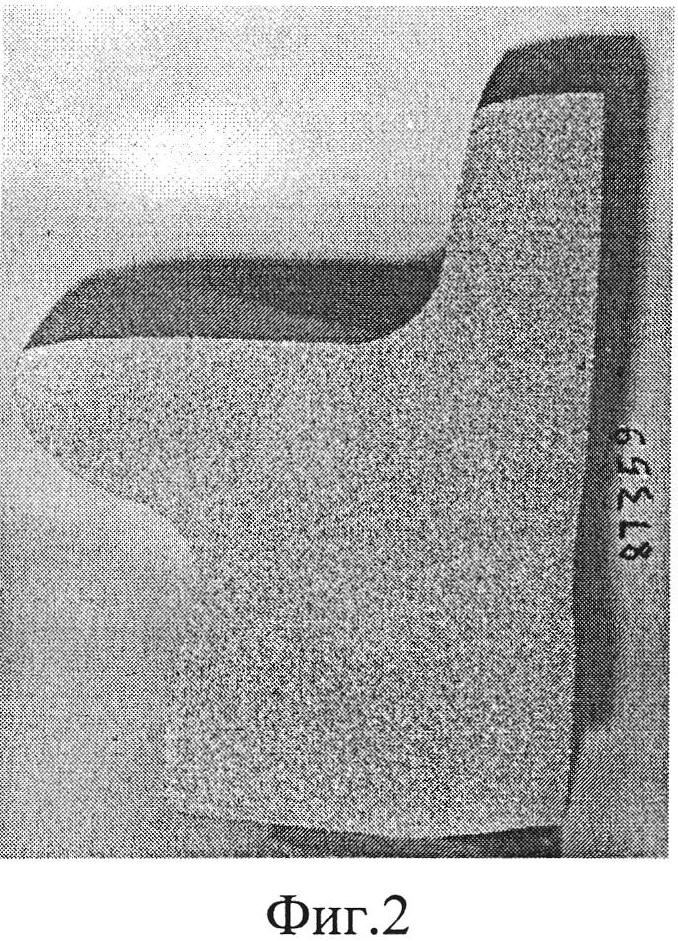
Известно, что для кольцевых деталей современных газотурбинных двигателей (ГТД) применяют малопластичные сплавы - хромоникелевые сплавы: ХН45МВТЮБР(ЭП718)ХН77ТЮР(ЭИ437Б, БУ), ХН50ВМТЮБ(ЭП648), ХН68ВМТКЖ(ЭП693), ХН73МБТЮ(ЭИ698), ХН52ВМКТЮ (ЭП742У) и др.; титановые сплавы - ОТ4, ВТ9, ВТ20, ВТ22, ВТ25У и др., которые обладают низкой выкатываемостью профиля и высокой стоимостью. Под выкатываемостью профиля понимается соответствие действительной формы поперечного сечения профильной заготовки заданной форме чертежом. На фиг. 1 показан профиль кольца, полученный известным способом, где по торцам полки кольца имеются глубокие зажимы. Для установления причины образования зажимов, произвольно - в оснастке для г-образного кольцевого профиля раскатали заготовку прямоугольной формы с размерами B0=20 мм, H0=53,5 мм до высоты ребра h1=13 мм, процесс раскатки прервали, вырезали поперечный образец (см. фиг. 2), провели замеры полученного поперечного сечения кольцевого профиля. Радиальная толщина кольца Н1=42 мм; ширина кольца В1=33 мм; ширина фланца в1=8 мм; ширина (по основанию) B2=22 мм. Изменение размеров исходной заготовки и последовательность изменения формы поперечного сечения (см. фиг. 2) в процессе профилирования по известному способу позволяют утверждать, что причиной образования зажимов по торцам полки кольца является опережающее течение материала в осевом направлении со стороны вырезного валка, что, в свою очередь, является причиной брака кольцевых профилей и сокращает технологические возможности по получению экономичных профильных колец.
