Изобретение относится к литейному производству и может найти широкое применение на предприятиях народного хозяйства.
Известна опока для литья по выплавляемым моделям, которая содержит дно и стенки со щелями для вентилирования. В ней оболочку помещают в опоку с сыпучим наполнителем, нагревают, газы удаляют вентилированием, сжигая при этом всю модельную массу, оставшуюся после выплавки модели а опоке.
Недостатком известкой опоки является закупорка капилляров сажей и выделениями газов. Эта опока не позволяет вытекать из опоки остаткам модельной массы и они конечно же не позволяют высыпаться наполнителю. Объем опоки, прилегающей к дну. продуваться не будет.
Недостатком известной опоки является плохое вентилирование придонной части, на которой скапливаются остатки модельной массы и при непросеянном наполнителе остатки модельной массы полностью не окисляются, а значит вступают в реакцию с
температурным полем при заливке металла, вызывая в заготовках поры и рыхлости.
Цель изобретения - повышение качества форм и увеличение срока службы опочной оснастки.
Поставленная цель достигается тем, что вентиляционные каналы выполнены в нижней части стенок опоки по ее периметру и в дне опоки, при этом опока снабжена накладкой, установленной над вентиляционным каналом дна опоки с зазором относительно него и стенки опоки закреплены на ее дне с зазором относительно него.
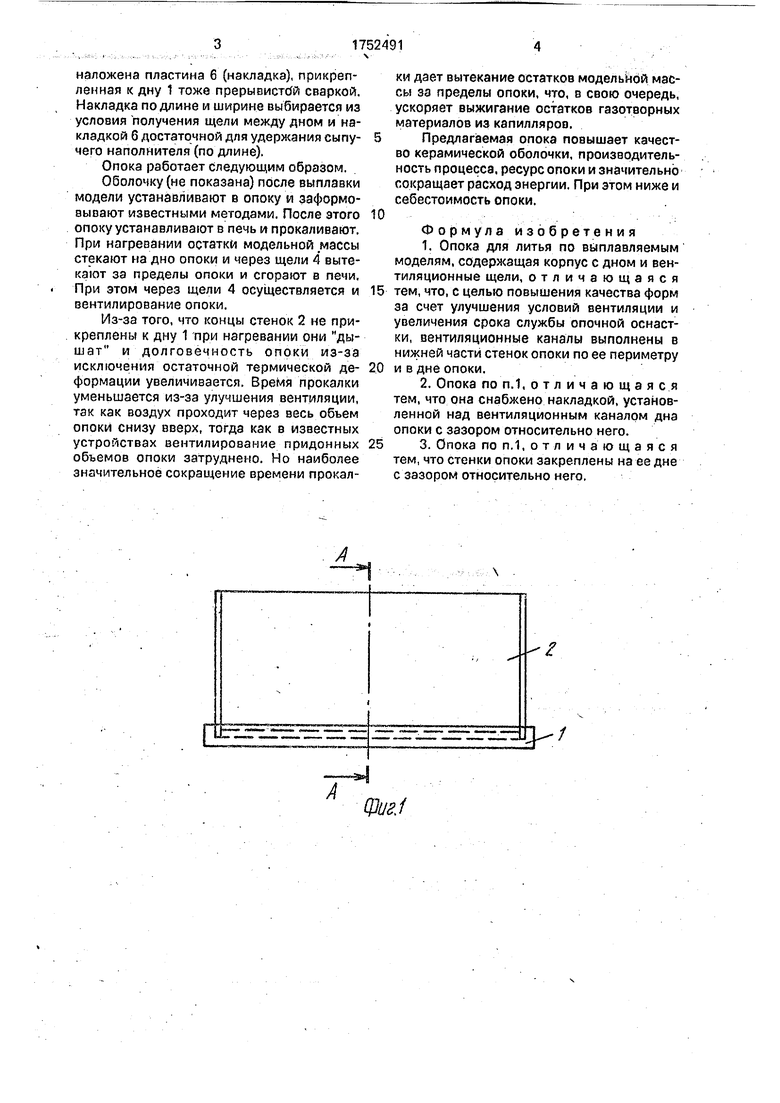
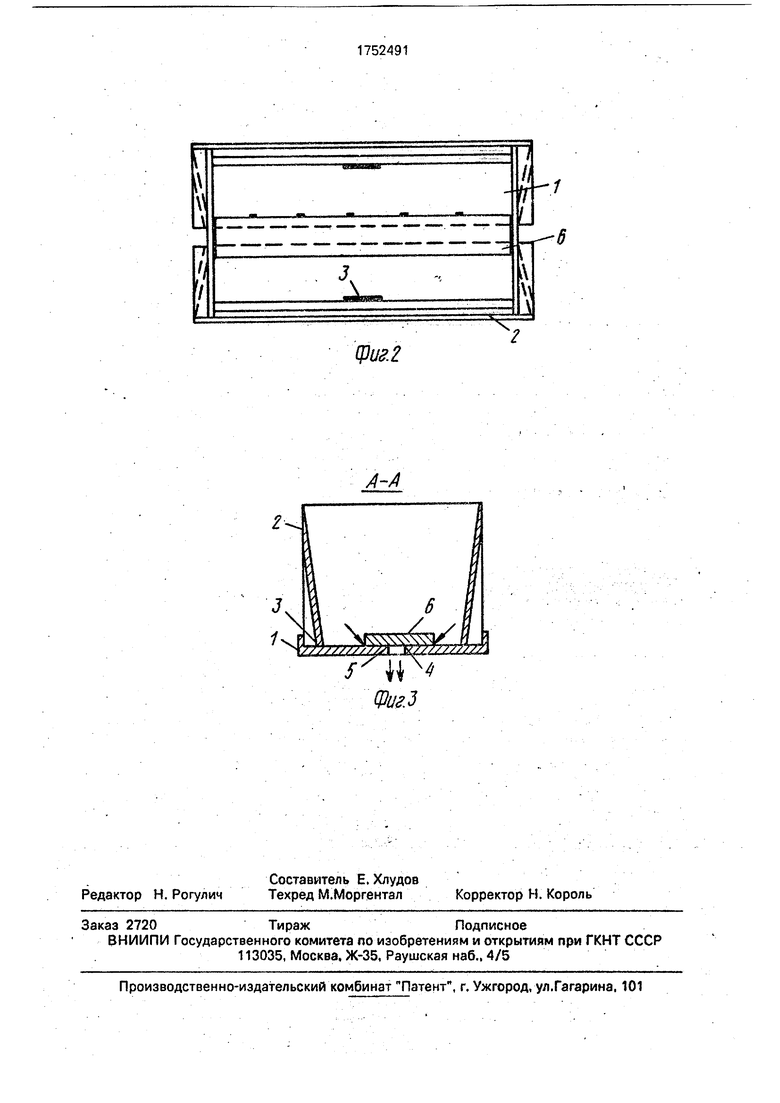
На фиг.1 показана опока для осуществления способа, разрез; на фиг.2 -то же, вид сверху; на фиг.З - разрез А-А на фиг.2.
