(54) КАССЕТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТТОИТЕЛЬНЫХ ИЗДЕЛИЙ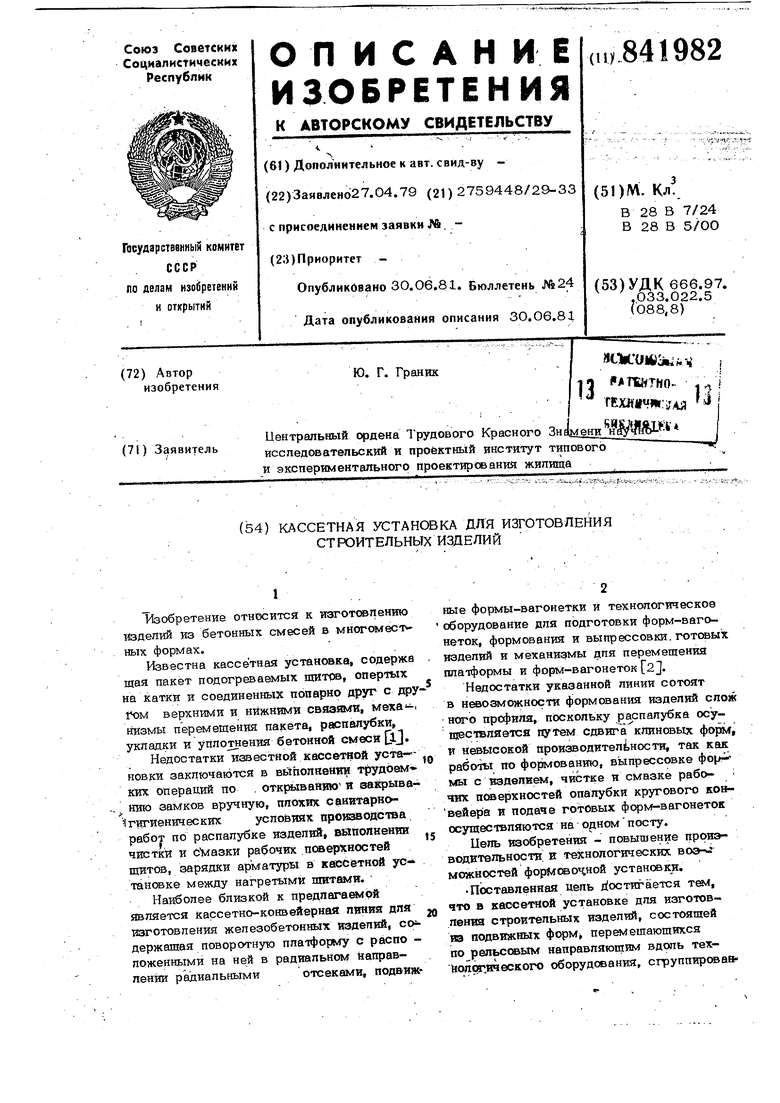
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Кассетная установка для изготовления строительных изделий | 1982 |
|
SU1113257A1 |
| Технологическая линия для изготовления железобетонных изделий | 1989 |
|
SU1733242A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
I
Т1зобретение относится к изгот(жпению дадепий из бетонных смесей в многоместных формах.
Известна кассетная установка, содержа . щая пакет подогреваемых пштда, опертых на катки и соединенных попарно друг с дру 1Ч)М верхними и нижними связямИ| нкзмы перемещения пакета, распалубки, укладки и уплотнения бетонной смеси Ц.
Недостатки известной кассетной уста-- .,. новки заключаются в вйполявня трудовм ких операций по , отк{илвайяю и за1срыва., ВИЮ замков вручную, плохих санитарноЧгт гиенических условиях производства работ по распалубке изделий, выпояненин , чистки и смазки рабочих .псверхностей щитов, зарядки арматуры в касС(етной ус- тансвке между нагретыми щитами.
