Предлагаемый станок позволяет значительно повысить производительность труда при скреплении шлевок ремней металлическими скрепками.
Станок выполнен в виде монтированных на его станине механизмов для отрезки ремня и свертывания шлевки, для автоматической подачи скрепок, для закрепления скрепок в шлевке и для сбрасывания готовых шлевок.
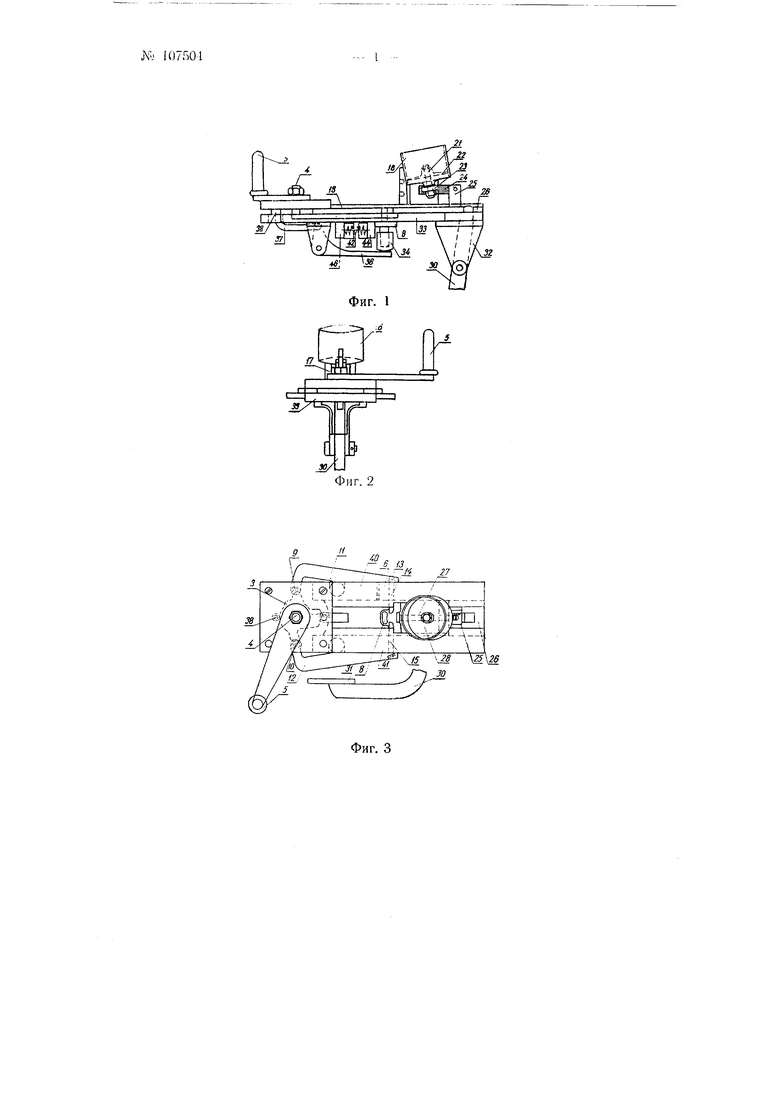
