СТАНОК ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ЗАГОТОВОК ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1965 |
|
SU175567A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАРЕЗКИ(ШЛИФОВАНИЯ) | 1969 |
|
SU245197A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Станок для закругления торцев зубьев зубчатых колес | 1991 |
|
SU1794602A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДОЛБЛЕНИЕМ ГЛУХИХ ПАЗОВ | 1991 |
|
RU2071875C1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
1
Изобретение относится к металлообрабатывающим станкам, предназначенным для обработки тонкостенных трубчатых заготовок для телескопических антенн.
Известны станки, используемые для обработки тонкостенных трубчатых заготовок, включающие механизмы подачи, зажима, закатки, отрезки и фрезеровки заготовок.
Описываемый станок отличается тем, что механизм нодачи выполнен в виде имеющих встречное врап1ение роликов, установленных на плавающих валах. Рычаг зажима и подачи трубки на фрезеровку снабжен двумя щарнирно соединенными полуцилиндрами с роликом, обкатывающимся по дуговому копиру.
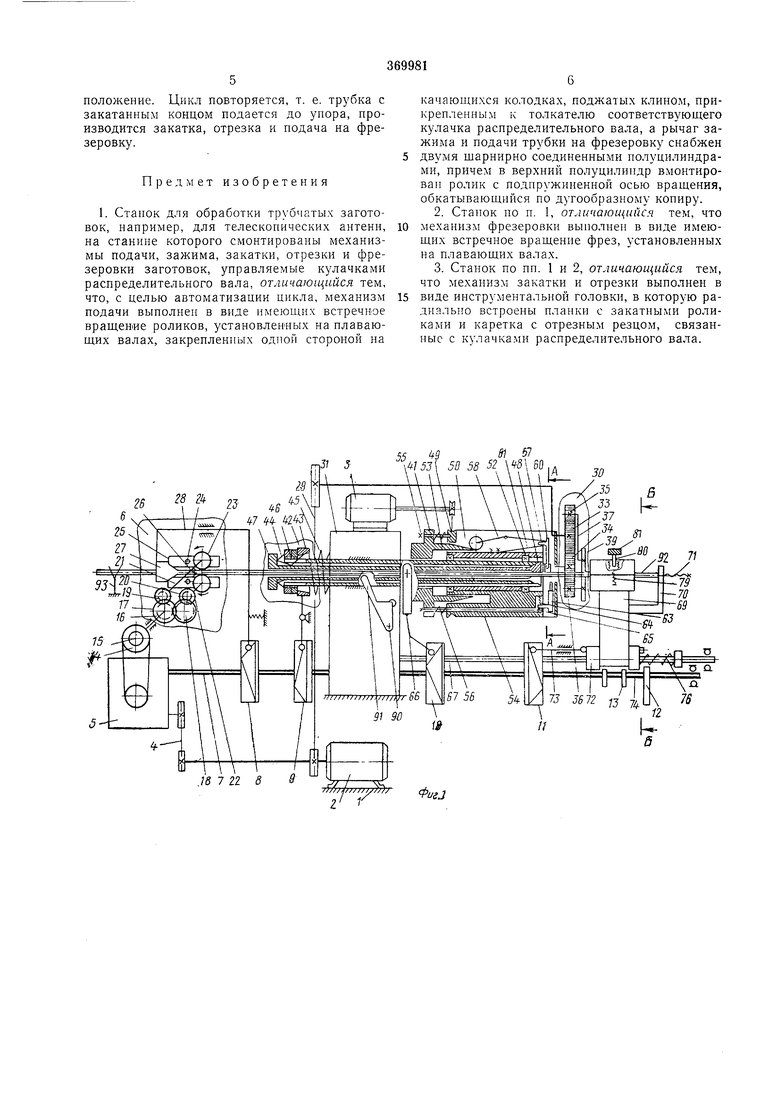
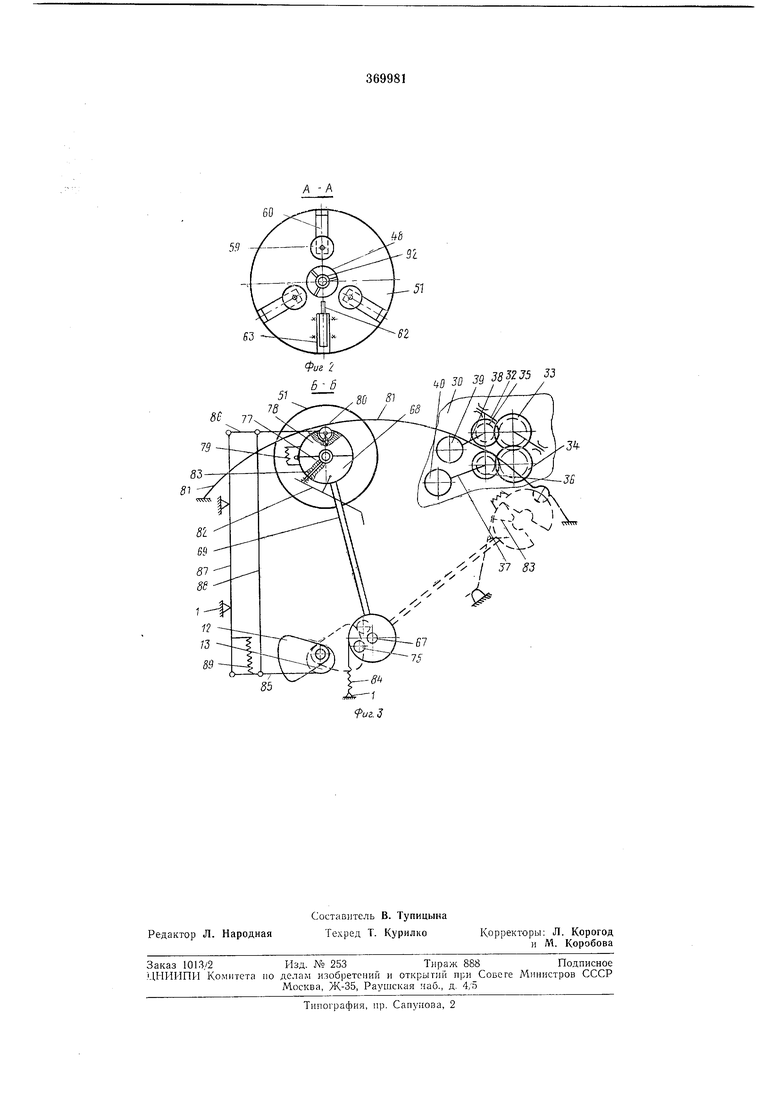
