Известны опоки, в которых производят формовку керамических форм, изготовленных по выплавляемым моделям, сушку их, прокалку. Опока состоит из двух токонепроводящих стенок и двух стенок, представляющих собой электроды.
Недостатком этой конструкции опоки является невозможность осуш,ествления в ней таких технологических операций, как выплавка модельного материала из форм и заливка форм металлом. Кроме того, из-за неподвижности электродов можно формовать в опоке только керамические формы определенных габаритов.
Цель изобретения - осуществление разнообразных технологических операций с формами различных габаритов.
Это достигается тем, что корпус снабжен цапфами и установлен поворотно в опорах цапф, электроды выполнены в виде дополнительных подвижных стенок с винтовой регулировкой расстояния между стенками.
В предложенной опоке можно формовать керамические блоки различных габаритов и производить в ней как сушку и прокалку форм, так и выплавку модельного материала из форм и заливку их металлом.
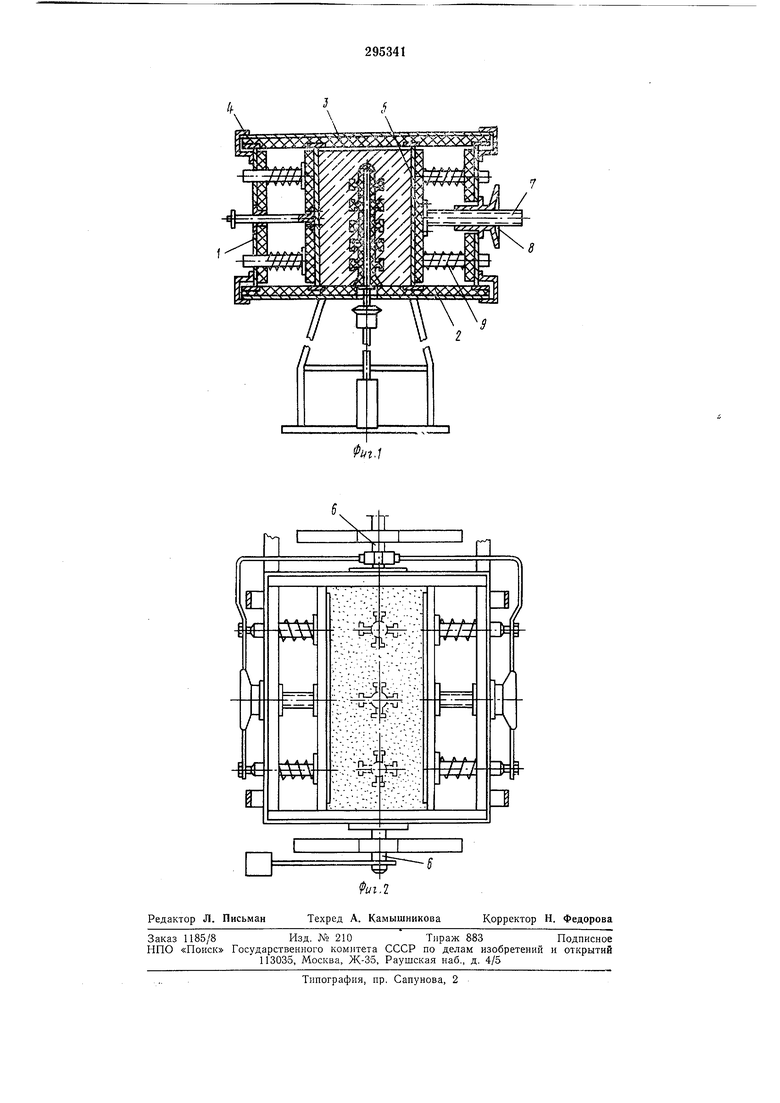
На фиг. 1 и 2 изображена предлагаемая опока в двух проекциях.
и крышку 3, направляющие, в которых установлены дно и крыщка 4, электроды 5, цапфы 6, два винта 7, гайки 8, пружины 9 поджатия.