В основу настоящего изобретения поставлена задача повышения качества раскатываемых кольцевых профилей и расширение технологических возможностей получения высоких узких ребер на образующей кольца при кольцевой раскатке малопластичных материалов.
Поставленная задача решается за счет того, что в способе бокового выдавливания кольцевых профилей, включающем раскатку исходной заготовки с поперечным сечением прямоугольной формы высотой H0 и шириной 0,8В≥B0≥bф, где В - ширина кольцевого профиля; bф - ширина ребра на образующей кольца, во вращающихся и сближающихся между собой вырезном и цилиндрическом валках, затрудняют пластическое течение материала в тангенциальном направлении путем нанесения на рабочую поверхность цилиндрического валка выступов и впадин в виде равностороннего треугольника параллельно его оси, кроме того, выступы и впадины на поверхности валка накатывают высотой 1,0 мм при твердости валка HRCэ45…50.
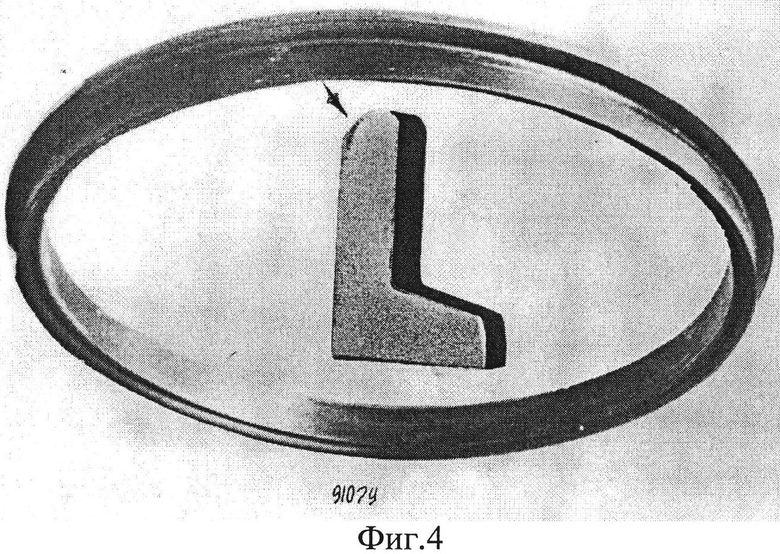
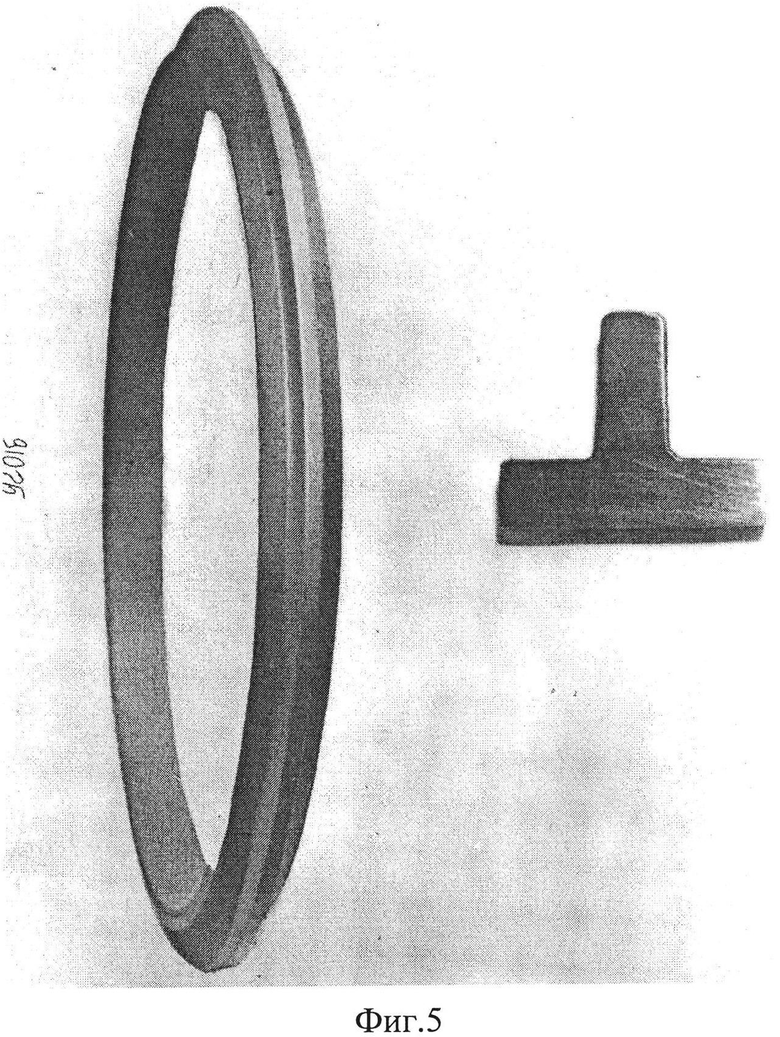
На фиг. 1 показано сечение кольцевого профиля; на фиг. 2 показано текущее сечение г-образного (фланец вверх) профиля кольца; на фиг. 3 показан раскатной валок с накатанной поверхностью; на фиг. 4 показана профильная заготовка для крышки лабиринта; на фиг. 5 показана профильная заготовка для кулачка.
Установлено, что осевое течение металла может быть значительно увеличено, если увеличить коэффициент трения раскатываемого металла о поверхность валка. Эффект бокового выдавливания материала будет значительней, если на рифленую поверхность валка нанести технологическую смазку. Но