На фиг. 1 схематически изображен станок, общий вид; на фиг. 2 - разрез по Л-А на фиг. 1; иа фиг. 3 - разрез ио Б-Б на фиг. 1.
На станине / установлены электродвигатели 2 и 3.
Электродвигатель 2 через клиноременную передачу 4 и редуктор 5 связан с механизмом 6 подачи и распределительным валом 7, снабженным кулачками 8-12 и двумя эксцентриками 13.
Шкив 14 механизма подачи с соосной фрикционной муфтой 15 посажен на одном валу 16 с щестерней 17, находящейся в зацеплении с щестерней 18. При этом шестерни 17 и 18 входят Б зацепление соответственно с щестернями 19 и 20 на плавающих валах 21 и 22, на которых установлены подающие обрезиненные ролики 23.
Валы 21 и 22 закреплены с одной стороны на качающихся на оси 24 колодках 25, между которыми установлена пружина 26 и клин 27, прикрепленный к рычагу 28, поджатому к торцовому кулаку 8 . Электродвигатель 2 через клиноременную передачу 29 связан с фрезерным устройством 30, которое содержит установленный на подшипниках в корпусе передней бабки 31 вал 32 с шестерней 33. Последняя находится в зацеплении с щестерней 34. Причем шестерни 33 и 34 входят в зацепление соответственно с шестернями 35 и 36, посаженными на плавающих валах 57 и 38, на которых установлены дисковые фрезы 39 и 40.