В опоку формуют керамический блок, поджимают электроды к смеси, обеспечивая надежный контакт их со смесью.
На электроды подают напряжение и осуществляют операции сушки покрытия и выилавки модельной массы. Затем опоку кантуют на 180°, производят прокалку форм, снимают крышку и производят заливку форм металлом.
Формула изобретения
1.Опока для форм литья по выплавляемым моделям, включающая корпус, съемные дно и крышку, токоподводящие электроды, отличающаяся тем, что, с целью осуществления в ней технологических операций по формовке, выплавке модельного материала, сушке, прокалке форм и заливке их металлом, корпус снабжен цапфами и установлен поворотно в опорах цапф.
2.Опока по п. 1, отличающаяся тем, что, с целью осуществления технологических операций с формами различных габаРитов, элект|роды выполнены в виде дополнительных подвижных стенок с винтовой регулировкой расстояния между стенками.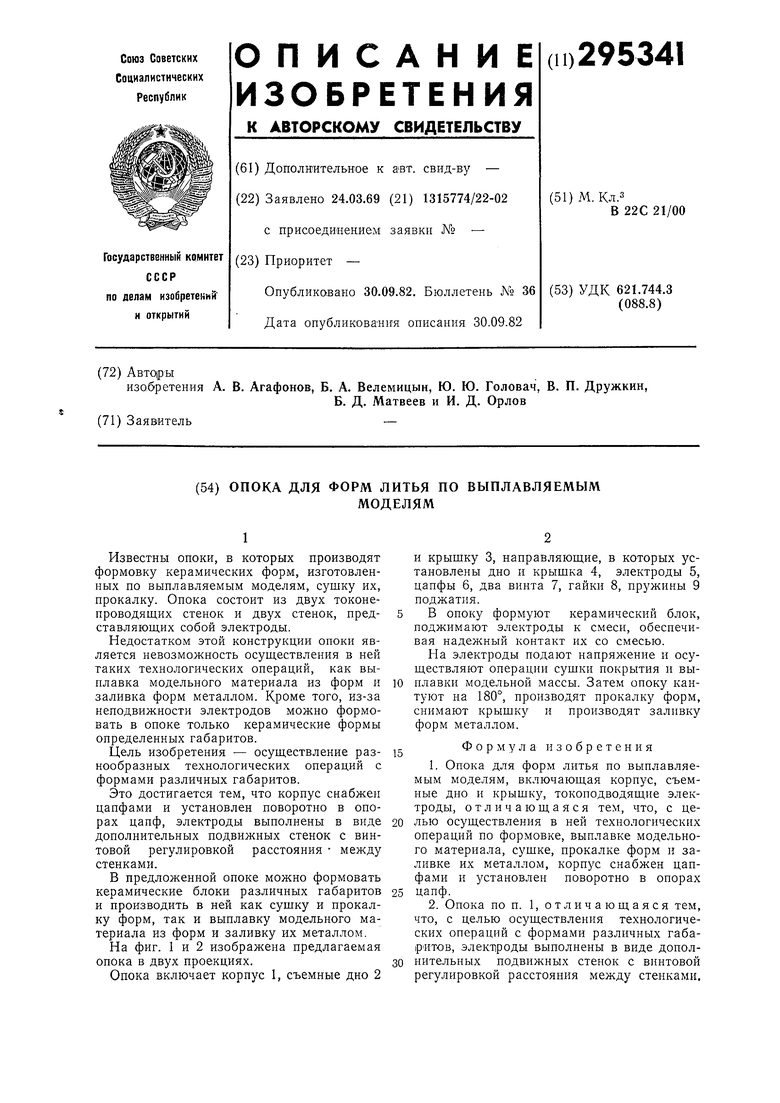
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| Способ изготовления форм по выплавляемым моделям | 1990 |
|
SU1764770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2604281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2505376C1 |
| Опока для литья по выплавляемым моделям | 1990 |
|
SU1752491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |