Известна установка для изготовления пяосквх изделий из быстросхватывающихся материлов, например гипсобетона, методом вертикального проката, содержащая смеситель, опорные конструкции и формовочный отсек с формующей лентой и калибровочным устройством.
Цель изобретения - повысить производительность установки и обеспечить возможяость использования смесей повышенной жесткости. Достигается это тем, что форм-овоч:ный отсек образован неподвижным щитом с откидывающимися бортами, закрепленными на опорных конструкциях, формующей лентой, закрепленной в нижней части отсека и оттягиваемой в верхней части, и подвижным поддоном, а калибровочное устройство выполнено с имеющими возможность вертикального перемещения тележками и подвижным щитом.
В целях точной калибровки изделия тележки снабжены регулируемыми упорами для фиксирования подвижного щита, например винтовыми, и связаны с последним шарнирными параллелограммами, а привод перемещения связан как с тележками, так и со щитом. Для герметизации формовочного отсека подвижный поддон выполнен из эластичной бесконечной ленты, верхняя ветвь которой уложена на верхнюю несущую ветвь приводного несущего конвейера, например цепного,
12
Чтобы оторвать формующую ленту от изделия при распалубке, нижняя кромка ее связана с рычажной системой, шарнирно прикрепленной к опорным конструкциям с возможностью фиксации. Для облегчения монтажа и регулирования в процессе эксплуатации неподвижный щит с откидывающимися бортами прикреплен к опорным конструкциям при помощи регулируемых элементов, например винтовых.
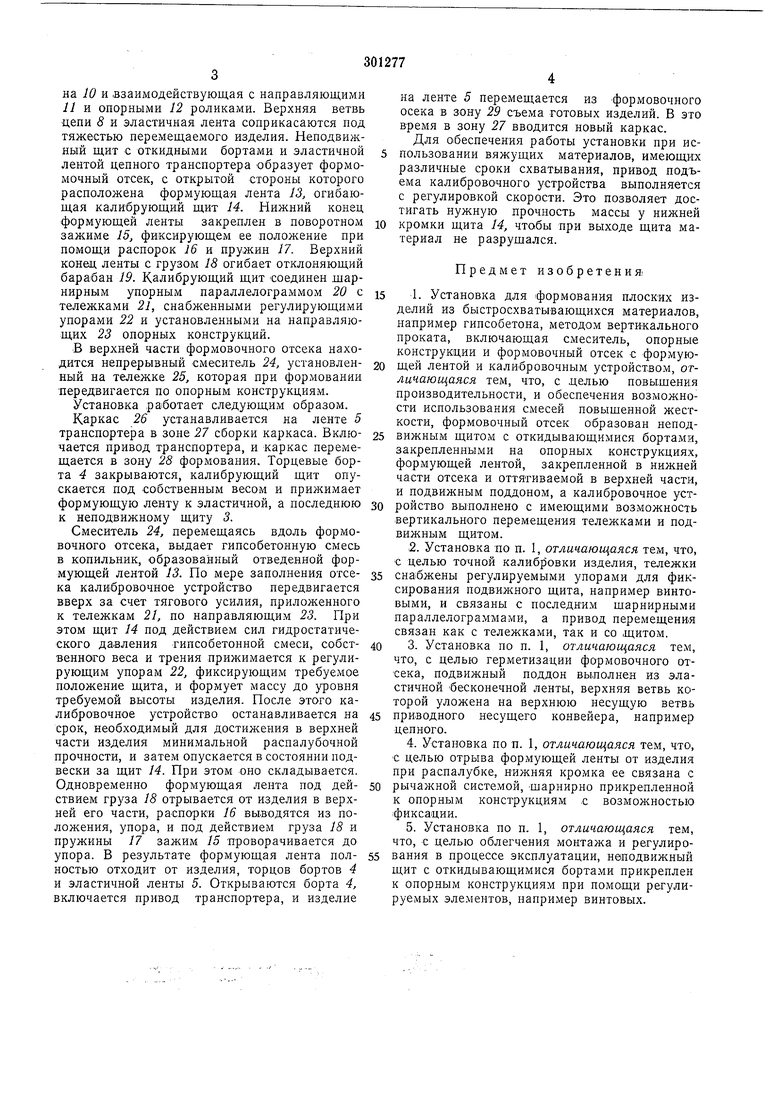
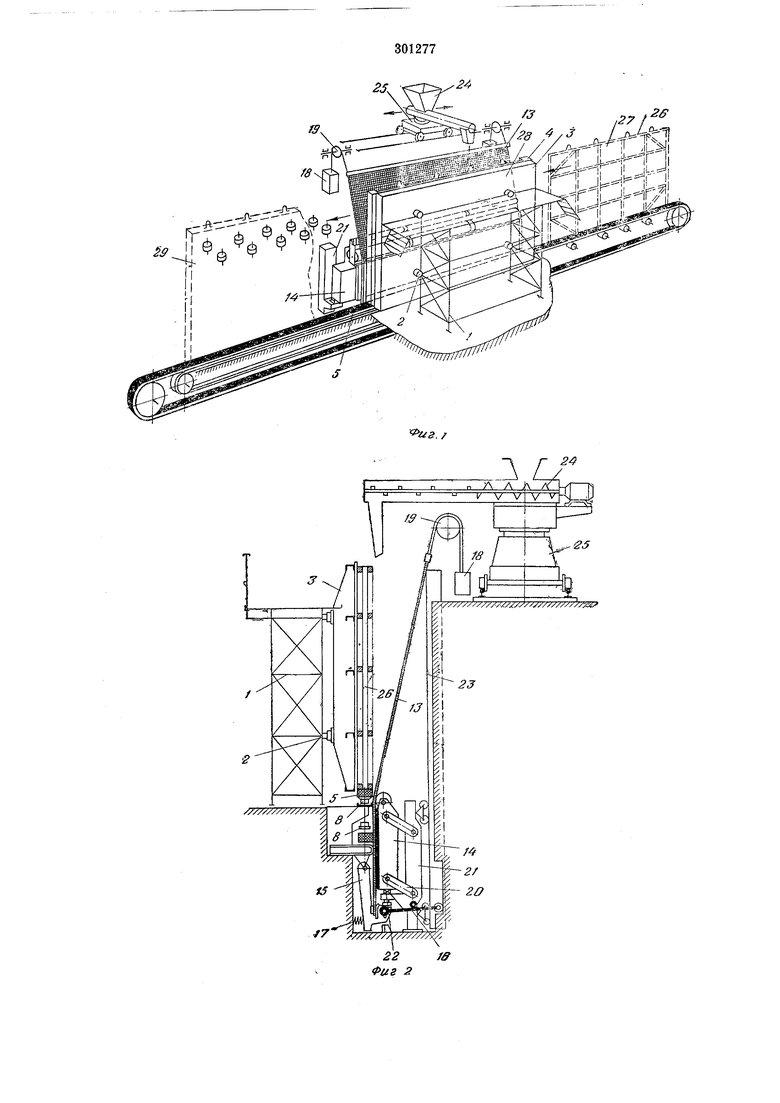
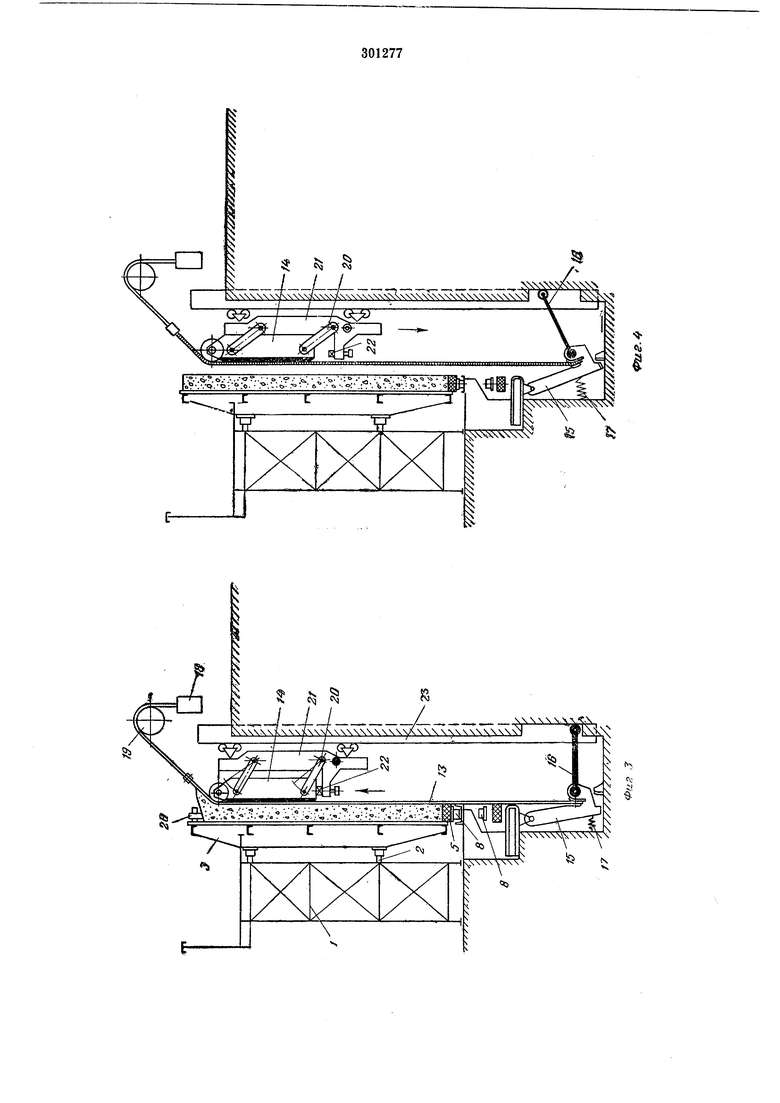
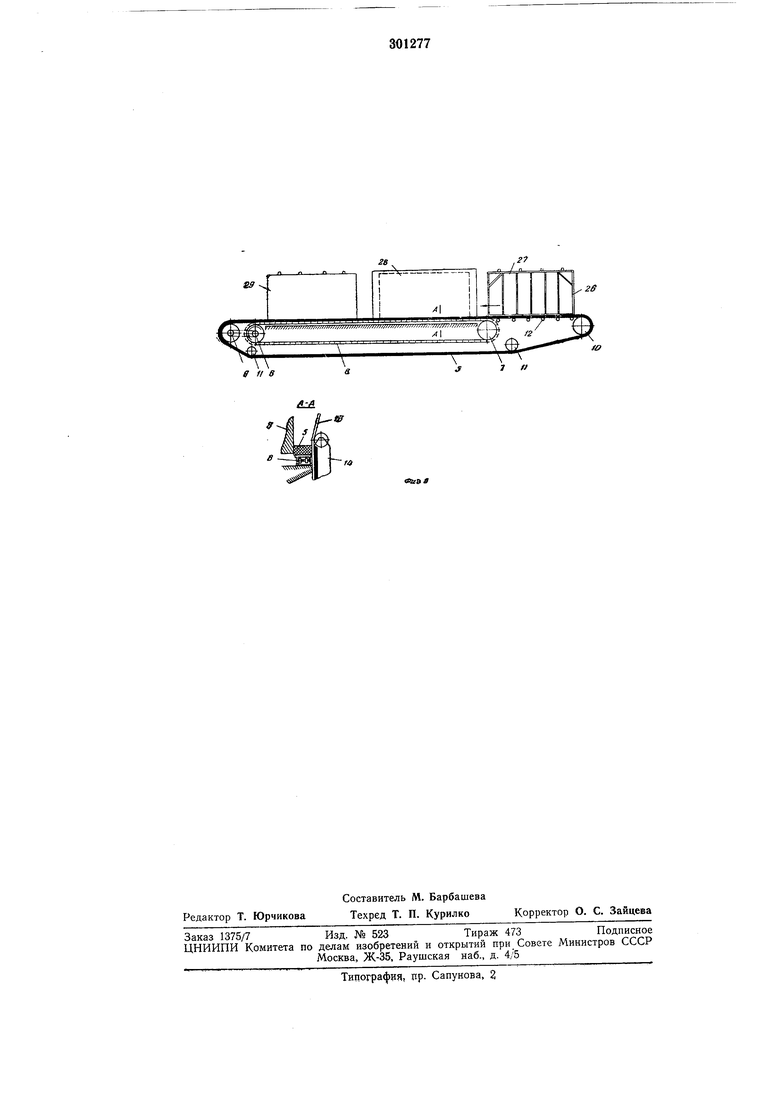
На фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 - та же установка в момент разгрузки, разрез; на фиг. 3 - то же, при формовании изделия; на фиг. 4 - то же, при распалубке; на фиг. 5 схематично изображен подвижный поддон.
На одной из опорных конструкций 1 установки с помощью регулируемых опорных соединений 2 закреплен неподвижный щит 3, на боковых торцах которого шарнирно установлены откидные борта 4.
Нижняя часть неподвижного щита прилегает к эластичной ленте 5, служащей несущим элементом цепного транспортера, который является подвижным поддоном.
Цепной транспортер содержит приводную звездочку 6 и натяжную 7 с цепью 8. Звездочка б с помощью гибкой передачи соединена с приводным барабаном 9, который огибает эластичная лента, натянутая с помощью барабана 10 и взаи1 1одействующая с направляющими 11 и опорными 12 роликами. Верхняя ветвь цепи 8 и эластичная лента соприкасаются под тяжестью перемещаемого изделия. Неподвижный щит с откидными бортами и эластичной лентой цепного транспортера образует формомочный отсек, с открытой стороны которого расположена формующая лента 13, огибающая калибрующий щит 14. Нижний конец формующей ленты закреплен в поворотном зажиме 15, фиксирующем ее положение при помощи распорок 16 и пружин 17. Верхний конец ленты с грузом 18 огибает отклоняющий барабан 19. Калибрующий щит -соединен шарнирным упорным параллелограммом 20 с тележками 21, снабженными регулирующими упорами 22 и установленными на направляющих 23 опорных конструкций.
