Предложение относится к области швейного производства и может быть использовано в сочетании с двухигольной швейной машиной например 252 кл. ПМЗ, для стачивания подпояса с поясом, пришивки его к изделию, напимер брюкам, и закреплению на поясе шлевок.
Известный полуавтомат для обработки поясов швейных изделий, например брюк, содержаш;ий двухигольную швейную головку, на которой установлены транспортируюшая рейка тянущие ролики, направители для пояса и подпояса, и приспособление для подачи шлевок в рабочую зону, имеющее нагреватель и губки для формования шлевки, не обеспечивает качественной пришивки шлевки к поясу, так как ручная подача шлевки сверху под лапку швейной машины не дает точного прикрепления ее в заданном месте, поскольку лапка сдвигает шлевку относительно пояса.
Для повышения производительности и качества обработки, направитель для пояса смонтирован на пластине, установленной с возможностью перемещения посредством муфты, обеспечивающей синхронное движение с движением транспортирующей рейки швейной головки, причем губки для формования шлевки могут быть установлены на кронштейне с возможностью поворота вокруг двух взаимно перпендикулярных осей, а направитель для шлевки может быть выполнен трубчатой формы с пружиняшими пластинами, обеспечивающими проход шлевки только в заданном направлении, и расположен перпендикулярно направлению подачи пояса в канале платформы швейной головки.
