Настоящее изобретение предназначено для трубного производства для локальной термической обработки методом индукционного нагрева зоны сварного соединения бурильных труб с замками. Преимущественно - при изготовлении бурильных труб из легированных марок стали с требованиями к работе удара сварного соединения.
Известен способ термической обработки сварного соединения бурильных труб с замками, где после приварки к трубам из стали 32Г2С замков из стали 40ХН зону сварного соединения шириной 50 мм нагревают в двух последовательно расположенных индукционных установках ИНН-100/24 до температуры 880-900°C и охлаждают с двух сторон, отпуск при температуре 650-680°C проводят в таких же установках (Блинов Ю.И., Усов В.А., Поповцев Ю.А. и др. Применение водовоздушного охлаждения для закалки сварного соединения бурильных труб. // Сталь, 1989, №3, с.78-81).
Недостатком указанного способа является то, что данный способ термической обработки позволяет получить зону сварки, равнопрочную с телом трубы и замка и соответствующую группам прочности Е и Л, но при этом не обеспечивает достижения требуемых значений работы удара сварного соединения (не менее 16 Дж).
Известен способ термической обработки (нормализация) в индукторе с нагревом токами высокой частоты (Колесник Б.П., Гузеватая Л.И., Скульский Ю.В. Производство бурильных труб с приваренными соединительными замками // Черная металлургия. Обзорная информация института "Черметинформация". Серия 8 (трубное производство). Информация №5. - Черметинформация. - 1969 - с.7).
Недостатком указанного способа является то, что при проведении традиционно применяемого режима нормализации при температурах 880-940°C с отпуском или без отпуска сварного соединения труб из углеродистых и низколегированных сталей замка при одинаковых скоростях охлаждения на воздухе образуются разные продукты распада: со стороны трубы формируется феррито-перлитная структура, со стороны замка преимущественно бейнитная структура с участками феррито-перлитной составляющей, что не обеспечивает получение равнопрочности зоны сварки с телом трубы и замка.
Наиболее близким по техническому уровню и достигаемому результату к заявляемому способу термической обработки сварных соединений выбран способ, используемый в ОАО «СинТЗ» в соответствии с технологической инструкцией ТИ 161-Т2-1538 «Термическая обработка зоны сварного соединения бурильных труб», применяемой при термической обработке сварных соединений бурильных труб с замками.
В соответствии со способом по ТИ 161-Т2-1538 после приварки замков из стали 40ХМФА к трубам из хромомарганцевых марок стали зону сварного соединения подвергают термической обработке в последовательно расположенных индукционных установках ИНН-100/24 по следующей схеме:
1. Нагрев в камере индукционного нагрева под нормализацию до температуры 940-960°C,
2. Охлаждение в камере спрейеров с двух сторон сжатым воздухом с температуры 600-750°C до температуры 50-120°C или на спокойном воздухе до цеховой температуры (20-30°C).
3. Отпуск в камере индукционного нагрева.
Недостатком указанного способа является то, что при выполнении прочностных свойств на сварном соединении не обеспечивается гарантированное выполнение требований к работе удара при комнатной температуре испытания (не менее 16 Дж), а также не позволяет достичь требуемую работу удара при снижении температуры испытания до минус 20°C (не менее 42 Дж). Кроме того, температура нагрева под аустенитизацию 940-960°C не является универсальной для всего ряда конструкционных сталей и может привести к перегреву, что ведет к формированию крупных зерен аустенита и, как следствие, охрупчиванию металла в зоне сварного соединения.
Задачей, решаемой предложенными вариантами изобретения, является повышение уровня вязкопластических свойств для соответствия нормативным документам, предъявляющим требования к работе удара сварного соединения, обеспечение эксплуатационной надежности металла в зоне сварного соединения бурильных труб с приварными трением замками в соответствии с требованиями для групп прочности Д, Е, Л, М, Р по отечественным нормативным документам (E, X, G, S по международному стандарту API 5Spec DP/ISO 11961) путем локальной термической обработки.