Наиболее близкой к предлагаемой является кассетно-конвейерная пиния для j изготовления железобетонных изделий, со держащая поворотную платформу с распо ложенными на ней в радиальном направлении радиальнымиотсеками, подвижные формы-вагонетки и технологическое оборудование для подготовки форм-вагонеток, формования и выпрессовки. готовых изделий и механизмы дпя перемещения платформы и форМ-вагонеток {2.
Недостатки указанной линии сотоят в невозможности формования изделий елок ного профиля, поскольку |1аспалубка осуществляется путем сдвига клиновых форм, и невысокой производительности, так как работы по формованию, выпрессовке форт-мы с изделием, чистке и смазке рабо- чих поверхностей опалубки кругового ко вейера и подаче готовых фор -вагонеток осуществляются на одномпосту.
Цель изобретения - повышение прриэводвтэпьности и технологических воэможностей формовочной установки.
П жтавпенная цель Достигается т&л, что в кассетной установке для изготовления строительных изделий, состоящей вэ подвижных форм перемещающихся по рельсовым направляющим вдоль тех- йолс)г.вявского оборудования, сгруппирс«ав ного в узел по подготовке форм и уаеп формования и тепловой рбрабтэпбГ, и п&реиаточной тепежкя с межани&мом пере-ч .мешения форм, связывающий эти узлы в единый технологический комплекс, при чем каждая из подвижных форм состоит из платформы , на которой закрепалена бортоснастка нз поддона с торцовыми бортами, tf продольной стенки, разделяющей бортоснастку на две полуформы, узел подготовки .форм содержит оборудование для распалубки изделий, подготовки полуформ к $ормсюанию изарядки их арматурой, а узел формования содер жит тепловые щиты с запорн:ыми механизма мй, образующими с бортосн асткой формы .пакеты, бетоноукладчик и виброплощадку, тепловые шиты установлены параллельно друг относительно друга с возможностью их горизонтального перемещения, а узел формсюания снабжен устройством для сборки-разборки пакета, состоящим вз установлеинь1Х с двух сторон опорньгх рам, на каждой из