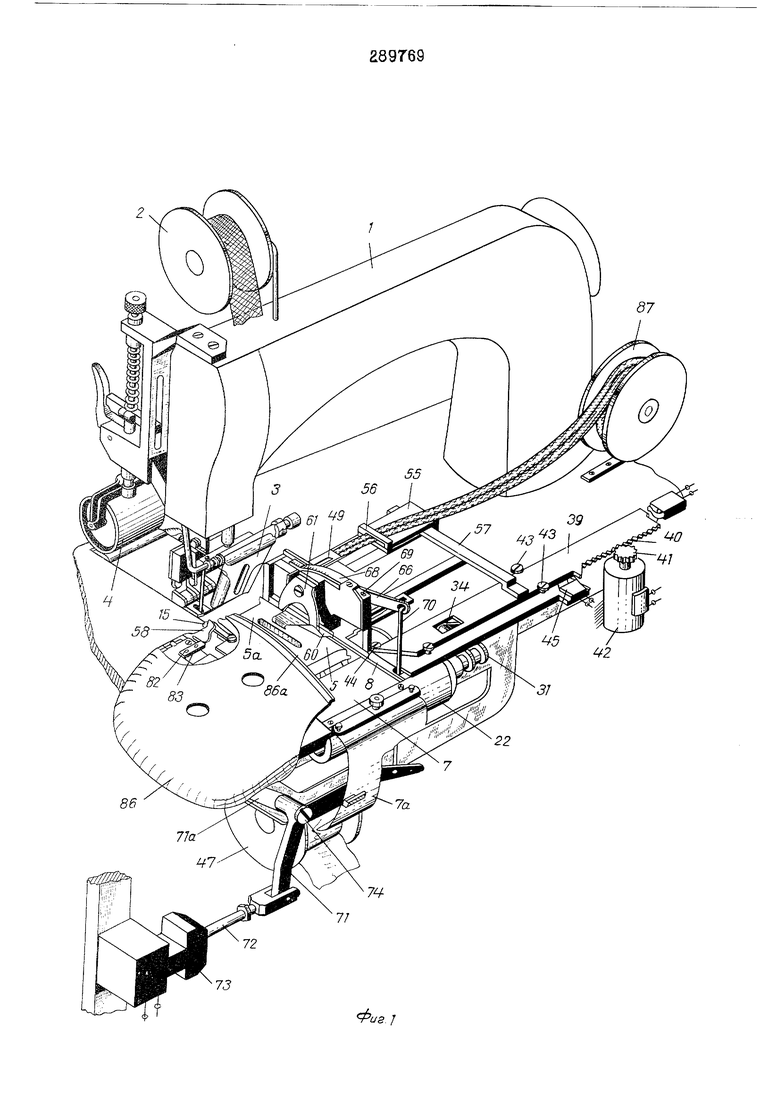
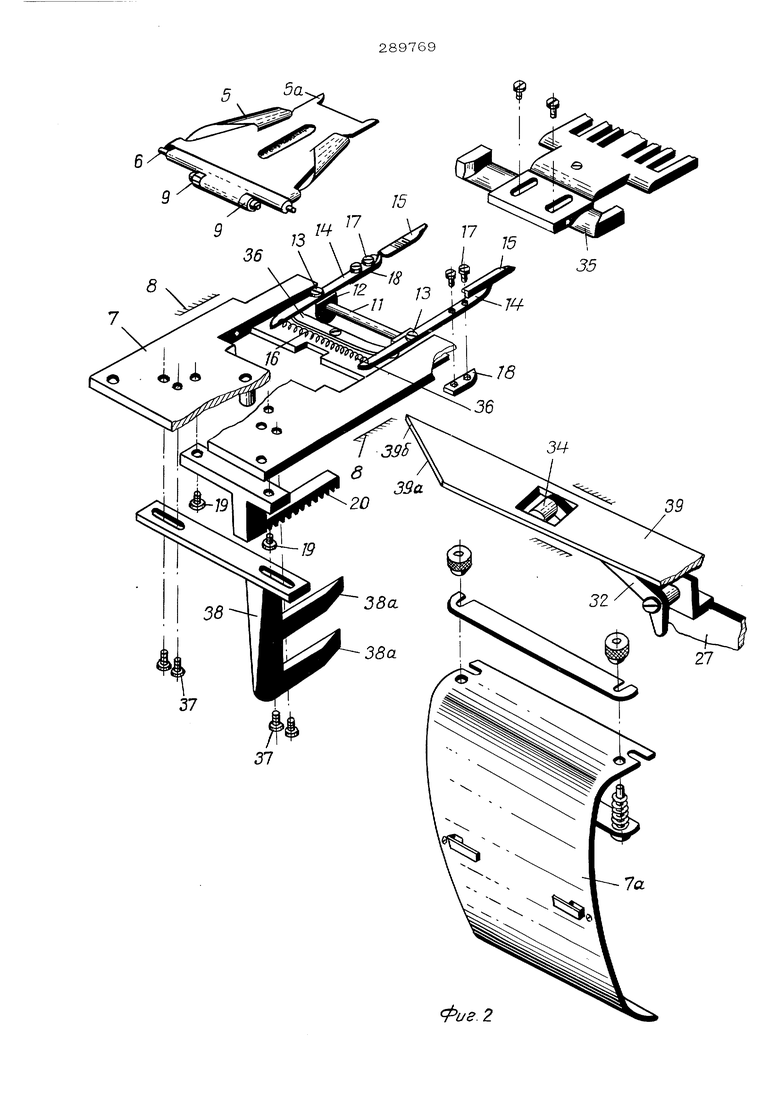
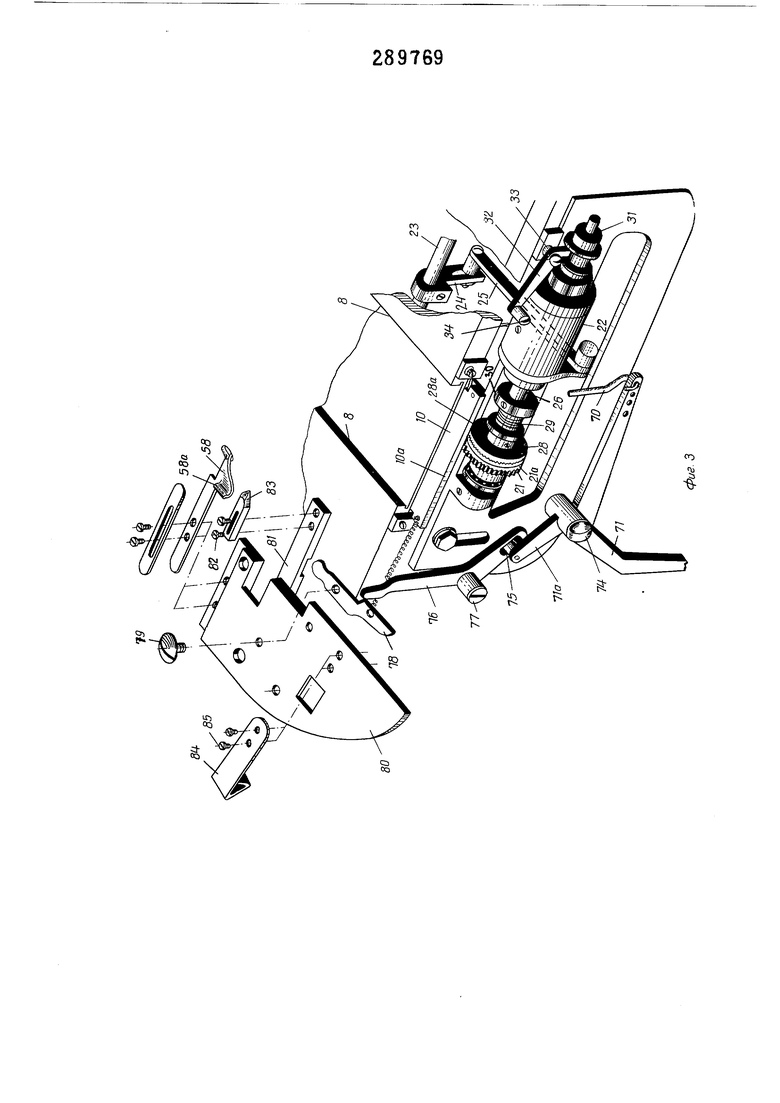
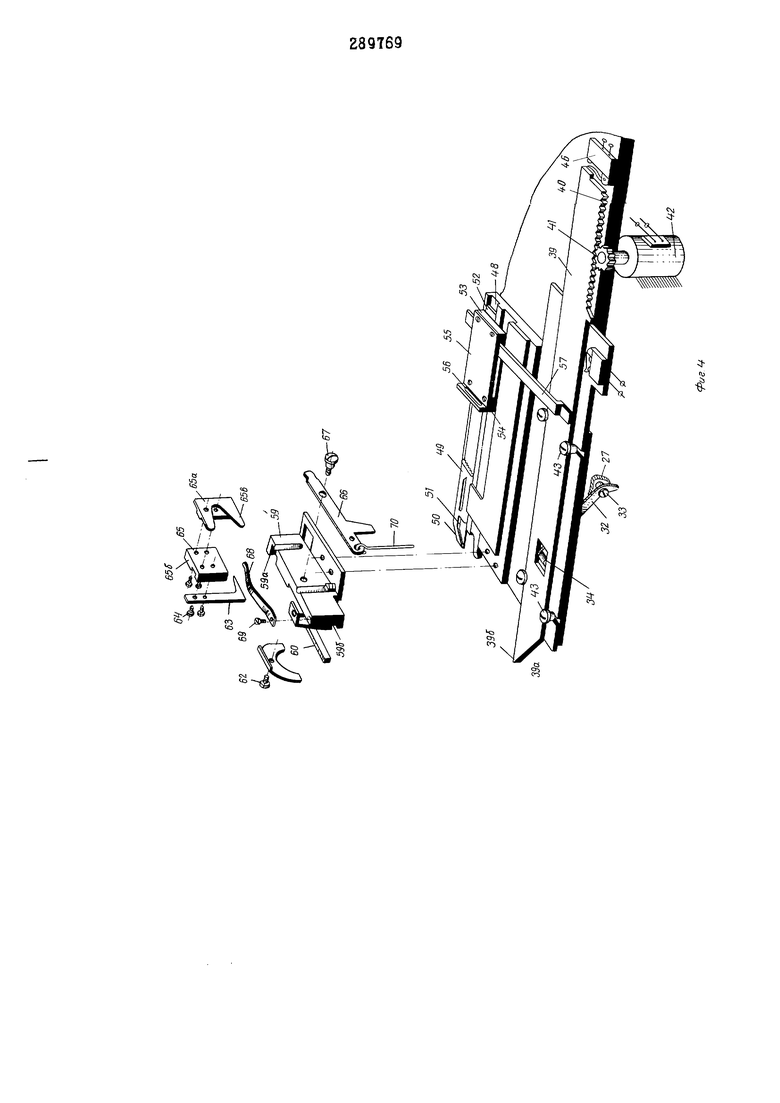
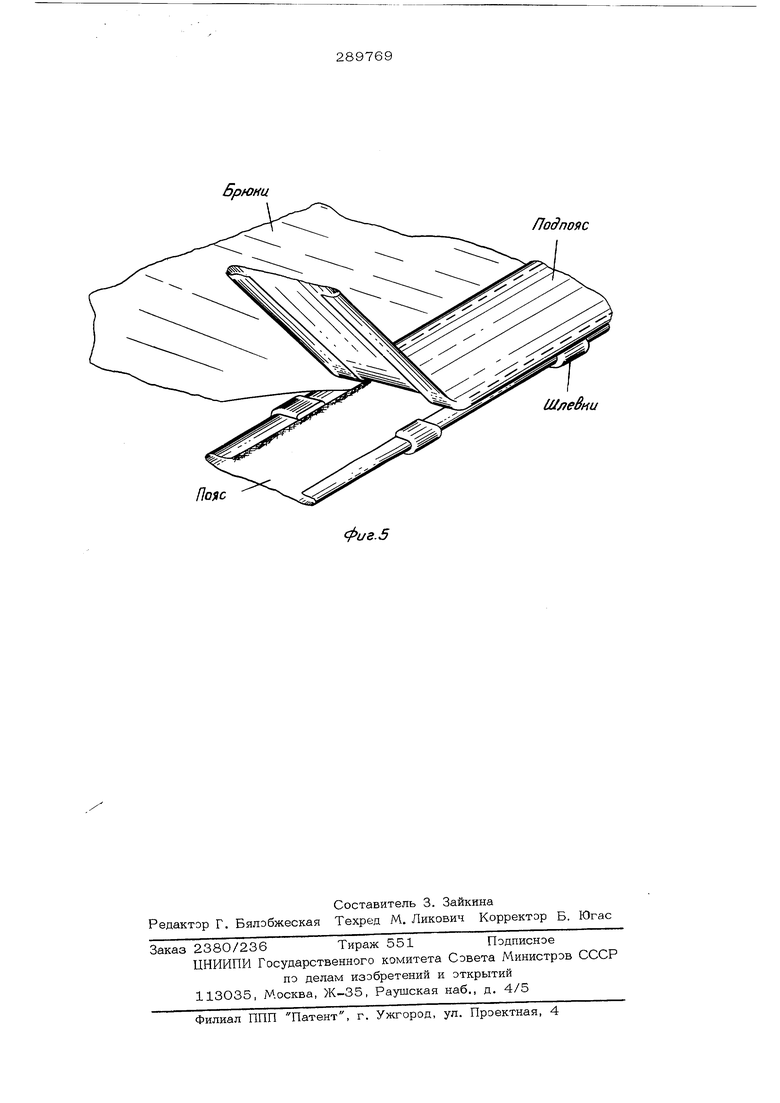
На фиг. 1 показан общий вид полуавтомата; на фиг. 2 - направитель для пояса и узел формования шлевки; на фиг. 3 - привод направителя для пояса; на фиг. 4 - механизм ножа; на фиг. 5 - схема шва.
