Известны многоместные приспособления для непрерывного фрезерования шлицев в деталях типа винтов, выполненные в виде подающего вращающегося диска с радиально расположенными пазами для установки заготовок, взаимодействующего с гладким подпружиненным диском, прижимаемым в процессе фрезерования нажимным роликом. Между дисками для обеспечения базирования деталей по длине установлено опорное кольцо.
Изобретение позволяет повысить точность обработки. С этой целью упор, по которому устанавливается вылет заготовки, установлен со стороны обрабатываемого торца, а между дисками устанавливается упругое кольцо, комненсирующее колебания размеров заготовок.
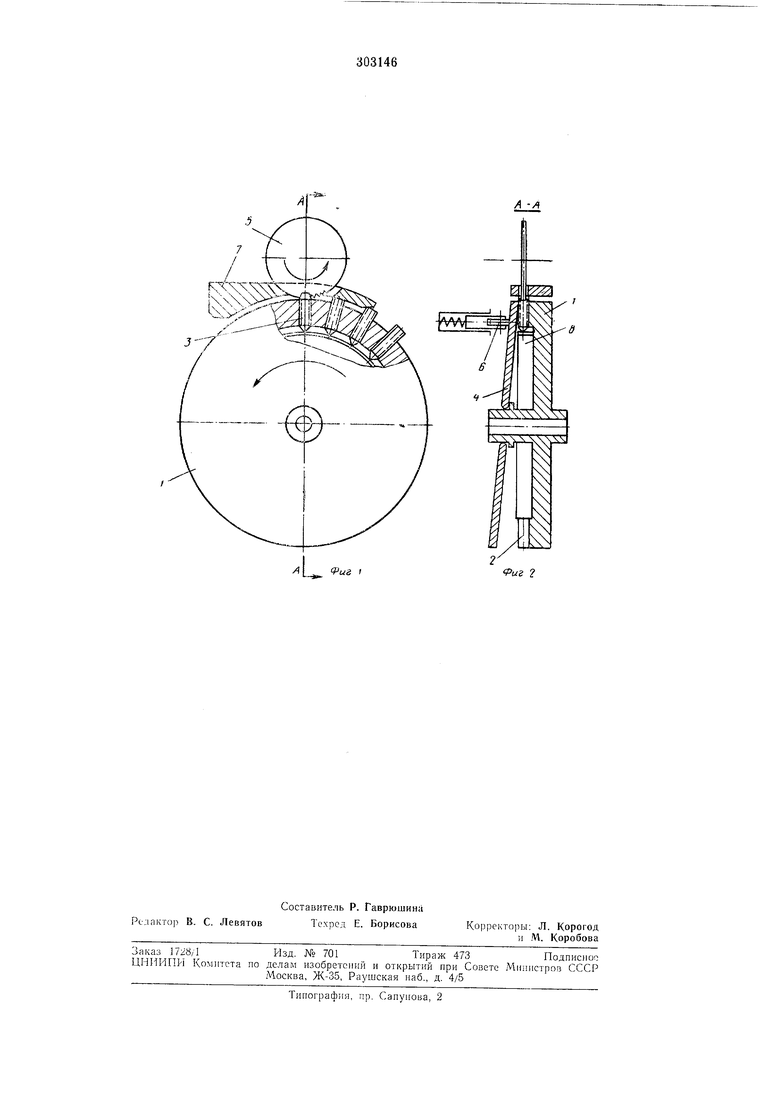
Па фиг. 1 изображено приспособление, общий вид; на фиг. 2 - разрез по А-Л на фиг. 1.
Па вращающемся диске / имеются радиальные пазы 2, в которые закладывают обрабатываемые заготовки 3. Соосно диску / установлен прижимной диск 4, зажимающий заготовку 3 прИ обработке фрезой 5 с помощью «ажимного ролика 6. Базирование обрабатываемых заготовок 3 по длине обеспечивается с помощью неподвижного упора 7, а колебания в размерах компенсируются упругим кольцом 8, установленным между дисками / и 4.
Устройство работает следующим образом.
Заложенные в пазы 2 диска / заготовки 3 при вращении диска 1 и соосного ему диска 4 непрерывно подводятся в зону обработки фрезой 5, где одновременно происходит зажим заготовок 3 между дисками 1 4 с помощью ролика 6. При подходе к фрезе 5 заготовки 3 обрабатываемым торцом выставляются по базирующей поверхности упора 7, а упругий элемент - кольцо 8 компенсирует размерные колебания длин заготовок 3. При этом обеспечивается постоянство глубины прорезаемого щлица.
Предмет изобретения
Многоместное приспособление для непрерывного фрезерования щлицев в деталях типа винтов, выполненное в виде подающегося вращающегося диска с радиально расположенными пазами, взаимодействующего с гладким диском, ирижимаемым в процессе фрезерования нажимным роликом, отличающееся тем, что, с целью поБыщения точности глубины прорезки щлица, оно снабжено неподвижным жестким дуговым упором, расположенным со стороны обрабатываемого торца детали, и упругим элементом, поджимающш; деталь к этому упору.
Vus I
А -А
Фиг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного фрезерования шлицев | 1976 |
|
SU595097A1 |
| Многопозиционное устройство для непрерывного фрезерования деталей | 1990 |
|
SU1780940A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| ПРИСПОСОБЛП[1ИЕ ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ | 1971 |
|
SU320351A1 |
| Устройство для фрезерования шлицев на винтах | 1983 |
|
SU1093450A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФРЕЗЕРОВАНИЯ ЗУБЦОВ ЛЕНТОЧНЫХ ПИЛ | 1970 |
|
SU288514A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2071414C1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |