J6 г
-.f/
4ib 1
Й
«
12 13 16 20 21 2119
ф1/г.1 Т
75
Изобретение относится к,устройствам для изготовления преимущественно бетонных и железобетонных изделий в вертикальном положении на кассетны установках.
Цель изобретения - расширение технологических возможностей путем обеспечения изготовления изделий с выступами.
На фиг. 1 изображена кассетная установка, общий вид; на фиг. 2 - вид Л на фиг.1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - узел 1нафиг.1; на фиг. 5 - разрез В-В на фиг.1; на фиг.6 - разрез Г-Г на фиг.1; на фиг.7 - разрез Д-Д на фиг.1; на фиг. 8 - узел II на фиг.1.
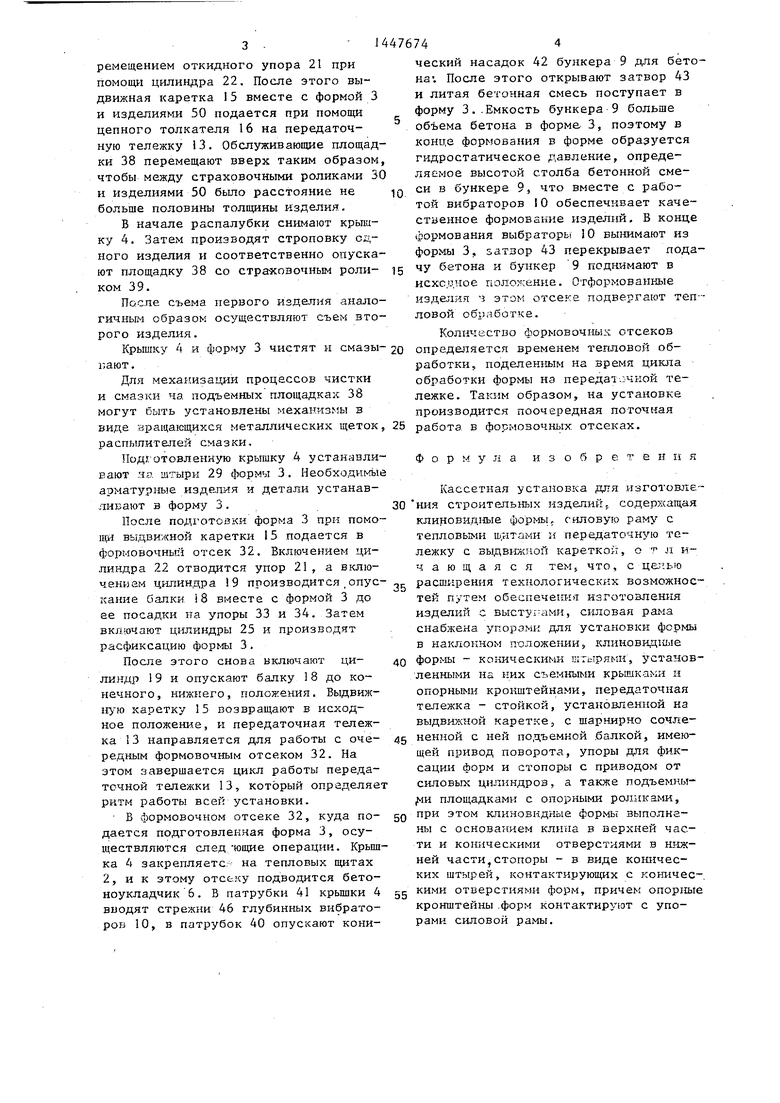
Кассетная установка для изгс гов- лгш-пг строительных нзделкй. (фиг, 1 и 2) содержит силовую раму 1, закрепленные в силовой раме с наклоном до Ю к горизонту тепловые щиты 2, кли новид1ше формы 3 и съемные крышки 4.