для пользы дела необходимо решить, по меньшей мере, следующие задачи: а) определить форму выступов и впадин; б) определить глубину выступов и впадин; в) выбрать способ нанесения выступов и впадин; г) определить шероховатость поверхности и твердость материала валков.
Известно, что форма зуба (шлица) может быть прямобочной, эвольвентной, трапецеидальной или треугольной. Экспериментально установили, что оптимальным способом получения рифлений на цилиндрической поверхности раскатного валка является накатывание их с помощью накатного ролика с твердостью HRCэ60, на поверхность которого нанесена прямая насечка. Накатку выполняли на токарном станке. Треугольная форма зуба ролика позволяет уменьшить усилие прижима ролика и выполнить накатку поверхности за один оборот раскатного валка. Чем меньше угол при вершине, тем ниже прочность зуба, чем больше угол при вершине, тем больше удельное усилие вдавливания накатного ролика, выбрали угол 60°, см. фиг. 3.
Глубину выступов и впадин выбрали высотой 1 мм - глубже внедриться в термообработанную поверхность раскатного валка не удается из-за возникающих предельных напряжений в накатном устройстве. Кроме того, отпечаток на поверхности раскатного кольца, как и возможные поверхностные дефекты должны полностью выводиться последующей механической обработкой и, в идеале, не должны превышать половины фактического припуска на механическую обработку. Как показала практика, меньшая высота выступов и впадин малоэффективна, впадины быстро забиваются окалиной и остатками смазки и не способствуют торможению металла в тангенциальном направлении.
