Предлагаемый способ относится к области технологии изготовления радиокомпонент, в частности к технологическому процессу изготовления низкочастотных пьезоэлектрических кварцевых резонаторов.
Известны способы изготовления низкочастотных вакуумных кварцевых резонаторов, основанные на принаивании к никелированной поверхности пьезоэлементов металлических струн (являющихся держателями и токоотводами) с помощью мягкого низкотемпературного припоя ПОС-61, состоящего из олова (59- 61%) и свинца (остальное), и на термотренировки ньезоэлементов, смонтированных в держателях, т. е. кварцевых резонаторов, до их вакуумирования, заключающейся в нрогреве их в течение суток при температуре 70- 100°С.
Однако в .известных способах при использовании для Монтажа оловянно-свннцового припоя невозможно достичь высоких нараметров резонаторов, кроме того, свинец, входящий в состав мягких низкотемпературных припоев, обладает повыщенной пластичностью п малой твердостью « вносит ощутимое затухание в колебания пьезоэлемента.
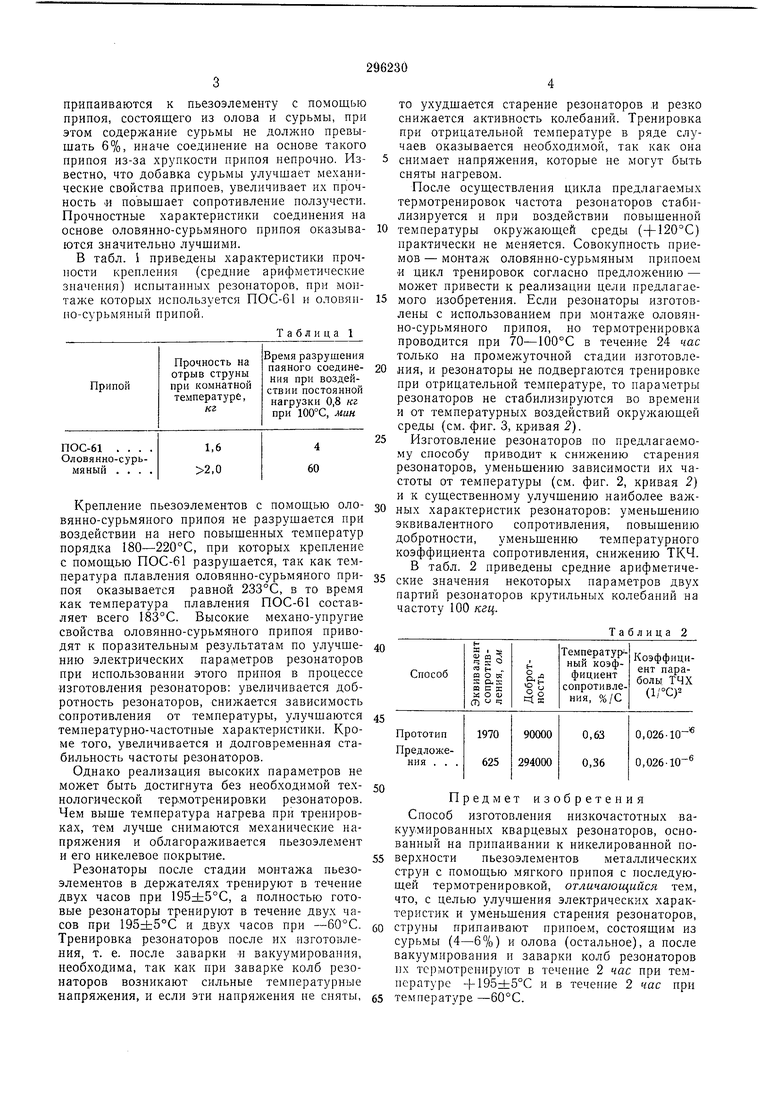
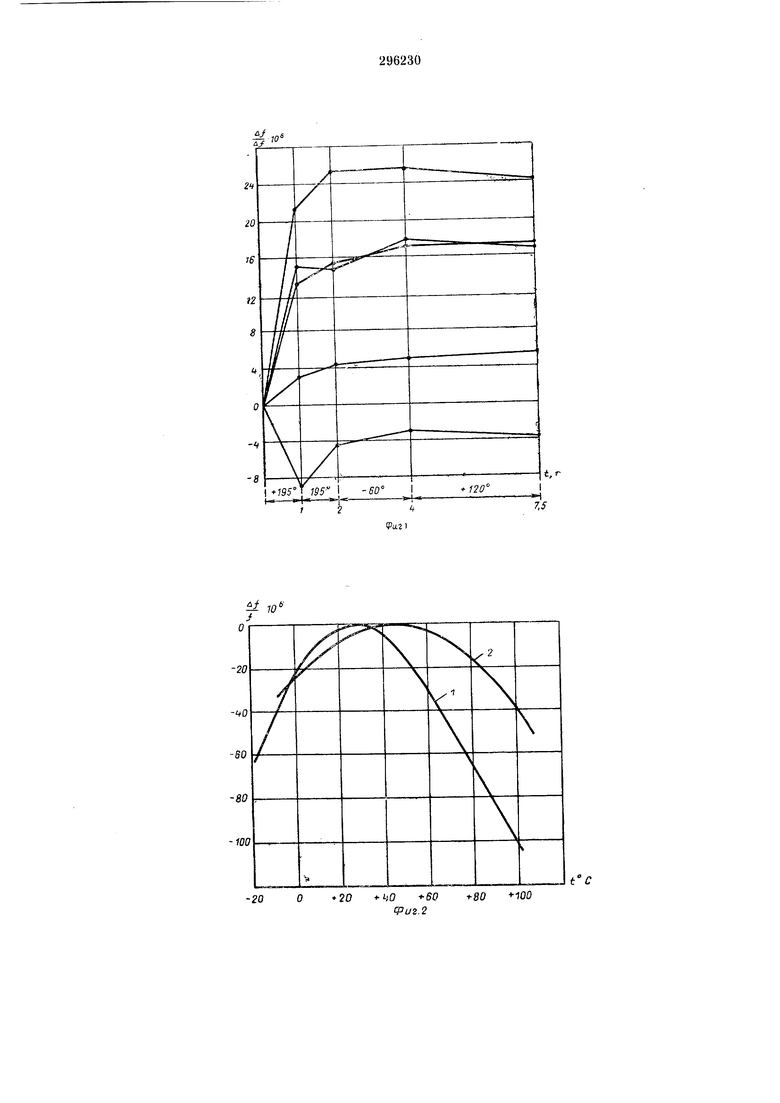
ности пьезоэлементов с помощью припоя, состоящего «з сурьмы (4-6%) Н олова (остальное), затем смонтированные в держателях пьезоэлементы термотренируют в течение двух часов при +195±5°С, а после вакуумирования и заварки резонаторов их термотренпруют в течение двух часов при температуре 195±5°С и в течение двух часов при . На фиг. 1 показан график изменения частоты в миллионных долях предлагаемых реальных ннзкочастотных резонаторов различных типов прп разных циклах температурных воздействий; на фиг. 2 - темиературно-частотные характеристики реального кварцевого резонатора (на примере резонатора крутильных колебан 1Й), изготовленного но способу-прототипу (кривая /) и в соответствии с предлагаемым способом (кривая 2) на фиг. 3 - зависимость эквивалентного сопротивления
того же резонатора, нзготовленного но способу-прототипу (крнвая i) с нспользованием части приемов способа-прототипа и части приемов предлагаемого способа, в частности с использованием оловянно-сурьмяного нрппоя вместо оловянно-свинцового, но с использованием одной термотреннровкн нри 70- 100°С (кривая 2) и иолностыо в соответствпп с предлагаемым способом (крнвая 3). В нредлагаемом способе изготовления струприпаиваются к пьезоэлементу с помощью припоя, состоящего из олова и сурьмы, при этом содержание сурьмы не должно превышать 6%, иначе соединение на основе такого припоя из-за хрупкости припоя непрочно. Известно, что добавка сурьмы улучщает механические свойства припоев, увеличивает их прочность .