Полуавтомат состоит из швейной головки 1, имеющей двухигольный шьющий механизм. На рукаве и платформе головки смонтированы механизмы, обеспечивающие одачу в рабочую зону обрабатываемых деталей. направитель 3, где формируется заданным образом перед подачей в зону стачивания. На рукаве и платформе смонтированы тя нущие ролики 4, через обгонную муфту полу чающие прерывистое движение синхронно с зубчатой рейкой двигателя ткани. Конструкции направителя для подпояса и тянущих роликов широко известны и потому не описываются Направитель 5 предназначен для подачи в рабочую зону пояса брюк и установлен шарнирно на оси 6, закрепленной в прэущинах пластины 7, Которая имеет возможност перемещаться в направляющих 8 платформы швейной головки. Направитель 5 имеет ролики 9, взаимодействующие с пластиной 10, прикрепленной к платформе щвейной головки и имеющей край 10а, который играет роль кулачка. Пластина 7 несет ось 11, на которой расположены втулки 12, свободно поворачивающиеся вокруг оси. К втулкам шарнирными винтами 13 крепятся рычаги 14, заканчивающиеся губками 15, раздвижение которых обеспечивается пружиной 16, стягивающей рычаги. Губки предназначены для формования щлевок, поданных в рабочую зону. Установка рычагов на втулках и щарнирных винтах обеспечивает подвижность формующих губок 15 в двух плоскостях, вертикальной, за счет поворота на оси 11, и горизонтальной, на шарнирных винтах 13 Для управления перемещением губок при формовании шлевки к рычагам 14 с помошью винтов 17 присоединяются кулачки 18. На пластине 7 винтами 19 закреплена зубчатая рейка 2О, которая входит в зацепление с шестерней 21, обеспечивая перемешение пластины с размещенным, на ней направителем 5 и направляющих 8 платформы. Шестерня 21 получает прерывистое вращение через муфту 22 свободного хода от вала 23 продвижения механизма реечного двигателя ткани швейной головки. Движение передается с помощью кулисы 24, закрепленной на валу 23, и соединительного звена 25, связанного с одной из обойм обгонной муфты 22. Шестерня 21 размещена свободно на оси 26, которая установлена в кронштейне 27, смонтированном на платформе так, что имеет возможность при необходимости свободно 2 9 ная жестко на оси 26, устанавливается с помощью призматических шпонок, что позволяет передавать крутящий момент при возможности осевого перемещения полумуфты 28. Замыкание полумуфт 2la к 28 осуществляется пружиной 29, натяжение которой регулируется кольцом 30, установленным с помощью винтов на конце втулки, являющейся частью обгонной муфты. На оси 26 закреплена втулка 31с кольцевой проточкой, в которой размещается одно из плеч двуплечего рычага 32, установленного на шарнирном винте 33, завернутом в тело кронштейна 27. Второе плечо рычага несет ролик 34, при нажиме на который втулка 31 смещается и тянет за собой ось 26, а последняя может вывести из зацепления с шестерней 21 полумуфту 28. Таким образом при врашающемся главном вале машины движение пластины может и не передаваться - условие необходимое для остановки направнтеля 5 перед иглами щвей- ной мащины, а также для его вывода из этой зоны. При замкнутых полумуфтах 21а и 28 пластина 7 с направителем 5 перемещается в рабочую зону. При этом ролики 9, взаимодействуя с пластиной 10, заставляют на- правитель опустить свою переднюю часть 5а. Такое движение необходимо для того, чтобы обеспечить промин шлевки, поданной в зону формования. Движение пластины 7 в зону игл, обеспечивающее сложное, в двух плоскостях перемещение губок 15 рычагов 14, происходит при взаимодействии кулачков 18, закрепленных на рычагах, и кулачков 35, установленных на платформе машины, при этом губки сначала несколько приподнимаются над поверхностью пластины 5а направителя 5, а