Изобретение относится к области производства сварных конструкций из термоупрочненных сталей {низкоуглеродистых и низколегированных типа 17ГС, 16ГН, 09Г2С, 121СМФР и т. д.).
Известен способ регулирования свойств зоны термического влияния при сварке термоупрочненных сталей путем изменения скоростей охлаждения в зоне влияния. Однако металл каждой зоны нагревается до различных температур и, охлаждаясь со сравнительно низкими скоростями, теряет те свойства, которые он приобрел в процессе термообработки. При этом металл участка перегрева становится хрупким, а на участке разупрочнения прочность снижается до 25% и более при некотором снижении вязкости.
Целью изобретения является обеспечение равнопрочности сварного соединения по комплексу механических свойств с основным металлом. Это достигается путем изменения скоростей охлаждения на околошовном участке и участке максимального разупрочнения соответственно в пределах от Vs До VsТехнология автоматической сварки под слоем флюса позволяет получать скорость охлаждения в области .перегрева (примерно Гт 1400-1000°С) значительно меньшую (порядка 10-15°С/сек), а в области разупрочнения (примерно 7т 900-600°С) более высокую (примерно 30-50°С/сек) за счет интенсивного отвода тепла охлаждающей средой (водой или водовоздушной смесью) от этого участка.
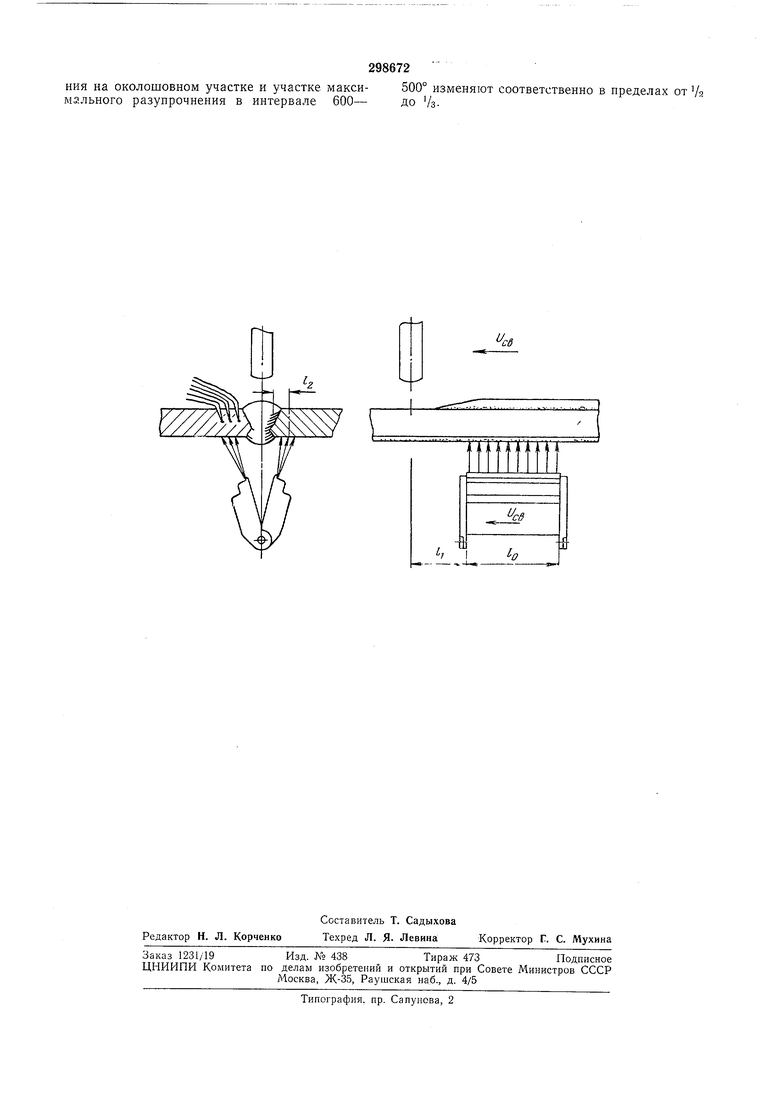
Регулирование скоростей охлаждения в пределах от /2 до Vs достигается путем изменения параметров охлаждающего устройства. На чертеже дана схема технологии сварки. Различные скорости охлаждения при постоянном расходе охлаждающего агента (охлаждающая среда - водовоздушная смесь при давлении воздуха 3 кг/см и расходе воды на 1 см рабочей щели 7-8 л/час) достигаются изменением длины /о щели форсунки и величиной /1 отставания факела охлаждения от сварочной дуги. Степень дифференцированности скоростей охлаждения но участкам регулируется изменением расстояния /2 факела охлаждения от линии сплавления.
20
Предмет изобретения
Способ регулирования свойств зоны термического влияния при сварке термоупрочненных сталей путем изменения скоростей охлаждения в зоне влияния, отличающийся тем, что, с целью обеспечения равнопрочности сварного соединения по комплексу механических свойств с основным металлом, скорость охлаледения на околошовном участке и участке максимяльного разупрочнения в интервале 600- 500° изменяют соответственно в пределах от /я 500° и до /з
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ | 1968 |
|
SU219027A1 |
| Устройство для электрошлаковой сварки | 1975 |
|
SU554974A1 |
| Способ сварки термоупрочненных сталей | 1980 |
|
SU925592A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 1972 |
|
SU331107A1 |
| Способ изготовления высокопрочных труб | 1980 |
|
SU881130A2 |
| Способ обработки сварных соединений | 1990 |
|
SU1687635A1 |
| Способ сварки сталей под флюсом | 1985 |
|
SU1263471A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ БУРИЛЬНЫХ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2537633C1 |
| Способ термической обработки зоны сварного соединения бурильных труб | 2019 |
|
RU2726209C1 |
и.-.,.
- X
h I
