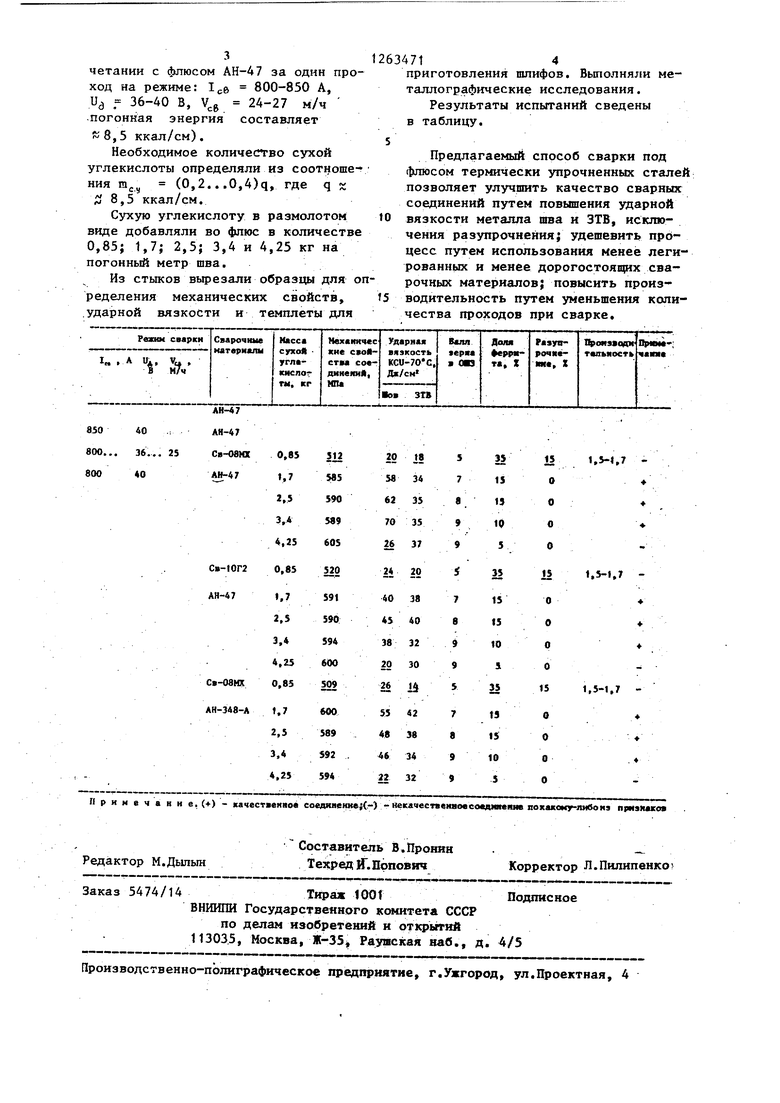
Изобретение относится к электродуговой сварке под флюсом низкоуглеродистых и низколегированных конструкционных сталей, ,в частности термически упрочненных. Предлагаемый способ сварки наиболее эффективно может быть испЬльзован для получени качественньпс сварных соединений и повьшения производительности при из готовлении и ремонте сосудов изотермических резервуаров для хранения и перевозки сжиженной двуокиси углерода. Преимущества термически упрочненной стали г повышенная прочность сопротивляемость к хрупкому разрушению, благоприятная структура и т.п., необходимо в возможно более полной мере сохранять в сварных сое динениях конструкций. Снижение дан- ньк свойств под тепловым воздействи ем сварки (разупрочнение) уменьшает эффективность применения этих стале Цель изобретения - улучшение ка чества сварного соединения, повьппение вязкости металла шва и околошов ной зоны при сварке термоупрочненио стали путем охлаждения сварочной ванны и сварного соединения в проце се существования ванны, ее кристалл зации и охлаждения в интервале температур 800-500° С и повьшхение произ водительности сварки. Подстз живающее действие сухой углекислоты на стадии существования сварочной ванны способствует,снижению ее температуры и соответственно термического цикла сварки на основной металл, а на стадии кристаллиза ции - измельчению зерна столбчатодендритной структуры металла шва и участка перегрева в ЗТВ, а также уменьшению размеров ЗТВ, На стадии остывания сварного соединения в целом подстуживающее действие сухой углекислоты в критическом интервале температур ВОО-ЗОО С способствует образованию благоприятных структур в металле шва и ЗТВ, обладающих высокой вязкостью и необходимыми свой ствами, и устранению разупрочнения в металле ЗТВ. Это позволяет повысить режимы сварки и перейти на сварку за один проход (вместо многопроходной) конструкции с толщиной элементов до 20 мм, осуществить замену сварочных материалов на менее легированные и 71 менее дорогостоящие, например снарочной проволоки СВ-08МХ, применяемой в сочетании с флюсом АН-47 для сварки конструкций из стали, в частности, С9Г2С, эксплуатирующихся в условиях низких температур до минус 70 С, на проволоку Св-10Г2 либо флюс АН-47 на флюс АН-318-А. Соотношение между массой подаваемой во флюс угле кислоты и тепловложением при сварке получено для автоматической сварки под флюсом. При отклонении коэффициента и соответственно массы сухой углекислоты в меньшую сторону подстуживание проходит менее интенсивно. При этом сварное соединение не отвечает тре-буемым показателям по вязкости и механическим свойствам, наблюдается разупрочнение, невозможна замена сварочных материалов на менее легированные. При отклонении коэффициента и соответственно массы сухой углекислоты в большую сторону повьш1ается интенсивность подстуживания, что приводит к образованию закалочных структур и трещин, снижению показателей вязкости металла шва. Таким образом, соотношение ш., (0,2..,0,4)q является оптимальным. Проводилась сварка стыковых соединений термически упрочненной стали 09Г2С. толщиной 14 мм. Химический состав стали, %: С 0,1; Si 0,6; Ш 1,58; S 0,03; Р 0,02. Механические свойства: S 440 МПа, S 590 МПа, 5 25%, ударная вязкость. KCU - 70° С . 