Коэффициент трения при захвате можно определить по формуле:
fз=tgαзах.мах, максимальный угол захвата при раскатке: αзах.мах=arccos(1-Δhcp.мах/Dcp) - без учета «пружины» рабочей пары раскатных валков, где Δhcp.мах=(h1+h2)/2 - обжатие; Dcp=(D1+D2)/2 - средний диаметр раскатных валков. Таким образом, увеличивая коэффициент трения в тангенциальном направлении, можно применять смазку для увеличения бокового течения металла по поверхности раскатного валка, избежав при этом проскальзывания раскатных валков. Раскатка кольцевых профилей из малопластичных материалов проводится в интервале температур 850°-1150°C, а поверхность раскатных валков разогревается до температуры 150-250°C. Смазка подается на валки лишь в том случае, если не нарушаются условия захвата. Смазки для горячей раскатки должны обладать высокими адгезионными свойствами, обеспечивающими их минимальный снос с поверхности валков при раскатке. Предположили, что закономерности и механизм смазочного действия при горячей раскатке, в основном, имеют такой же характер, как и при горячей прокатке труднодеформируемых сплавов и сталей. Для прокатки этих сталей необходимо применять эффективные смазки, значительно снижающие величину сил трения и обладающие достаточной экранирующей способностью. С учетом того, что смазка на металле выгорает, а зольные остатки удаляются вместе с окалиной, высокоэффективными считаются твердые смазки - графитные смазки, воски и аминоэфиры, которые применяются в виде брикетов, прижимаемых к поверхности валков [Грудев А.П., Зильберг Ю.В., Тилик В.Т. Трение и смазки при обработке металлов давлением. - М.: Металлургия, 1982, 309 с.]. При этом затруднительно осуществить точное распределение смазки по валкам, необходимость частой замены брикетов также снижает их технологичность. Поскольку раскатка кольцевых профилей является процессом скоротечным, время контакта нагретой заготовки с раскатными валками обычно не превышает 2-3,5 мин, при раскатке т- и г-образных кольцевых профилей применили графитную смазку при следующем соотношении компонентов, мас. %: битум нефтяной - 30, графит чешуйчатый 15-20, стеарат кальция - 7, минеральное масло ИГП-30 - до 100. [Патент РФ №2368649. Смазка для горячей деформации алюминия и его сплавов. Панин В.Г.].
Известная смазка обладает высокими антифрикционными свойствами, высокой адгезией, хорошей смачиваемостью металла инструмента, при малом ее расходе и невысокой стоимости, уменьшает разгарный износ раскатных валков.
Термообработку раскатных валков, изготавливаемых из сталей 5ХНВ или 5ХНМ, подбирали таким образом, чтобы твердость материала валков перед накаткой была ниже твердости накатного ролика и не превышала HRCэ50. Раскатные валки загружали в печь при температуре 600-650°C, выдерживали 3-4часа, нагревали с печью до 850°C, выдерживали в печи 2 часа, охлаждали в масле до 100-150°C, после чего горячие валки сразу загружали в печь, на отпуск, при температуре 250-300°C, нагревали до температуры 380±20°С, выдерживали 3-4 часа, охлаждение валков проводили на воздухе. Приведенный режим термообработки обеспечивает твердость раскатных валков НRСэ 45…50.
Способ осуществлялся следующим образом. Изготовили раскатную оснастку и исходные заготовки под раскат. Раскатные валки термообработали, после чего выполнили рифление цилиндрической поверхности раскатных валков на токарном станке. Раскатные заготовки нагревали до температуры деформации и раскатывали до заданных размеров. Смазку на накатанную поверхность раскатного валка наносили кистью.
Технологический процесс для получения профильных колец для крышки лабиринта турбины из сплава ХН68ВМТЮК-ВД следующий: получение исходных заготовок под раскат с размерами  285×180×20 мм; раскатка заготовок в первой паре валков до наружного диаметра по фланцу 320 мм.
285×180×20 мм; раскатка заготовок в первой паре валков до наружного диаметра по фланцу 320 мм.
Глубина внедрения профильного валка h1=14 мм;
раскатка заготовок во второй паре валков до наружного диаметра по фланцу 630 мм, h1=18 мм (см. фиг. 4).
Технологический процесс для получения профильных колец для кулачка из сплава ХН45МВТЮБР-ИД следующий:
- получение исходных заготовок под раскат с размерами 306×190×27 мм; - раскатка заготовок в первой паре валков до наружного диаметра по фланцу 376 мм. Глубина внедрения профильного валка h1=18 мм;
- раскатка заготовок во второй паре валков до наружного диаметра по фланцу 550 мм, h1=24 мм (см. фиг. 5).