В верхней части силовой рамы 1 установлены направляющие 5, по кото- рьзм перемеи ается-бетоноукладчик 6. f Бетоноукладчик 6 выполнен в виде Ссмоходного портала 7, по направляю-- ш,ш-1 которого перемещается самоходная тележка 8 с бункером 9 для бетона и глубинными вибраторами 10. Бункер 9 и глубинньге вибраторы 10 оборудованы приводами их подъема и опускания (не показаны).Подача бетона осуществ ляатся раздаточным бункером 11, под который подходит бетоноукладчик 6, Вдоль фронта тепловых Щ11тов 2 и силовой рамы 1 расположены направляющие i2, на которых установлена передаточная тележка 13. На направляющих 14 тележки i 3 размещена выдвижная каретка 15, соединенная с цепным толкателем 16. На каретке 15 в опоре i 7 шарнирно закреплена подъемная балка 18, соединенная шарннрно с цилиндром 19 и опорной стойкой 20. Фиксация опорной стойки 20 в рабочем положении осуществляется при помощи откидного упора 21 с приводом от ци- ли1здра 22.
Подъемная балка 18 снабжена упорами 23 со стопорами 24, перемещение которых осуществляется цилиндрами 25 (фиг. 4).
Клиновидная форма 3 состоит из раздели ; а-пьной стейки 26, которая служит паровым отсеком, поддона 27 и боковых бортов 28. В верхней части
0
стенки 26 установлены штыри 29 для фиксации съемной крышки Д и кронштейны 30 и 31.
Тепловые щиты 2 образуют клиновидные отсеки 32 (фиг.6). В каждом отсеке 32 расположены упоры 33 и 34 для фиксации формы 3, направляющие 35 и упор 36 для фиксации выдвижной каретки 15.
Кронштейн 31 формы 3 выполнен в виде балки, опирающейся на два упора 34, чтобы обеспечить проход формы 3 в клиновидный отсек 32 (фиг.З).
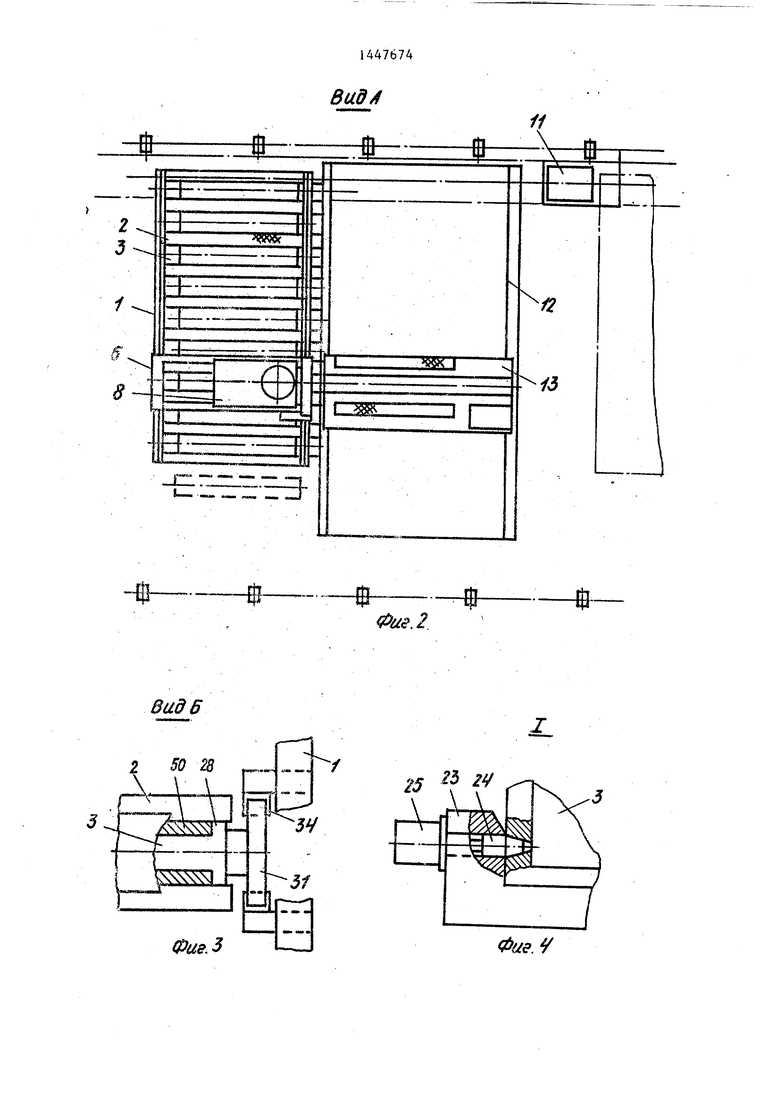
На передаточной тележке 13 установлены стойки 37, по которым при помои1Д механизмов подъема (не пока- .заны) перемещаются обслуживающие площадки 38 с установленными на них страховочными роликами 39. На площадках 38 могут быть также установлены механизмы для чистки и смазки форм 3,
В верхней части крьшки 4 расположены конические патрубки 40 и 41. 5 Патрубок 40 (фиг.7) служит для подачи бетонно . смеси. Бункер 9 для бетона оборудсзан в нижней части коническим насадком 42 с затвором 43,