52 Дж/см2 . Сварочные материалы, обеспечивающие нормативные показатели вязкости и механических свойств, - сваро Уная проволока Св-08МХ в сочетании с флюсом АН-47. Режим сварки, гарантирующий отсутствие разупрочнения металла в ЗТВ и обеспечивающий ударную вязкость в ЗТВ по границе сопротивления на уровне KCU - 70С 30 Дж/см% l,g 650-700 А, Us 36-40 В, , 34 м/ч, (погонная энергия составляет у. 6,0 ккал/см). Сварка выполняется за два прохода с обязательньм остыванием после первого прохода (базовый способ). Сварку по предлагаемому способу вьтолняли сварочной проволокой Св09МХ в сочетании с флюсом АН-47 и «iH-348-A, проволокой Св-10Г2 в со3четании с флюсом АН-47 за один про ход на режиме: 800-850 А, и f 36-40 В, 24-27 м/ч погонная энергия составляет К 8,5 ккал/см). Необходимое количество сухой углекислоты определяли из соотноше НИН т,, (0,2.. .0,4)q, где q % ;:; 8,5 ккал/см. Сухую углекислоту в размолотом виде добавляли во флюс в количеств 0,85; 1,7; 2,3; 3,4 и 4,25 кг на погонный метр шва. Из стыков вырезали образцы для ределения механических свойств, .ударной вязкости и темплеты для 71 приготовления пшифов. Выполняли металлографические исследования. Результаты испытаний сведены в таблицу. Предлагаемый способ сварки под флюсом термически упрочненных сталей позволяет улучшить качество сварных соединений путем повышения ударной вязкости металла шва и ЗТВ, исключения разупрочнения; удешевить процесс путем использования менее легированных и менее дорогостоящих сварочных материалов; повысить производительность путем уменьшения количества проходов при сваркеt
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой многослойной сварки | 1979 |
|
SU874290A1 |
| Способ сварки под флюсом | 1986 |
|
SU1386401A1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра | 2016 |
|
RU2632496C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Порошковая проволока | 1991 |
|
SU1832071A1 |
| Сварочная проволока | 1991 |
|
SU1797546A3 |
| Способ электродуговой сварки | 1985 |
|
SU1294527A1 |
| Способ производства сварных прямошовных труб большого диаметра | 1990 |
|
SU1812026A1 |
СПОСОБ СВАРКИ СТАЛЕЙ ПОД ФЛЮСОМ, при котором во флюс добавляг ют сухую углекислоту, отличающийся тем, что, с целью улучшения качества сварного ссгединения, повьшения вязкости металла шва и околошовной зоны при сварке термоупрочненной стали путем охлаждения сварочной ванны и сварного соединения в процессе существования ванны, ее кристаллизации и охлаждения в интервале температур 800-500°С и повьппения производительности сварки, сухую углекислоту добавляют во флюс в количестве, определяемом из соотношения т, 
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 0 |
|
SU261604A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