затем сдвигаются навстречу друг другу. Таксе сложное движение губок в сочетании с опусканием пластины 5а обеспечивает надежное загибание концов шлевок перед их прищивкой к поясу. Возврат губок и пластины 5а в исходное положение осуществляется при выводе направителя для пОяса брюк из рабрчей зоны под действием пружин 16 и 36, последняя пластинчатая, закреплена винтом на пластине 7. К пластине 7 с помощью винтов 37 прикреплена вилка 38, входящая в кольцевую проточку 28а зубчатой полумуфты 28. На рожках вилки имеются скосы 38а, которые, взаимодействуя с кольцевой проточкой 28а, позволяют разомкнуть сцепную зубчатую муфту при достижении направителем 5 заданного положения в зоне шитья. верхнэсти рейку 40, входяшу:о Б .анил/и-н о с шестерней 41, закрепленной на вь)хо.ано;-4 валу электродвигателя 42, имеющего встроенный редуктор, уменьшающий число оборотов ротора. Ползун 39, перемещаясь в роликах 43, Ограничивающих его боковое смещение, скосом 39а давит на рОлик 44, который несет пластина 7, тем самым заставляя ее выдвигаться из рабочей зоны вместе с направителем 5. Одновременно ползун 39 ;;а.. вит на ролик 34 двуплечевото рычага 32, а последний через ось 26 размыкает полу-муфты 21 а и 28. Так как шестерня 21 расположена на оси 26 свободно, то она не сдерживает теперь перемещения направителя 5 из зоны шитья. Величина перемещения ползуна 39 ограничивается микропереключателями 45 к 46 включенными в схему управления электродвигателем 42. Эта схема проста и широко известна и потому не приводится. К пластине 7 с помощью винтов крепится съемная часть 7а, которая несет крючки-направители и подпружиненные прижигчы для пояса брюк. Конструкция этих элементов широко известна. Пэяс брюк подается с кассеты 47, расположенной под платформой швейной головки, в которой перпендикулярно направляюшим 8, профрезерован канал 48. В последнем размешен узел, обеспечивающий подачу в рабочую зону шлевки и имеющий направитель 49 трубчатого сечения, который заканчивается двумя пружинящими пластинами 50 и 51 и монтируется на планке 52, последняя укладывается в ка нал 48, На той же планке 52 устанавливаются упоры 53 и 54, несущие пластину 55 в отогнутом крае, в которой прорезан паз 56 через последний проходит из рулона, намотанного на кассете, шлевка. Пройдя через паз, шлевка входит в направитель 49 и конец ее захватывается пластинами 50 и 51 Весь узел подачи шлевки перемешается в канале 48 с помощью планки 57, жестко соединенной с ползуном 39. Взаимодейству с упора1у1и 53 и 54, планка 57 заставляет двигаться планку 52с закрепленными на ней элементами. Упоры 53 и 54 установлены так, что обеспечивают планке 57 холостой ход. Это необходимо для того, чтоб узел подачи шлевки пришел в движение тол ко после того как из рабочей зоны будет выведен направитель 5, |-1а:фав:1Т9ль 49 с пластинл-.-и 50 и 51 проволит и1лев у снизу ирппо/шятой пластины Ьа направителя 5. Конец шлевки захвг1тьг- веется opjoitiiHci: 08 и улерживается между указанной пружлной и левой губкой 15. Для болео надежнО)ч-1 удерживанип шлевки на губе 15 сделана иасенка. После захвата щлев)чи- пружиной 58 наравчтель 49 с пластинами выводится -лз pa6o4eiJ зоны, последние свободно пропускают шлевку ,;ежду собою. Вывод рабочей зоны осзществляется с ломошью Пч)лзуна 39, Шлевка в формован Я подается из рулона (может быть и штучная подача), При рулонном П11тан:1и шлевкп должна быть отрезана на заданную длину. Для 3Toii нели в корпусе 59 в пазу 596 устанавливается неподвижный нож 00, KOTOpbHi удеоживается iipj KHHOii 61, зг1крепленпо;1 винтом G2 на корпусе 59. По,;внжный нпж G3 крепится винтами 34 на колодочке 05, котора;: выполнена из двух частей 65а и G56 и входит в паз 59;i 59 . Ррлчагом 60 . установпенным на паршрно.