Патрубок 41 (фиг.8) служит дош ввода глубинных вибраторов 10 в форму 3. Внутри патрубка расположена резиновая заглушка 44, удерживаемая крьш1кой 45. Глубинный вибратор 10 состоит КЗ стержня 46, амортизатора 47, вибратора 48 и подвески 49.
Транспорткровка изделий 50 и крышек 4 осуществляется при помощи траверсы 51 .
Кассетная установка работает следующим образ ONj,,
Для извлечения формы с готовыми изделиями передаточная тележка 13 устанавливаются против соответствующего клиновидного отсека 32. Выдвижная каретка 15 с спущенной балкой 18 подается в отсек 32 до упора 36, Затем вюггючают цилиндр 10 и поднимают балку 8 до упора в поддон 27 формы 3. Включением цилиндров 25 дзводят стопоры 24 в отверстия формы 3.
Перед выпрессовкой съемную крьш- ку 4 освобождают от креплений к тепловым щитам 2.
Выпрессовка изделий вместе с фор- мой 3 и крьпикой 4 из клиновидного отсека 32 производится поворотом балки 18 вверх при помощи цилиндра I9. При горизонтальном положении балки 18 опорная стойка 20 фиксируется пе 0
:
0
5
0
ремещением откидного упора 21 при помощи цилиндра 22. После этого выдвижная каретка 15 вместе с формой 3 и изделиями 50 подается при помощи цепного толкателя 16 на передаточную тележку 13. Обслуживающие площадки 38 перемещают вверх таким образом чтобы между страховочными роликами 30 и изделиями 50 было расстояние не больше половины толщины изделия.
В начале распалубки снимают крышку 4. Затем производят строповку одного изделия и соответственно опускают площадку 38 со страховочным роли- ком 39.
После съема первого изделия аналогичным образом осуществляют съем второго изделия.
Крышку 4 и форму 3 чистят и смазы- г.ают.
Дл51 механизации процессов чистки и смазки ча подъемных площадках 38 могут быть установлены механизмы в виде вращающихся металлических щеток, распылителей смазки.
Подготовленную крышку А устанавливают на штыри 29 формы 3. Необходикь1е арматурные издепия и детали устанавливают в форм;;/ 3 .
После подх отовки форма 3 при помо- щл выдвижной каретки 15 подается в формовочный отсек 32. Включением цилиндра 22 отводится упор 21, а включением цилиндра 9 производится,опус- зсание балки 8 вместе с формой 3 до ее посадки на упоры 33 и 34. Затем включают цилиндры 25 и производят расфиксацию формы 3.