В верхней части формовочного отсека находится непрерывный смеситель 24, установленный на тележке 25, которая при формовании передвигается по опорным конструкциям.
Установка работает следующим образом.
Каркас 26 устанавливается на ленте 5 транспортера в зоне 27 сборки каркаса. Включается привод транспортера, и каркас перемещается в зону 28 формования. Торцевые борта 4 закрываются, калибрующий щит опускается под собственным весом и прижимает формующую ленту к эластичной, а последнюю к неподвижному щиту 3.
Смеситель 24, перемещаясь вдоль формовочного отсека, выдает гипсобетонную смесь в копильник, образованный отведенной формующей лентой 13. По мере заполнения отсека калибровочное устройство передвигается вверх за счет тягового усилия, приложенного к тележкам 21, по направляющим 23. При этом щит 14 под действием сил гидростатического давления гипсобетонной смеси, собственного веса и трения прижимается к регулирующим упорам 22, фиксирующим требуемое положение щита, и формует массу до уровня требуемой высоты изделия. После этого калибровочное устройство останавливается на срок, необходимый для достижения в верхней части изделия минимальной распалубочной прочности, и затем опускается в состоянии подвески за щит 14. При этом оно складывается. Одновременно формующая лента под действием груза 18 отрывается от изделия в верхней его части, распорки 16 выводятся из положения, упора, и под действием груза 18 и пружины 17 зажим 15 -проворачивается до упора. В результате формующая лента полностью отходит от изделия, торцов бортов 4 и эластичной ленты 5. Открываются борта 4, включается привод транспортера, и изделие
на ленте 5 перемещается из формовочного осека в зону 29 съема готовых изделий. В это время в зону 27 вводится новый каркас.
Для обеспечения работы установки при использовании вяжущих материалов, имеющих различные сроки схватывания, привод подъема калибровочного устройства выполняется с регулировкой скорости. Это позволяет достигать нужную прочность массы у нижней кромки щита 14, чтобы при выходе щита материал не разрушался.
Предмет изобретения;
1.Установка для формования плоских изделий из быстросхватывающихся материалов, например гипсобетона, методом вертикального проката, включающая смеситель, опорные конструкции и формовочный отсек с формующей лентой и калибровочным устройством, огличающаяся тем, что, с целью повышения производительности, и обеспечения возможности использования смесей повышенной жесткости, формовочный отсек образован неподвижным щитом с откидывающимися бортами, закрепленными на опорных конструкциях, формующей лентой, закрепленной в нижней части отсека и оттягиваемой в верхней части, и подвижным поддоном, а калибровочное устройство выполнено с имеющими возможность вертикального перемещения тележками и подвижным щитом.
2.Установка по п. 1, отличающаяся тем, что, с целью точной калибровки изделия, тележки снабжены регулируемыми упорами для фиксирования подвижного щита, например винтовыми, и связаны с последнИлМ шарнирными параллелограммами, а привод перемещения связан как с тележками, так и со щитом.
3.Установка по п. 1, отличающаяся тем, что, с целью герметизации формовочного отсека, подвижный поддон выполнен из эластичной бесконечной ленты, верхняя ветвь которой уложена на верхнюю несущую ветвь приводного несущего конвейера, например цепного.
4.Установка по п. 1, отличающаяся тем, что, с целью отрыва формующей ленты от изделия при распалубке, нижняя кромка ее связана с рычажной системой, шарнирно прикрепленной к опорным конструкциям с возможностьвэ фиксации.
5.Установка по п. 1, отличающаяся тем, что, с целью облегчения монтажа и регулирования в процессе эксплуатации, неподвижный щит с откидывающимися бортами прикреплен к опорным конструкциям при помощи регулируемых элементов, например винтовых. rpj-
/7 . U f-rrjuHi Jl
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2029672C1 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1976 |
|
SU591320A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Установка для вертикального формования железобетонных изделий | 1989 |
|
SU1653974A1 |
| Кассетная установка | 1980 |
|
SU967844A1 |
| Кассетная установка для изготовления изделий из бетонных смесей | 1977 |
|
SU743878A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Установка для формования лестничного блока | 1980 |
|
SU895675A1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
в II 8
2f
7 n
ОЪгвЛ