м винте 6 t . G 3 мокорпус :59 завернутым в жет быть приведен в движение. Пластинчатая пр ткина 68, закрепленная винтом 69, давит на колодочку 65 и возвращает нож 63 после совершения рабочего хода в исходное положение. Рычаг 66, входящий в колодочки вилки 65в, тягой 70 через трехплечий рычаг 71 и тягу 72 связан с якорем электромагнита 73, который в HyKHbiii момент включается, втягивая якорь, и нэж.евэй MexainiaM срабатывает. В короткое плечо 71а рычага 71, установленного на шарнирном винте i нутом в кронште1Н1 2/, запрессована шпилька 75, входящая в паз углового рычага 76 последний закреплен на шарнирном винте 77 и взаимодействует с защелкой 78, которая может поворачиваться, как на оси, ь;а шарнирном винте 79, Последний проходит череь пластину 80, которая устанавливаотся на платформе швейной головки и служит местом монтажа механизма удержания шлевки, приводимого в действие от рычага 76 ,связанного с электромагнитом 73. Зашелка 78, поворачиваясь, заставляет перемещаться ползун 81, к которому привернут винтами 82 кулачэк 83, Пэлзун поворачивается в пазу пластины 80. Кулачок 83 при свое,) движении взаи-юдействует с отогнутым краем 58а пружины 58, которая служит для удержания конна шлевки в зоне формования. Кулачок 83 поднимает пружину и освобождает проход для введения шлевки, а затем отпускает пружину 58, и она прижимает шлевку к губке 15. На пластине 80 смонтирована пружина 84, закрепленная винтами 85 и взаимодействующая с защелкой 78 и удерживающая ее, а следовательно, и пружину 58 через ползун 81 и кулачок 83 в открытом положении. После подачи шлевки в зону формования ползун 39 своим острием 396 сбрасывает пружину 84, она перестает удерживать зашелку, что приводит к опусканию пр жины 58 и захвату конца шлевки. Для надежного срабатывания механизма захвата щлевки защелка 78 подпружинена. Четкое взаимодействие всех механизмов обеспечивается системой автоматического управления с помощью концевых микропереключателей. Система автоматического управления дает возможность реверсировать электродвигатель в нужный момент и включать электромагнит ножа для отрезания шлевОк. На пластине 80 устанавливается направитель 86, буртик последнего служит упором, по которому подается в рабочую зону обрабатываемое изделие, например брюки. Работа на полуавтомате ведется следую щим образом. От пачки отделяется обрабатываемое изделие и вручную укладывается на направитель 86 так, чтобы край изделия при подаче в рабочую зону скользил вдоль буртика 86а. Нод (ояс в виде ленты подается с кассеты S через направитель 3, где ферми- руется в рабочую зону. Пояс брюк подается в р i6p4yio зону с кассеты 47 через направит эли и прижимы пластины 7а и напра тель . Шлевка с кассеты 87 поступает в напранитель 49 и зажимается между пластинам) t 5О и 51. Исходное положение меха низма удержания шлевки - поднятая пружина 58 и заведенная за пружину 84 защелка 78. Направитель 5 находится в зоне шитья. Пояс прижимается к изделию до того ме та, где должна быть прищита щлевка, известным образом. При подходе к заданном месту щвейная головка останавливается (управление осуществляется мотористом). Работница включает систему автоматическо подачи шлевок. Осуществляется это нажатием кнопки. По этой команде электродвигатель 42 приводит во врашение шестерню 41, которая заставляет перемешаться ползун 39, отводяший направитель 5 от игл, а пластины 50, 51 вводят шлевку в зону формования. Конец шлевки захватывается пружиной 58, когда острие 396 ползуна 39 сбрасывает защелку 78. Ползун 39 возвра щается в исходное положение и одновремен но с этим включается магнит 73, который приводит в действие нож. Шлевка отрезается от рулона. Система автоматического управления отключается до