После этого снова включают ци- линдр 19 и опускают балку 18 до конечного, нижнего, положения. Выдвиж- iryiQ каретку 15 возвращают в исходное положение, и передаточная тележка 13 направляется для работы с оче- редным формовочным отсеком 32. На этом завершается цикл работы передаточной тележки 13, который определяет ритм работы всей установки.
В формовочном отсеке 32, куда по- дается подготовленная форма 3, осуществляются след ИЩИе операции. Крьпд- ка 4 закрепляете; на тепловых щитах 2, и к этому отсеку подводится бетоноукладчик 5 . В патрубки 41 крышки 4 вводят стрежни 46 глубинных вибраторов 10, в патрубок 40 опускают конический насадок 42 бункера 9 для бетона-. После этого открывают затвор 43 и литая бетонная смесь поступает в форму 3..Емкость бункера 9 больше объема бетона в форме 3, поэтому в конце формования в форме образуется гидростатическое давление, определяемое высотой столба бетонной смеси в бункере 9, что вместе с работой вибраторов IО обеспечивает качественное формование изделий, В конце формования выбраторы 10 вы11имают из формы 3, затзор 43 перекрывает подачу бетона и бункер 9 поднимают в исходное положение. Отформованные изделия -3 этом отсека подвергают тепловой обработке.
Количество формовочных отсеков определяется временем тепловой обработки, поделен11Ым на время цикла обработки формы на передаточной тележке. Таким образом, на установке производится поочередная поточная работа в формовочных отсеках.
Формула изобретения
Кассетная установка дяя изготовле ния строительных изделийj содержащая клиновидные формьь силовую раму с тепловыми шитами и передаточную тележку с вы,цв 1жной кареткой, о т л и- чающаяся тем, что, с цег .ью расширения техцологических возможностей путем обеспечения изготовления изделий с выступами, силовая рама снабжена упорами для установки формы в наклонном положении, клиновидш е формы - коническими штьтрями, установ ленными на них съемными крышками и опорными кронштейнами, передаточная тележка - стойкой, установленной на выдвюкной каретке, с шарнирно сочлененной с ней подъемной .балкой, имеющей привод поворота, упоры для фиксации форм и стопоры с приводом от силовых цилиндров, а также подъемкы- ; 1И площадками с опорными роликами, при этом клиновидные формы выполнены с основанием клина в верхней части и коническими отверстиями в шш- ней части,стопоры - в виде кошгчес- ких штырей, контактирующих с коническими отверстиями форм, причем опорные кронштейны .форм контактируют с упорами силовой рамы.
Buff
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1530464A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Виброударная установка для формования изделий из бетонных смесей | 1983 |
|
SU1174263A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Бетоноукладчик | 1986 |
|
SU1357238A1 |
Йзобретекие относится к устройствам для изготовления преимущественно бетонных и ткйлезобетонных изделий в вертикальном положении на касс&т- ных установках. Изобретение поз13оля- ет расширить технологические возможности путем обеспечения изготовления изделий с выступами благодаря тому, что силовая рама 1 снабжена упорами 33, 34 для установки форм в наклонное положение, клиновидные формы 3 - коническими штырями 29, установленной на ннх съемной крышкой 4 и опор- ньд-ш кронштейнами 30, 3, передаточная тележка 13 - стойкой 20, установленной на выдвижной каретке 15с шарнирно сочлененной с ней подъемной балкой 18, имеющей привод поворота упоры 23 для фиксации форм и стопоры с приводом от силовых цилиндров. 8 ил. а S
2
д
wsr
ZL
t±
.EErEE
.
Вид 6
50 28
3
5f
.
i1
ч
/
/J
Фие. 2.
I
Фае.
38
Фае. 5
Л-Л
Г-Г
89
Ц
б
| Технологическая линия для изготовления железобетонных изделий | 1978 |
|
SU764981A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