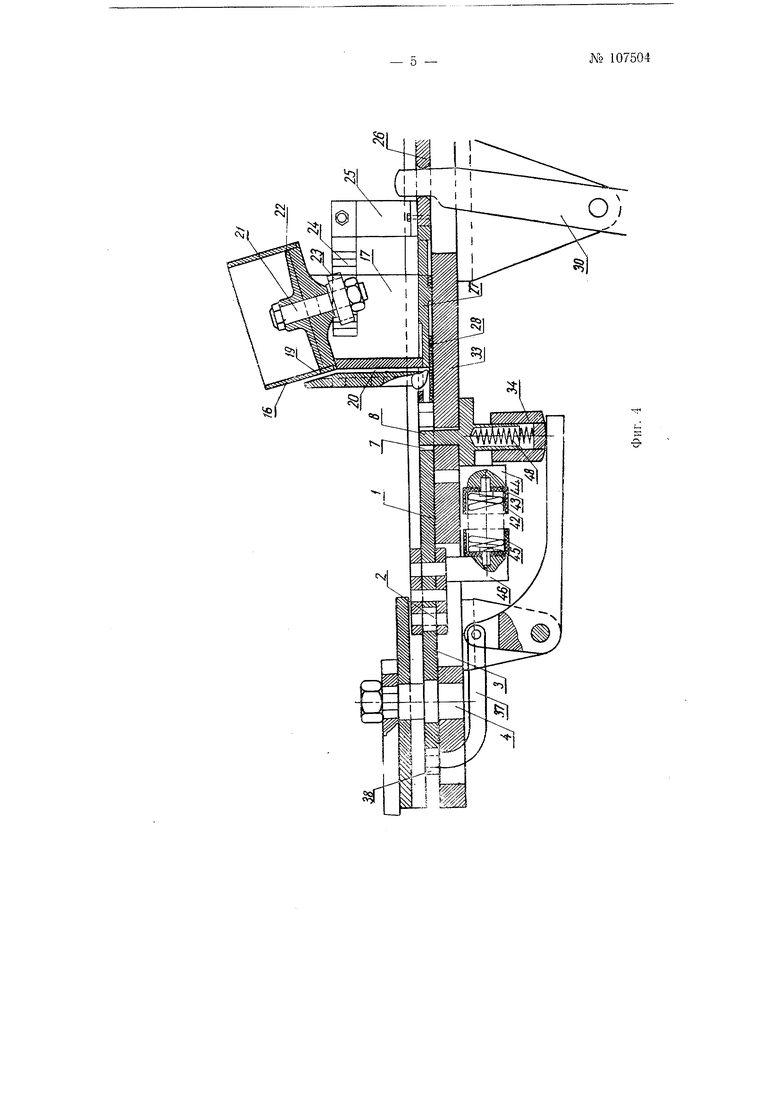
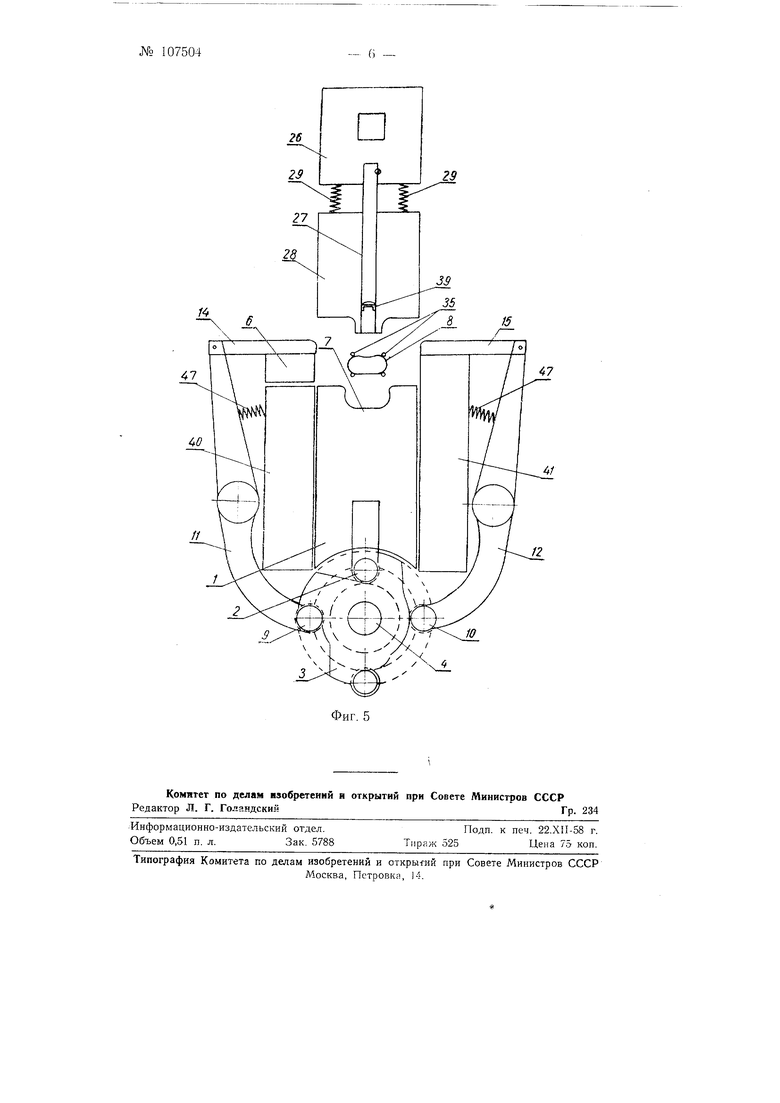
На фиг. 1 изображен вид станка сбоку; на фиг. 2 - вид станка спереди; на фиг. 3 - вид на станок сверху; на фиг. 4 - вид станка в про-, дольном разрезе; на фиг. 5 - вид сверху на механизм для закрепления скрепок и механизм для отрезки ремня и свертывания шлевки.