Применение изобретения позволило:
1. Максимально приблизить форму кольцевого профиля к форме чистовой детали без дефектов по торцевой поверхности кольца.
2. Предложенным способом удается увеличить кольцевую часть профиля в 1,4-1,6 раз в сравнении с известным способом, при этом дефекты в виде зажимов по торцам кольца отсутствуют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ | 1990 |
|
SU1772973A1 |
| Способ раскатки цилиндрических колец | 1991 |
|
SU1821278A1 |
| Способ получения кольцевых профилей из малопластичных материалов | 1991 |
|
SU1794565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| Способ раскатки крупногабаритныхпРОфильНыХ КОлЕц | 1979 |
|
SU820999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| Способ изготовления профильных изделий | 1983 |
|
SU1183261A1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2148461C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
Изобретение относится к получению колец из малопластичных материалов с ребрами на их образующих. Осуществляют нагрев и раскатку во вращающихся и сближающихся между собой вырезном валке и цилиндрическом валке исходной заготовки с поперечным сечением прямоугольной формы. Затрудняют пластическое течение материала раскатываемой заготовки в тангенциальном направлении. Для раскатки используют цилиндрический валок с рабочей поверхностью, на которой выполнены накатанные выступы и впадины в виде равностороннего треугольника, расположенные параллельно оси цилиндрического валка. В результате получают кольца без дефектов на их торцах. 2 з.п. ф-лы, 5 ил.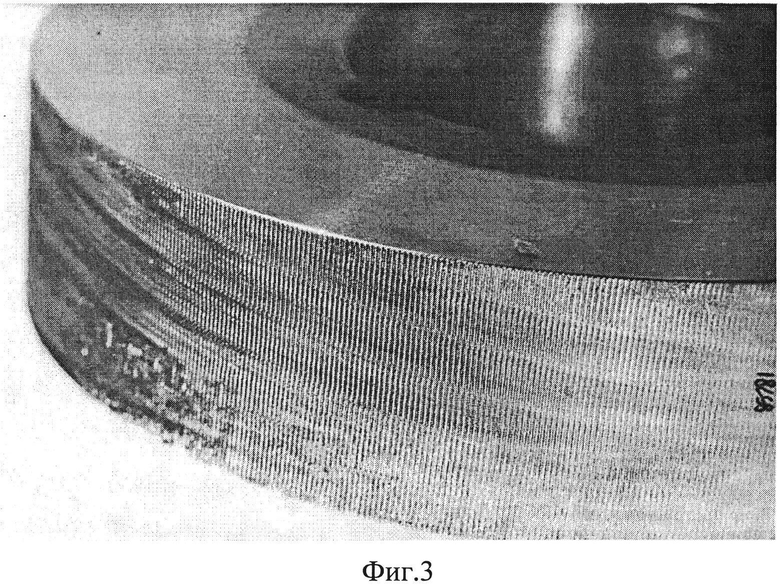
1. Способ получения колец из малопластичных материалов с ребрами на их образующих, включающий нагрев и раскатку во вращающихся и сближающихся между собой вырезном валке и цилиндрическом валке исходной заготовки с поперечным сечением прямоугольной формы, имеющей ширину 0,8B≥B0≥bф, где: B - ширина кольца; bф - ширина ребра на образующей кольца, отличающийся тем, что затрудняют пластическое течение материала раскатываемой заготовки в тангенциальном направлении, при этом для раскатки используют цилиндрический валок с рабочей поверхностью, на которой выполнены накатанные выступы и впадины в виде равностороннего треугольника, расположенные параллельно оси цилиндрического валка.
2. Способ по п.1, отличающийся тем, что выступы и впадины на рабочей поверхности цилиндрического валка выполнены высотой 1,0 мм.
3. Способ по п.1, отличающийся тем, что цилиндрический валок выполнен с твердостью HRCэ 45…50.