которых смонтированы горизонтальные и вертикальные штанги с приводами их перемещен и, , горизонтальные - для взаимодействия с выступами тепловых щитов, вертикальные - с запорными механизмами, причем каждый из запорных механизмов выполнен в виде пары шарнирно соединенных друг с другом и регулируемых по длине , концы которых шарнирно прикреплены к тепловым щитам и фиксируются в раскрытом положении посредством упоров, закрепленных fifa самих рычагах, а в сложенном - на этих щитах, при этом ось шарнирш соединения рычагов в сложенном положении находится ниже осей шарниров крепления их со шитами.
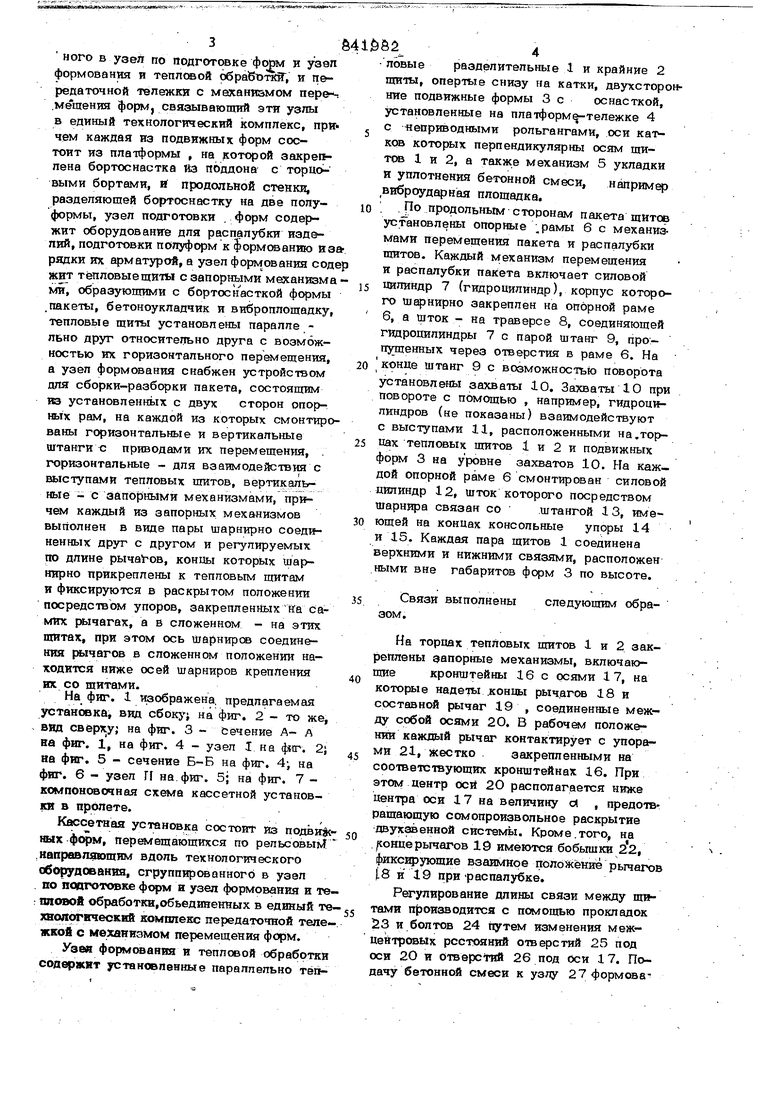
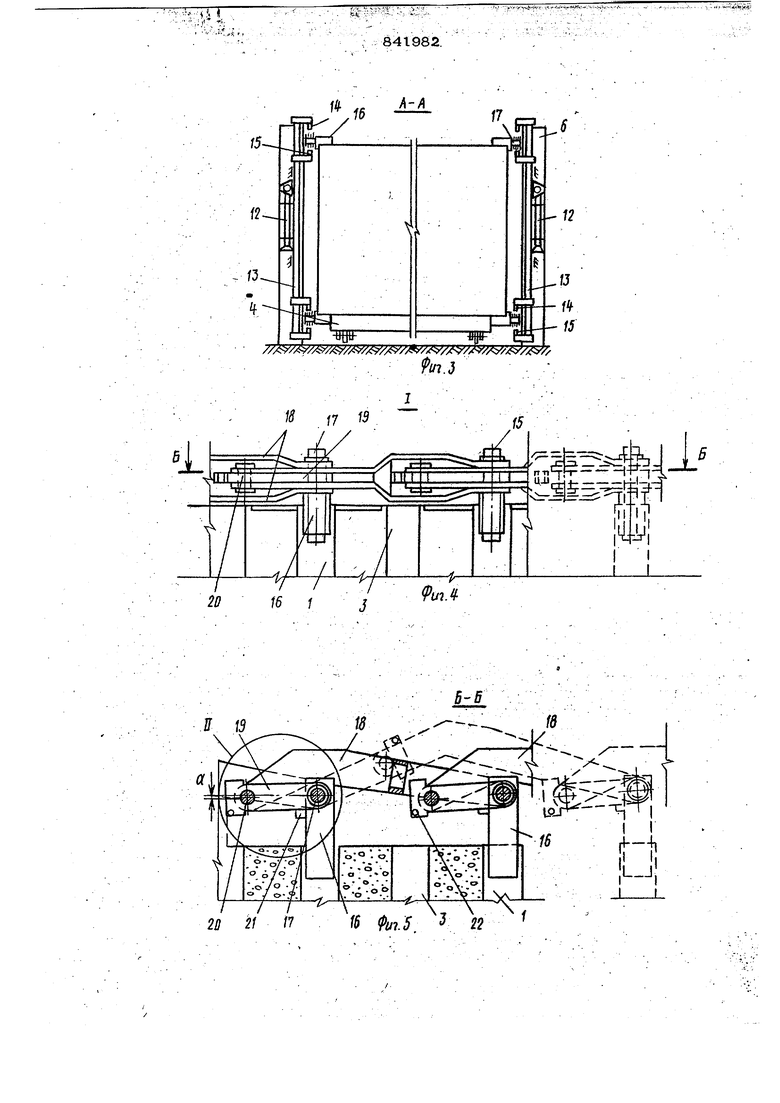
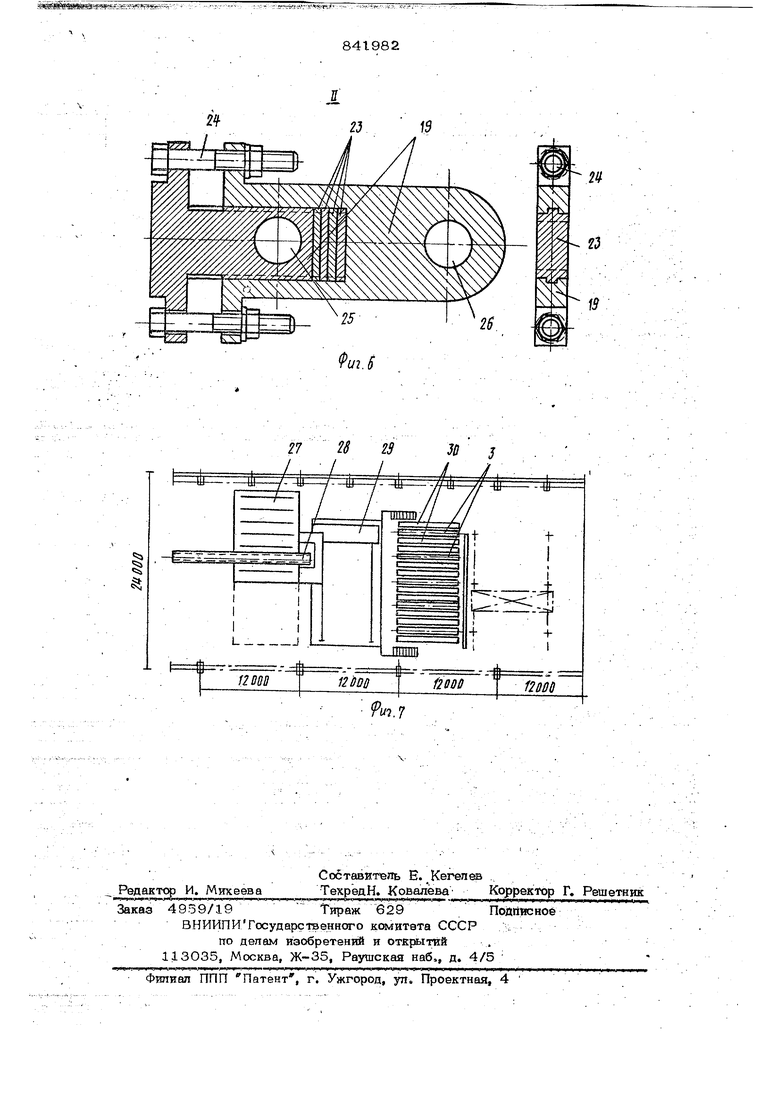
На фиг. 1 изображена, предлагаемая установка вид сбоку} на фиг. 2 - то же, вид сверху; на фиг. 3 - Сечение А- А на фиг, 1, на фиг. 4 - узел I на фиг. 2j на фиг. 5 - сечение Б-Б на фиг. 4 на фиг. 6 - узел ГГ на.фиг. 5; на фиг. 7 компоновсяная схема кассетной установки в пролете.