Механизм для отрезки ремня и свертывания шлевки выполнен в виде переме1цаюш,егося возвратно-поступательно по плите ползуна /, несушего на одном конце ролик 2, взаимодействуюш,ий с выступом кулачка 3, насаженного на одной оси 4 с рукояткой 5. Другой конец ползуна 1 взаимодействует с неподвижным ножом бив средней части имеет С-образную выемку 7, которая при движении ползуна охватывает оправку 8, закрепленную на плите и служащую для формования на ней шлевки.
Кулачок 3 двумя другими своими выступами воздействует на ролики 9 и JO, укрепленные на концах подпружиненных рычагов // и 12. На других концах этих рычагов на штифтах 13 установлены нолзунки 14 г, J5, предназначенные для свертывания концов шлевки вокруг оправки 8.
Механизм для автоматической подачи скрепок включает в себя наклонный бункер 16 для скрепок, установленный на стойках 17, укрепленный на направляющей 18 ползуна /. Бункер имеет в нижней части отверстие 19, сообщающее его с каналом 20, направляющим скрепки к шлевке, находящейся на оправке 8. Внутри бункера на оси 2 монтироЛо 107504
ван диск 22, служащий для выта;п ивания скрепок из бункера. Диск 22 приводится во вращение насаженной на оси 21 щестерней 23, сцепленной с зубчатой рейкой 24, укрепленной на стойке 25, установленной на ползуне механизма для закренления скрепок.
Механизм для закрепления скрепок выполнен в виде ползуна 26, к которому жестко прикреплен ударник 27, перемещающийся в направляющей ползуна 28, связанного с .ползуном 26 пружинами 29. Ползун 26 приводится в движение рычагом 30, соединенным с ножной педалью 31 и установленным поворотно на кронштейне 32, прикрепленном к станине 33 станка.
Механизм для сбрасывания с оправки 8 готовых шлевок выполнен в виде подпружиненного колпачка 34, снабженного штифтами 35, сбрасывающими с оправки 8 готовую шлевку. Колпачок 34 приводится в движение концом рычажка 36, связанного с рычагом 37, несущим ролик 38, взаимодействующий с кулачком 3.
Бункер 16 заполняется скрепками, примерно, на А объема, причем несколько скрепок в начале работы заправляют в канал 20 вручную. Первая скрепка 39 под действием своего веса свободно падает через канал 20 и занимает рабочее положение перед ударником 27, а остальные скрепки располагаются в канале столбиком.
Ремепь, из которого получают шлевку, заправляется концом через окно, образуемое паправляющими планками 40 и 41 и ножом 6.
При повороте рукоятки 5 кулачок своим выступом отжимает ролик 2, в результате чего ползун / прижимается к режущей кромке ножа 6 и от ремня отрезается заготовка шлевки. При дальнейшем движении ползуна / его выемка 7 загибает концы заготовки на оправке 8.
При последующем дальнейшем повороте рукоятки 5 кулачок двумя другими своими выступами нажимает на ролики 9 и 10, поворачивая рычаги // и 12, ползунки J4 п 15 которых перемещаются навстречу друг другу в направлении к оправке и, загибая концы заготовки, формируют шлевку на оправке. В конце загибания концов заготовки шлевки поворот рукоятки ограничивается неподвижным упором (на чертеже не показан).