следующего цикла. Работница нажимает на педаль фрикциона и продолжает щитье. При этом направитель 5 вместе с поясом движется в рабочую зону синхронно с реечным двигателем ткани швейной головки. Губки 15 на пластине 5а загибают концы шлевки и сопровождают ее в таком виде до первого прокола иглами. После захвата шлевки иглами направитель 5 останавливается. Шлевка, закрепленная между поясом и подпоясом, выходит из-под губок 15 и окончательно заделывается в пояс. Работница продолжает шитье до места расположения следующей щлевки, после чего цикл подачи и прищивки шлевки повторяется. Предлагаемый полуавтомат позволяет автоматически подавать шлевку в зону формования, загибать ее концы и закреплять на поясе при одновременном присоединении пояса к изделию. Подача шлевки по каналу в строго фиксированном направлении позволяет точно расположить шлевку на поясе, а продвижение направителя для пояса синхронно с движением реечного двигателя ткани позволяет исключить всякий сдвиг шлевки во время закрепления. Выполнение формующих губок на рычагах, обладающих двумя степенями подвижности, обеспечивает качественное формование щлевки и удержание ее до момента притачивания. Направитель для подачи шлевки в рабочую зону вьшолнен так, что пропускает шлевку в одном направлении свободно, а в противоположном - не пропускает. Такая конструкция позволяет применять прогрессивное рулонное питание и точно размешать щлевку в звено формования. Все дополнительные узлы, описанные в заявке, могут быть смонтированы в едином корпусе, который легко устанавливается на платформе двухигольной щвейной мащины типа 252 кл. ПМЗ. При необходимости дополнительный узел может быть снят и мащина использована по другому назначению. Это значительно расширяет возможность использования пре;1лагаемого устройства.
торой установлены транспортирующая рейка, тянущие ролики, направители для пояса и подпояса, и приспособление для подачи шлевки в рабочую зону, имеющее направитель и губки для формования шлевки, отличающийся тем, что, с целью повышения производительности и качества обработки, направитель для пояса смонтирован на пластине, установленной с возможностью перемещения посредством муфты, обеспечивающей синхронное движение с движением транспортируюшей рейки швейной головки, 2. Полуавтомат по п. 1, отлича ющ и и с я тем, что губки для формования шлевки установлены на кронштейне с возможностью поворота вокруг двух взаимно перпендикулярных осей,
3, Полуавтомат поп, 1, отлича ю- щ и и с я тем, что направитель для шлевки выполнен в виде трубчатой формы с пружинящими пластинами, обеспечивающими проход шлевки только в заданнэм направлении, и расположен перпендикулярно направлению подачи пояса в канале платформы швейной головки.
ru
брюни
Подпояс
Ш/)еВни
фиг. 5

| название | год | авторы | номер документа |
|---|---|---|---|
| 'ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ПОЯСА БРЮК | 1971 |
|
SU431273A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ПОЯСОВ ШВЕЙНЫХ ИЗДЕЛИЙ | 1969 |
|
SU257285A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКИХ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1966 |
|
SU178669A1 |
| Приспособление для непрерывной подачи полосок ткани на швейной машине | 1978 |
|
SU732422A1 |
| Автомат для сборки пряжек | 1973 |
|
SU484967A1 |
| Машина для изготовления шлевок без шва | 1934 |
|
SU43119A1 |
| Станок для скрепления шлевок ремней металлическими скрепками | 1956 |
|
SU107504A1 |
| Приспособление для изготовления деталей из полосок ткани на швейной машине | 1980 |
|
SU941451A1 |
| Швейный полуавтомат для выполнения контурных строчек | 1982 |
|
SU1082882A1 |
| Приспособление для фиксации деталей на швейном полуавтомате | 1980 |
|
SU937567A1 |