Кассетная установка состоит из подвигеных , nepavf ешающихся по рельсовытД направпшощим вдоль технологического оборудоввивя, сгруппированного в узел по подготовке форм и узел формования и тег иловой обработки,обьединенных в единый технологвческив комплекс передаточной Tena жкой с механнзмом перемещения форм.
Уэея формования и тепловой обработки содержит установленные параллельно тёп ловые разделительные 1 и крайние 2 щиты, опертые снизу на катки, двухсторонние подвижные формы 3 с оснасткой, установленные на платформ тележке 4 с «еприводными рольгангами, оси катков которых перпендикулярны осям щите 1 и 2, а также механизм 5 укладки И уплотнения бетонной смеси, например виброударная площадка,
. -JIo продольным сторонам пакета щитов установлены опорные ;,рамы 6 с механизмами перемещения пакета и распалубки щитов. Каждый кгеханизм перемещения и распалубки пакета включает силовой цилиндр 7 (гидроцилиндр), корпус которого шарнирно закреплен на опорной раме б, а шток - на траверсе 8, соединяющей гидроцилиндры 7 G парой штанг 9, пропущенных через отверстия в раме 6. На конце штанг 9 с возможностью поворота установлены захваты 10. Захваты 10 при повороте с помощью , например, гидроцилиндров (не показаны) взаимодействуют с выступами 11, расположенными на.торнцах тепловых щитов 1 и 2 и подвижных форм 3 на Уровне захватов 10. На каждой опорной раме б смонтирован силовой цилиндр 12, шток которого посредством шарнира связан соштангой 13, имеющей на концах консольные упоры 14 и 15. Каждая пара щитов 1 соединена верхними и нижними связями, расположен .ными вне габаритов ффм 3 по высоте.
Связи выполнены
следующим образом.
На торцах тепловых щитов 1 и 2 закреплены запорные механизмы, включающие кронштейны 16 с осями 17, на которые надеты .концы рыч.агов 18 и составной рычаг 19 , соединенные между собой осями 20. В рабочем положении каждый рычаг контактирует с упорами 21, Жестко закрепленными на соответствующих кронштейнах 16. При STONf центр оси 20 располагается ниже центра оси 17 на величину о( , предотвращающую сомопроизвольное раскрытие двухзвенной системь. Кроме.того, на /сонцерычагов 19 имеются бобышки , фиксЕруюшие BaamtHpe положение рычаго 18 и 19 при-распалубке.
Регулирование длины связи между щитами производится с помощью прокладок 23 и болтов 24 путем изменения межцейтровых рсстояний отверстий 25 под оси 20 и отверстий 26 под Оси 17. Подачу бетонной смеси к узлу 27формования осушествляют транспортером 28. Передаточная тележка 29 осуществляет перемещение ПОДВИЖРШ Х форм 3 от узла формования к узлу подготовки, состоящему из нескольких секций механизированных постов 30 подготйвки. Установка работает следующим образом. С помощью гидроцклиндров 7 захваты 10 устанавливают напротив выступав 11 и псжорачивают таким образом, чтобы захваты 10 вступили во взаимодействие с выс тупами 11. Затем гидроцилиндрами 7 пакет перемещают на один шаг, тем самым перемещая очередную форму 3 на пост распалубки. В этом положении па.кет фиксируется на посту формования. Далее осуществляют распалубку очередного паке та. Для этого штанги 13 гидроиилиндрами 12 перемещают вверх, пока консольные упоры 15 не войдут во взаимодействие с хвостовой частью рычагов 19, поворачивая их вокруг осей 17 и прово.