При нажиме на ножную педаль 31 рычаг 30 продвигает ползун 26 с ударником 27 ,и ползун 28. Рабочая кромка ползуна .25упирается в подогнутые концы заготовки шлевки и поджимает их к оправке 8, а ползун 26, продолжая движение и сжимая пружины 29, продвигает скрепку 39 по направляющему пазу ползуна 28.
В конце движения ползуна 26 под воздействием ударника 27 концы скрепки прокалывают загнутые концы заготовки шлевки, после чего загибаются и скрепляют концы шлевки.
При освобождении ножной педали ползуны 26 и 28 занимают исходное положение под действием возвратной пружины.
После скрепления шлевки при Зстановке рукоятки 5 в начальное положение, в результате взаимодействия ролика 38 с кулачком 3, колпачок 34 поднимается и штифтами 35 сбрасывает готовую шлевку с оправки 8.
Ползун 1 занимает начальное положение под воздействием пружины 42, расположенной одним концом в чашке 43, прикрепленной к опорной стойке 44, а другим копцом в чашке 45, укрепленной на стойке 4б, соединенной с ползуном /.
Рычаги // и 12 занимают исходное положение при разжатии пружин 47, а колпачок 34 под действием пружины 48, упирающейся верхним концом в оправку 8, а нижним в донышко колпачка.
Пред м с т изо б р с т с п и я
1.Станок для скрепления шлевок ремлей .металлическими скрепками, отличающийся тем, что, с целью облегчення трула и повыше ния производительности, он выполнен i; виде моилированных на станине механизмов для отрезки ремня и свертывания шлевок, автоматической подачи скрепок, закрепления скрепок в шлевке и механизма сбрасывания готовых шлевок.
2.Станок по п. 1, от л и ч а ю ш, и и с я тем, что механизм для отрезки ремня и свертывания шлевки состоит из перемещаюш,егося возвратно-поступательно по плите ползуна, один конец которого несет ролик, взаимодействующий с кулачком, а другой конец одним краем взаимодействует с неподвижным ножом для отрезки шлевки, а своей средней частью, имеюшей С-образный вырез, взаимодействует с закрепленной на плите оправкой для частичного загиба шлевки, н приводимых Б движение от кулачка рычагов, для окончательного свертывания шлевки вокруг оправки.
3.Станок по п. 1, о т л и ч а ю щ и и с я тем, что механизм для автоматической подачи скрепок состоит из укрепленного на одном из ползунов бункера для скрепок с монтированным в нем и приводимым во вращение посредством шестерни н рейки диском, служащим для выталкивания скрепок из бункера, и прикрепленного к бункеру канала, направляющего скрепки к шлевке.
4.Станок по п. 1, отличающийся тем, что механизм для закрепления скрепок выполнен в виде приводимого в движение от ножной педали ползуна, несущего жестко закрепленный в нем ударник и связанного при помощи пружины с другим ползуном.
5.Станок по п. 1, отличающи йся тем, что механизм для сбрасывания готовых шлевок выполнен в виде подпружиненного приводимого в движение от кулачка колпачка, снабженного штифтами, сбрасывающими с оправки готовые шлевки.
- .1 - .N lU7nO-l
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для калибровки отверстий в деревянных уточных шпулях | 1958 |
|
SU117803A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШЛЕВОК КРЕМНЯМ | 1967 |
|
SU198497A1 |
| Автомат для изготовления бумажных гильз, например, для взрывчатых веществ | 1955 |
|
SU113540A1 |
| Полуавтомат для обработки поясов швейных изделий | 1969 |
|
SU289769A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНЫХ КАТУШЕК ИНДУКТИВНОСТИ | 1989 |
|
RU2032953C1 |
| Машина для изготовления шлевок без шва | 1934 |
|
SU43119A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СКРЕПОК | 1934 |
|
SU46515A1 |
| Устройство для наложения скрепок на заполненный пакет | 1984 |
|
SU1310297A1 |
| Автомат для изготовления скрепок | 1986 |
|
SU1379000A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ЦЕПОЧЕК | 1925 |
|
SU5553A1 |
js М
30
л:
47