Опока содержит дно 1, к которому прикреплены сваркой в средней части длины боковые стенки 2. На длине в 1/3 от длины стенки наложен прерывистый шов 3. При этом между дном 1 и торцом стенки 2 образуется щель 4, через которую жидкость вытекает, а наполнитель высыпаться при этом не будет. Длина (ширина) этой щели равна толщине стенки. В центральной части дна 1 выполнены паз или отверстия 5, на которые
VI
сл
ю
4 Ю
наложена пластина 6 (накладка), прикрепленная к дну 1 тоже прерывистой сваркой. Накладка подлине и ширине выбирается из условия получения щели между дном и накладкой б достаточной для удержания сыпу- чего наполнителя (по длине).
Опока работает следующим образом.
Оболочку (не показана) после выплавки модели устанавливают в опоку и заформо- вывают известными методами. После этого опоку устанавливают в печь и прокаливают. При нагревании остатки модельной массы стекают на дно опоки и через щели 4 вытекают за пределы опоки и сгорают в печи. При этом через щели 4 осуществляется и вентилирование опоки.
Из-за того, что концы стенок 2 не прикреплены к дну 1 при нагревании они ды- шат и долговечность опоки из-за исключения остаточной термической де- формации увеличивается. Время прокалки уменьшается из-за улучшения вентиляции, так как воздух проходит через весь объем опоки снизу вверх, тогда как в известных устройствах вентилирование придонных объемов опоки затруднено. Но наиболее значительное сокращение времени прокалки дает вытекание остатков модельной массы за пределы опоки, что, в свою очередь, ускоряет выжигание остатков газотворных материалов из капилляров.
Предлагаемая опока повышает качество керамической оболочки, производительность процесса, ресурс опоки и значительно сокращает расход энергии. При этом ниже и себестоимость опоки.