Поставленная задача достигается тем, что в способе (по первому варианту) термической обработки зоны сварного соединения бурильных труб с замками, включающем нагрев под аустенизацию, охлаждение, отпуск, нагрев под аустенизацию осуществляют до температуры Ас3+(70…120)°C, отпуск проводят в диапазоне температур Ас1 - 80°C. В способе (по второму варианту) термическая обработка зоны сварного соединения бурильных труб с замками, включает нагрев под аустенизацию до температуры Ас3+(70…120)°C, охлаждение, дополнительный нагрев в межкритическом интервале температур Ас1+(20…80)°C и отпуск при температуре не более Ас1.
Техническим результатом предлагаемого изобретения является повышение уровня работы удара с получением стабильных значений не менее 16 Дж и при пониженной температуре испытания минус 20°C не менее 42 Дж с целью увеличения эксплуатационной надежности и конструкционного ресурса сварных соединений бурильных труб.
Температурные режимы термической обработки определены в указанных диапазонах, чтобы в зоне сварки обеспечить получение однородной равномерной мелкозернистой структуры, состоящей из феррита и отпущенного мартенсита, так как после сварки структура сварного соединения характеризуется значительной неоднородностью, заключающейся в наличии тонкой мелкозернистой прослойки в зоне стыка и прилегающей к ней крупнозернистой области, в которой размер зерна вследствие протекания процессов вторичной рекристаллизации возрастает в 3-5 раз. Проведенные эксперименты показали, что для получения после термической обработки однородной мелкозернистой структуры:
- температура нагрева под аустенизацию должна составлять Ас3+(70…120)°C. Процессы образования аустенита при высокоскоростном индукционном нагреве смещаются в область более высоких температур, что обусловлено их диффузионным механизмом превращения. Следовательно, при более низких температурах нагрева в структуре сварного соединения сохраняется ферритная оторочка по границам исходного крупного зерна аустенита, а в случае значительного перегрева возможен повторный рост зерна аустенита.
- отпуск после аустенизации в интервале Ас1 - 80°C оказывает следующий эффект: разупрочнение с получением структуры сорбита с глобулярной формой карбидной фазы.
- температура нагрева в межкритическом интервале Ас1+(20…80)°C позволяет получить эффект разупрочнения с получением структуры сорбита с глобулярной формой карбидной фазы и измельчения зерен структуры за счет образования новых равномерно расположенных равноосных зерен феррита размером до 10 мкм (Рис.1).
Таким образом, повышение комплекса вязкопластических свойств сварного соединения определяется следующими факторами:
- измельчением зерна;
- глобулярной формой карбидной фазы.
Способ по первому варианту осуществляется следующим образом:
1. Зону сварного соединения трубы с замком локально нагревают в камере индукционного нагрева под аустенитизацию до температуры Ас3+(70…120)°C.
2. Проводят охлаждение зоны сварного соединения трубы с замком до температуры не более 280°C.
3. Проводят отпуск в камере индукционного нагрева в диапазоне температур Ас1 - 80°C.
Способ по второму варианту осуществляется следующим образом:
1. Зону сварного соединения трубы с замком локально нагревают в камере индукционного нагрева под аустенитизацию до температуры Ас3+(70…120)°C.
2. Проводят охлаждение зоны сварного соединения трубы с замком до температуры не более 280°C.
3. Зону сварного соединения нагревают в камере индукционного нагрева в межкритическом интервале температур Ac1+(20…80)°C.
4. Проводят отпуск в камере индукционного нагрева.
Пример конкретного осуществления.
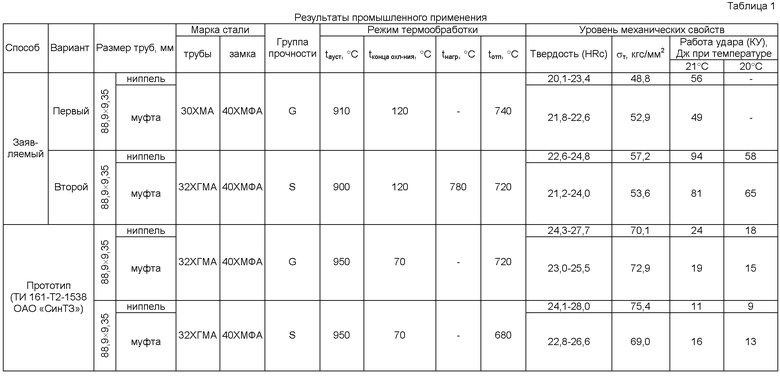
Предлагаемый способ (по первому варианту) локальной термической обработки сварных соединений бурильных труб был применен при изготовлении промышленных партий размером 88,9×9,35 мм группы прочности G по API 5Spec DP/ISO 11961 из хромомарганцевых сталей марок 30ХМА для труб и марки 40ХМФА для замков на бурильном участке цеха Т-2 ОАО «СинТЗ». Для этого по существующей схеме термической обработки (взятой за прототип) температура нагрева под аустенитизацию составила 910°C (Ac3+90°C) и отпуск 740°C.
