Изобретение относится к оборудованию для изготовления строительных изделий в вертикальном положении.
Цель изобретения - упрощение сборки и распалубки формы, повышение качества изделий и сокращение времени формования, а также фиксация формы в поднятом положении и разгрузки силовых подъемников в процессе укладки и виброуплотнения бетонной смеси.
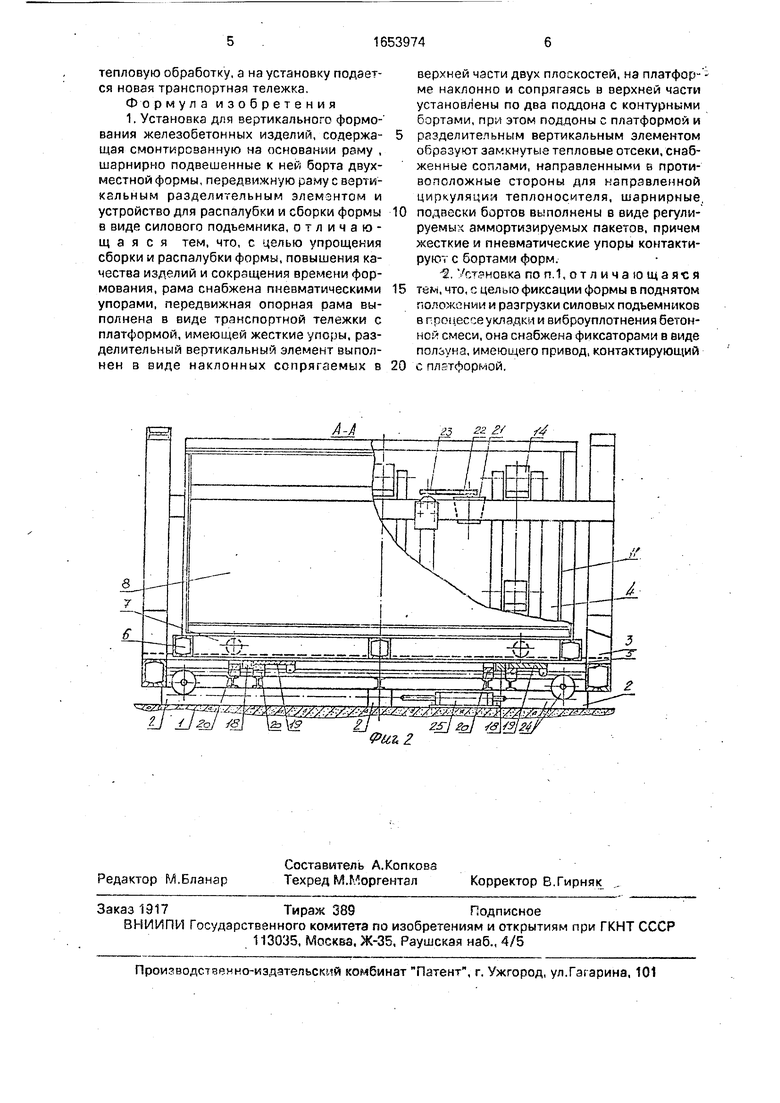
На фиг. 1 изображена установка для вер- тикального формования железобетонных изделий, поперечный разрез по оси установки; на фиг.2 - разрез А-А на фиг.1.
Установка для вертикального формования железобетонных изделий содержит смонтированную на основании 1 с помощью упругих упоров 2 раму 3, на которой наклонно подвешены борта 4 двухместной формы, передвижную опорную раму в виде перемещаемой по рельсам 5 транспортной тележки 6 с платформой 7, на которой закреплены вертикальный разделительный элемент 8 в виде наклонных сопрягаемых в верхней части двух плоскостей 9 и наклонно, соответственно наклону бортов и, сопрягаясь в верхней части, два поддона 10 с контурными бортами 1 I.
Между поддонами 10 и плоскостями 8 разделительного вер;икального элемента образованы замкнутые между собой тепловые отсеки 12, снабженные соплами 13, направленными в противоположные стороны для направленной циркуляции теплоносителя.
Борта } имеют тепловые отсеки для предварительной тепловой обработки изделий после формовки и подвешены с помощью шарнирных подвесок, выполненных в виде регулируемых амортизирующих пакетов 14, установленных наклонно к основанию.
Платформа 7 и рама 3 снабжены соответственно жесткими 5 и пневматическими 16 упорами для взаимодействия с бортами 4.
Борта имеют те;ыовые отсеки 17.
Установка снабжена также СИЛОРЫМИ подъемниками 18, фиксаторами для удержания формы в поднятом положении в виде ползунов 19, перемещаемых по направляющим 20 и контактирующих с платформой 7, вибраторами 21, соединенными клиноре- менными передачами 22 с электродрише- лями 23.
Ползуны 19 связаны трособлочной системой 24 с пневмоцилиндром 25.
Установка работает следующим образом.
В исходном положении давление воздуха в силовом подъемнике 18 и пневмоупорах 15 отсутствует и они находятся в опущенном положении, при этом борта 4 находятся в
крайнем нижнем положении.