Формула изобретения
1.Опока для литья по выплавляемым моделям, содержащая корпус с дном и вентиляционные щели, отличающаяся тем, что, с целью повышения качества форм за счет улучшения условий вентиляции и увеличения срока службы опочной оснастки, вентиляционные каналы выполнены в нижней части стенок опоки по ее периметру и в дне опоки,
2.Опока по п.1, отличающаяся тем, что она снабжено накладкой, установленной над вентиляционным каналом дна опоки с зазором относительно него.
3.Опока по п.1, отличающаяся тем, что стенки опоки закреплены на ее дне с зазором относительно него.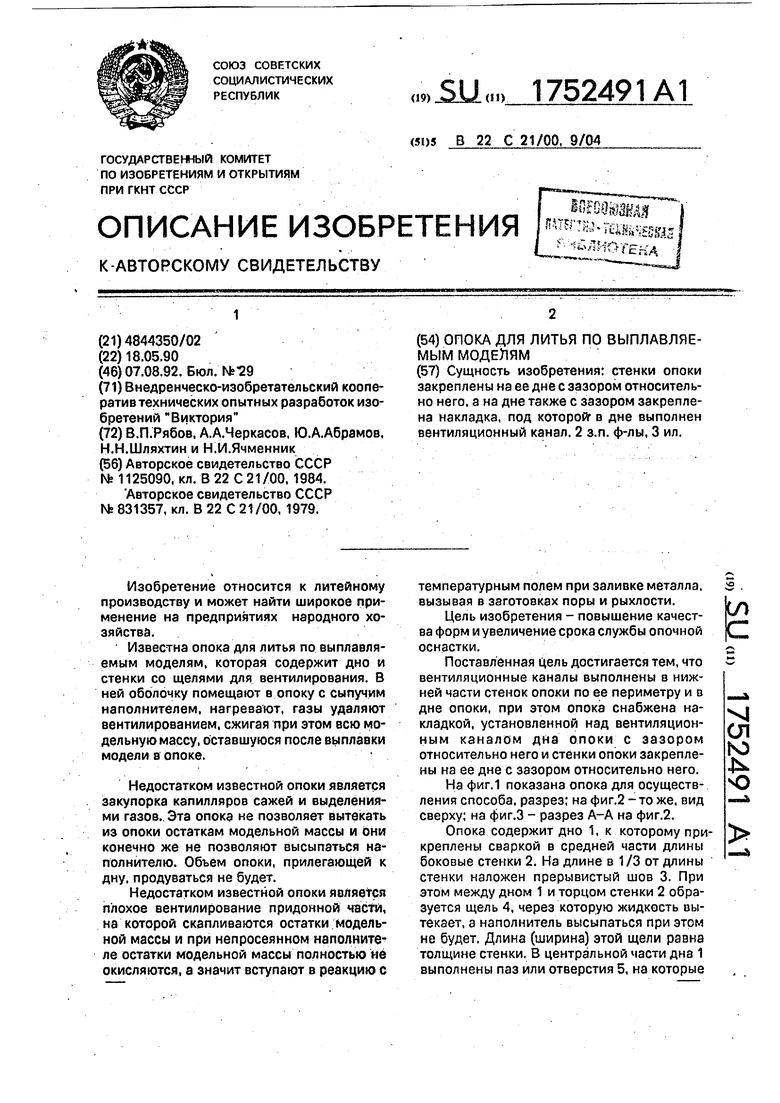
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для литья по выплавляемым моделям | 1979 |
|
SU831357A1 |
| Способ изготовления монолитных форм по выплявляемым моделям | 1988 |
|
SU1694312A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
| Опока для форм литья по выплавляемым моделям | 1969 |
|
SU295341A1 |
| Опока для прокалки оболочковых форм | 1989 |
|
SU1740102A1 |
| Способ изготовления форм по выплавляемым моделям | 1990 |
|
SU1764770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| Способ изготовления многослойных оболочковых литейных форм | 1980 |
|
SU944744A1 |
| Установка для электрогидравлической очистки отливок | 1990 |
|
SU1764809A1 |
Сущность изобретения: стенки опоки закреплены на ее дне с зазором относительно него, а на дне также с зазором закреплена накладка, под которой в дне выполнен вентиляционный канал. 2 з.п. ф-лы, 3 ил.
А
№./
/
JV y gg Ј{///М Г&77//7/
777777777,
S |Т
/ № Ч4
Л
фиг.2
/
S |Т
/ № Ч4
Фиг.З
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Опока для литья по выплавляемым моделям | 1979 |
|
SU831357A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