дя через мертвую точку, находящуюся на линии центров осей 17. После этого с помощью гидроцилиндров 7 и захватов 10 отодвигают распалубливаемый щит 1, а затем и форму 3 на тепежке .4, образуя между формой 3 и щитами необходимые по условиям распалубки зазоры. Далее распалубленную форму с изделиями по рольгангу тепежки 4 перемещают на передаточную тележку 29 с помощью привода последней (не показан). Передаточную тележку 29 перемещают к сво бодному посту 30 подготовки, куда и подают форму 3 с изделиями, а с друго го поста забирают подготовленную форму, укомплектованную арматурой, и транспортируют ее к посту распалубки. В это вр мя рабочие поверхности щитов 1 чисстят и смазывают. На пост распалубки форму 3 закатыва ют тележкой 29 по рольгангу тележки 4 и затем гидроцилиндрами 7 щиты 1 сплачивают. Запирание отсека выпоп- няют путем опускания гидроципивдрами 12 штанг 13 до тех пор, пока консольные упоры 14 не осуществят поворот рычагов 19 вокруг осей 17 через мерт вую точку до контакта б упорами 21 Одновременно с выполнением работы .на посту распалубки производят бетониро вание изделий на посту формсюания, расп ложенном через отсек от поста распалубки. Укладку и уплотнение бетонной смеси осуществляют одном из известных способов (виброударАыми воздействиями, вибра 8 26 цией) и т.п.). Тепловую обработку осущест впяют контактнымпрогревом .через щиты 1 и 2 и формы 3 в отсеках пакета, не занятых на постах формования и распбк пубки. Применение ;предлагаемой кассетной устансшки челночного типа обеспечивает повышение производительности на 2530 %, упрощает условия Эксппуатайин , оборудования и за счет этого снижает себестоимость изготовления изделий на 5-7 р/м бетона. Формула изобретения Кассетная установка для изготовления строительных изделий, состоящая из подвижных форм, перемещающихся по релысовым направляющим вдоль технологического оборудования, сгруппированного в узел по подготчжке форм и узел формования и тепловой обработки, и передаточной тележки с механизмом перемещения форм, связывающей эти узлы в единый технологический комплекс, причем каждая из подвижных форм состоит из платформы, на которой закреплена бортоснастка из поддона с торцовыми бортами, и продольной стенки, разделяющей бортоснастку на две полуформы, узел подготовки форм содержит оборудование пля распалубки изделий, подготовки полуформ к формованию и зарядки их арматурой, а узел формования содержит теплсеые щиты с запорными механизмами, образующими с бортрснасткой формы пакеты, бетоноукладчик и виброплощадку, о т л и чающаяся тем, что, с цепью повышения производительности и технологических возможностей установки, теплсеые щиты установлены параллельно друг от носительно друга с возможностью их горизонтального перемещения , а узел формс ания снабжен устройством для сборки-разборки пакета, состоящим из установленных с двух сторон пакета опорных рам, на каждой из которых смонтированы горизонтальные и вертикальньте штанш с приводами их перемещения , горизонтальные - для взаимодействия с шаступами теппсжых щитов, вертикальные - с запорными, механизмами, прич каждый из запорных механизмов вы:полиен в виде пары ша|5нирно соединеиных друг с другом и регилируемых по длине рычагов, концы которых щаркир в прикреплены к тепловым щитам и фикfcl4)yTOTCH в раскрытом положении -пос78419828
рвясте(Ж упоров, Закреппенчь1х на самих , Балантьев П. К. Кассетныйрпособ
{ычагах, а в сложенном - на этих щитахп{эоизродства железобетонных изделий.
при этом ось шарниров соединения рычаМ., с. 63-66, 1972. T4JB в сяожетшом положении находится ниж осей шарниров крепления их со щитами. s2, Авторское свидетельство СССР
Источники информации, по заявке № 2569584/29-33,
Яринйтые So Внимание при экспфтизекл. В 28 В 5/00, 1978.
2 J f
I
f 6 ±±
.
UU
//,ff)(fy//i //fy//fy/ /V и 3 20 21 1716 Фиг 5
.J 22
841982
2423
19
27 28 23
/.../
J/
ui.J