После поступления транспортной тележки 6 на формовочную установку подается воздух в силовой подъемник 18 и происходит подъем транспортной тележки.
0 При этом за счет наклонной установки поддонов 10 с контурными бортами 11 расстояние между ними и бортами 4 уменьшается. Когда платформа 7 своими упорами 15 упрется в борта 4, происходит совместный их
5 подъем и более интенсивное сближение за счет плоскопараллельного перемещения бортов 4 в сторону поддонов 10. Это обеспечивается шарнирной подвеской бортов 4 на амортизирующих пакетах 14. В результа0 те совместного движения и сближения происходит равномерное прижатие бортов 4 к контурным бортам 11 и сжатие амортизирующих пакетов 14.
После подъема транспортной тележки б
5 в крайнее верхнее, положение под ее платформу 7 с помощью пневмоцилиндра 25 и трособлочной системы 24 подводятся ползуны 19, которые разгружают силовые подъемники 18 от нагрузки после снятия
0 давления в подъемниках. Затем происходит укладка бетонной смеси и уплотнение ее вибраторами 21, установленными на раме 3 установки.
После формования изделий теплоноси5 тель подаг гея в тепловые отсеки 12 и 17 и происходит предварительный прогрев бетонных изделий. При этом теплоноситель подается в замкнутые тепловые отсеки 12 соплами 13, направленными соответствен0 но в противоположные стороны для обеспечения принудительной циркуляции с целью обеспечения эффективного теплообмена,
После предварительной тепловой обра- бот ки изделий на посту формования подает5 ся воздух в рукава силовых подъемников 18 и пневматические упоры 16. Платформа 7 отрывается от ползунов 19, последние возвращаются в исходное положение. При медленном выпускании воздуха из рукавов
0 силового подъемника 18 происходит плавное опускание транспортной тележки 6 с изделием под действием их тяжести.
Так как борта 4 зафиксированы пневматическими упорами 16, при опускании
5 транспортной тележки происходит затирка поверхности изделий неподвижными бортами, что способствует повышению качества поверхности отформованных изделий.
После опускания транспортной тележки iia ррльсь 5, она подается на дальнейшую
тепловую обработку, а на установку под т ся новая транспортная тележка
Формула изобретения 1 Установка для вертикально-р формования железобетонных изделий содержа щая смонтированную на основании ргму , шарнирно подвешенные к нег борта двухместной формы передвижн/ю эму с аорт и Кольным разделительным элементом и устройство для распалубки и сборки формы в виде силового подъемника, отличающаяся тем, что, с делью упрощения сборки и распалубки формы, повышения качества изделий и сокращения времени формования, рама снабжена пневматическими упорами, передвижная опорная сама выполнена в виде транспортной тележки с платформой, имеющей жесткие /лоры, разделительный вертикальным элемент выполнен в виде наклонных ссмря1аемык в
верхней части двух плоскостей, на платфор- ме наклонно и сопрягаясь в верхней части установлены по два поддона с контурнь-ми Сортами, при этом поддоны с платформой и
разделительным вертикальным элементом обрзз/ют замкнутые тепловые отсеки, снабженные сочлами, направленными в проти- вотсложные сюроны для направленной циркуляции теплоносителя, шарнирные
подвески боргов выполнены в виде регулируемы аммортизируемых пакетов, причем жесткие и пневматические упоры контактирую, с бортями форм
-2 сиповка по п 1, отличающаяся
тик что. с целью фиксации формы в поднятом нии и разгрузки силовых подъемников вгпоцсс еукляпкии виброуплотнениябеюн- нс. смеси, она снабжена фиксаторами в виде полоунз, имеющего привод, контактирующий
с пл тформой
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Установка для изготовления строительных изделий | 1989 |
|
SU1701540A1 |
| Форма-вагонетка для изготовления железобетонных изделий с виброуплотнением | 1982 |
|
SU1071432A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
Изобретение относится к оборудованию для изготовления строительных изделий в вертикальном положении. Цель изобретения - упрощение сборки и распалубки фор- мы, повышение качества изделий и сокращение времени формования Установка содержит смонтированную на основании 1 с помощью упругих упоров 2 раму 3, на которой наклонно к вертикальной плоскости шаонирно с помощью амортизирующих пакетов 14, закреплены борта 4, подвижную опорную раму в виде транспортной тележки 6 с платформой 7, на которой закреплены вертикальный элемент 8 и наклонно соответственно наклону бортов два поддона 10 с контурными бортами 11, образующие замкнутые между собой тепловые отсеки 12, снабженные соплами 13, силовые подъемники 18, фиксаторы в виде ползуна для удер- жания формы в поднятом положении. Платформа 7 и рама 3 снабжены соответственно жесткими 15 и пневматическими 16 упорами для взаимодействия с бортами 4. 1 з.п. ф-лы, 2 ил. w И О ел СА) Ю VI 
| Установка для вертикального формования бетонных изделий | 1984 |
|
SU1331648A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