и повышает сопротивление ползучести. Прочностные характеристики соединения на основе оловянно-сурьмяного припоя оказываются значительно лучшими. В табл. i приведены характеристики прочности крепления (средние арифметические значения) испытанных резонаторов, при монтаже которых используется ПОС-61 и оловянпо-сурьмяный припой. Таблица 1 Крепление пьезоэлементов с помощью оловянно-сурьмяного припоя ие разрушается при воздействии на него повышенных температур порядка 180-220°С, при которых крепление с помощью ПОС-61 разрушается, так как температура плавления оловянно-сурьмяного припоя оказывается равной 233°С, в то время как температура плавления ПОС-61 составляет всего 183°С. Высокие механо-упругие свойства оловянно-сурьмяного припоя приводят к поразительным результатам по улучшению электрических параметров резонаторов при использовании этого припоя в процессе изготовления резонаторов: увеличивается добротность резонаторов, снижается зависимость сопротивления от температуры, улучшаются температурно-частотиые характеристики. Кроме того, увеличивается и долговременная стабильность частоты резонаторов. Однако реализация высоких параметров не может быть достигнута без необходимой технологической тер.мотренировки резонаторов. Чем выще температура нагрева при тренировках, тем лучше снимаются механические напряжения и облагораживается пьезоэлемент и его никелевое покрытие. Резонаторы после стадии монтажа пьезоэлементов в держателях тренируют в течение двух часов при 195±5°С, а полностью готовые резонаторы тренируют в течение двух часов при 195±5°С и двух часов при -60°С. Тренировка резонаторов после их изготовления, т. е. после заварки л вакуумироваиия, необходима, так как при заварке колб резонаторов возникают сильные температурные напряжения, и если эти напряжения не сняты, то ухудшается старение резонаторов ,и резко снижается активность колебаний. Тренировка при отрицательной температуре в ряде случаев оказывается необходимой, так как она снимает напряжения, которые не могут быть сняты нагревом. После осуществления цикла предлагаемых термотренировок частота резонаторов стабилизируется и при воздействии повышенной температуры окружающей среды (- -120°С) практически не меняется. Совокупность приемов - монтаж оловянно-сурьмяным припоем и цикл тренировок согласно предложению - может привести к реализации цели предлагаемого изобретения. Если резонаторы изготовлены с использованием при монтаже оловянно-сурьмяного припоя, но термотренировка проводится при 70-100°С в течение 24 час только