Предлагаемый способ (по второму варианту) локальной термической обработки сварных соединений бурильных труб был применен при изготовлении промышленных партий размером 88,9×9,35 мм группы прочности S по API 5Spec DP/ISO 11961 из хромомарганцевых сталей марок 32ХГМА для труб и марки 40ХМФА для замков на бурильном участке цеха Т-2 ОАО «СинТЗ». Для этого в существующую схему термической обработки (взятой за прототип) после охлаждения с температуры аустенитизации 900°C (Ac3+90°C) введен нагрев 780°C в межкритическом интервале температур (Ac1+50°C).
Сравнительные данные приведены в таблице 1. Как видно из данных, значения работы удара при стандартизированных температурах испытания 21°C и минус 20°C соответствуют API 5Spec DP/ISO и имеют достаточно высокий уровень 49-94 Дж при температуре 21°C и 58-65 Дж при температуре минус 20°C относительно минимально установленных норм не менее 16 Дж и 42 Дж соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО СОЕДИНЕНИЯ | 2016 |
|
RU2629127C1 |
| Способ термической обработки зоны сварного соединения бурильных труб | 2019 |
|
RU2726209C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОМПЛЕКСНО-ЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2564196C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБЫ С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ | 2018 |
|
RU2682984C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМОМОЛИБДЕНОВОЙ СТАЛИ | 2015 |
|
RU2599465C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 1999 |
|
RU2156678C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 2011 |
|
RU2503726C2 |
| Труба коррозионно-стойкая из низкоуглеродистой доперитектической стали для нефтегазопроводов и способ её производства | 2017 |
|
RU2647201C1 |

Изобретение относится к области металлургии и может быть использовано при изготовлении бурильных труб из легированных марок стали с требованиями к работе удара сварного соединения. Для повышения уровня вязкопластических свойств, обеспечения эксплуатационной надежности металла в зоне сварного соединения бурильных труб с приварными трением замками проводят термическую обработку зоны сварного соединения, включающую нагрев под аустенизацию до температуры Ac3+(70÷120)°C, охлаждение и отпуск в диапазоне температур Ac1÷80°C, а по второму варианту - нагрев под аустенизацию до температуры Ac3+(70÷120)°C, охлаждение, дополнительный нагрев в межкритическом интервале температур Ac1+(30÷80)°C, отпуск. Изобретение позволяет повысить уровень работы удара с получением стабильных значений не менее 16 Дж и при пониженной температуре испытания минус 20°C не менее 42 Дж, увеличить конструкционный ресурс сварных соединений бурильных труб. 2 н.п. ф-лы, 1 табл., 1 ил., 2 пр.
1. Способ термической обработки зоны сварного соединения бурильных труб с замками, включающий нагрев под аустенизацию, охлаждение и отпуск, отличающийся тем, что нагрев под аустенизацию осуществляют до температуры Ac3+(70÷120)°C, а отпуск проводят в диапазоне температур Ac1÷80°C.
2. Способ термической обработки зоны сварного соединения бурильных труб с замками, включающий нагрев под аустенизацию, охлаждение и отпуск, отличающийся тем, что нагрев под аустенизацию осуществляют до температуры Ac3+(70÷120)°C, а перед отпуском проводят дополнительный нагрев в межкритическом интервале температур Ac1+(20÷80)°C.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2304625C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2023028C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| JP 2008174834 A, 31.07.2008 | |||