на промежуточной стадии изготовления, и резонаторы не подвергаются тренировке при отрицательной температуре, то параметры резонаторов не стабилизируются во времени и от температурных воздействий окружающей среды {см. фиг. 3, кривая 2). Изготовление резонаторов по предлагаемому способу приводит к снижению старения резонаторов, уменьшению зависимости их частоты от температуры (см. фиг. 2, кривая 2) и к существенному улучщению наиболее важных характеристик резонаторов: уменьшению эквивалентного сопротивления, повышению добротности, уменьшению температурного коэффициента сопротивления, снижению ТКЧ. В табл. 2 приведены средние арифметические значения некоторых параметров двух партий резонаторов крутильных колебаний на частоту 100 кгц. Таблица 2 Предмет изобретения Способ изготовления низкочастотных вакуумированных кварцевых резонаторов, основанный на припаивании к никелированной поверхности пьезоэлементов металлических струн с помощью мягкого припоя с последующей термотренировкой, отличающийся тем, что, с целью улучщения электрических характеристик и уменьшения старения резонаторов, струны припаивают припоем, состоящим из сурьмы (4-67о) и олова (остальное), а после вакуумирования и заварки колб резонаторов их термотрепируют в течение 2 час при температуре - -195±5°С и в течение 2 час при температуре -60°С.
-s
I 1S5- I -60°
t,-r
120°
-
z$
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВОГО РЕЗОНАТОРА | 2009 |
|
RU2397606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОГО КВАРЦЕВОГО ГЕНЕРАТОРА (РЕЗОНАТОРА) - ТЕРМОСТАТА | 2007 |
|
RU2349025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ УСТРОЙСТВ | 2007 |
|
RU2330376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ РЕЗОНАТОРОВ С ЛИНЕЙНОЙ ТЕМПЕРАТУРНО-ЧАСТОТНОЙ ХАРАКТЕРИСТИКОЙ | 2008 |
|
RU2366037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОЧАСТОТНОГО ФИЛЬТРОВОГО КВАРЦЕВОГО РЕЗОНАТОРА | 2004 |
|
RU2276453C1 |
| ВИБРАТОР КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2187882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧИП-РЕЗИСТОРОВ | 2014 |
|
RU2552630C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧИП-РЕЗИСТОРОВ | 2014 |
|
RU2551905C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВЫХ КВАРЦЕВЫХ РЕЗОНАТОРОВ С УЛУЧШЕННОЙ МОНОЧАСТОТНОСТЬЮ | 2000 |
|
RU2197058C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОРЕЗОНАТОРОВ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2001 |
|
RU2193274C2 |
-100
-200 «20
t
LIU -fSO 1-ЙО -t-lOO фуг. 2
Rf..oH 6000,
5000
Ч 000
5000
2000
W.OO
-W0 20 -SO 80 -100
иг.з