В корпусе передней бабки 31 жестко установлен полый шпин.дель 41, на котором смонтирован механизм зажима трубки 42. Этот механизм содержит муфту 43 с рычагами 44, поджатую к пружине 45 гайками 46, и трубу 47, снабженную буртом, к которой прикреплена зажимная цанга 48.
На передней бабке 31 станины 1 установлен электродвигатель 3, с которого через клиноременную передачу 49 вращение передается на механизм 50 закатки и отрезки трубы. Последний содержит инструментальную головку 51, которая установлена на подшипниках 52, на
шпинделе 41 и связана с конусной втулкой 53 толкателем 54 и шпильками 55, на которые посажены пружины 56.
В инструментальную головку 5 вмонтированы три качающихся, снабженных регулировочными винтами 57 рычага 58, три закатных ролика 59, установленных на планках 60, помешенных в направляюш.их головки 51 и поджатых к периферии последнего плоскими пружинами 61, отрезной резец 62, расположенный на каретке 63. Последняя поджата пружиной 64 к шарику 65, помеш,енному в пазу головки 5/.
К шпинделю 41 шарнирно прикреплен толкатель 66, рычаг которого поджат к кулачку 10. На валу 67, жестко закрепленном в корпусе передней бабки 31, уста овлен1 механизм
68зажима и подачи трубки на фрезеровку, содержащий расположенный на шпонке на валу 67 рычаг 69 с упором 70, снабженным регулирующим винтом 71. К рычагу 69 прикреплены две шайбы: левая - 72 с гладким торцом, прижатая к штоку 73, и правая - 74 с эксцентрично установленным на торце подшипником 75, поджатая пружиной 76.
К верхней части рычага 69 прикреплен захват, состоящий из двух шарнирно соединенных полуцилиндров: нижнего 77 н верхнего 78, которые связаны пружиной 79 сжатия.
В верхний полуцилиндр 78 вмонтирован ролик 80, ось вращения которого поджата к внутренней поверхности дугообразного копира 81. В нижний полуцилиндр 77 с прикрепленным рычагом 82 встроены подпружиненные штыри 83.
Для возврата в исходное положение рычаг
69связан со станиной пружиной сжатия 84.
К станине 1 прикреплено устройство для прижима верхнего полуцилиндра 78 к нижнему 77, представляющее собой два параллелограмма с шарнирно соединенными рычагами 85-88. Причем рычаги 85 поджаты к эксцентрикам 13 пружинами 89.
Для настройки станка на передней бабке 31 установлен кулачок 90, снабженный ручкой 91.
Описанный станок работает следующим образом. Заготовку-трубку 92 подают вручную по желобу 93 в трубу 47 до упора с губками зажимной цанги 48. Затем, нажимая на кнонку «Пуск, включают электродвигатели 2 и 3.
Инструментальная головка 51 приводится во вращение электродвигателем 5 через клиноременную передачу 49.
От электродвигателя 2 вращение передается через клиноременную передачу 29 на вал фрезерного устройства 30 и через клиноременную передачу 4 - на редуктор 5, который приводит во вращение распределительный вал 7 н шкив 14 механизма подачи 6. Вал 16 последнего через шестерни 17, 18; 17, 19 и 18, 20 вращает подающие ролики 23 в одну сторону.
Под действием пружины 45 муфта 43, перемещаясь по оси шпинделя 41, освобождает бурт трубы 47 от действия рычагов 44. Труба
47 перемещается вперед по ходу заготовки, цанга 48 разжимается. Затем под действием кулачка 8 рычаг 28, перемещаясь, вводит клин 27 между колодками 25, которые, качаясь на
оси, сводят плавающие валы 21 н 22 с подающими роликами 23. Ролики подают трубку 92 до упора 70, а затем продолжают вращаться, поджимая трубку к упору 70, до момента зажима цанги 48. При этом диски фрикционной
муфты 15, встроенной в щкив 14, проскальзывают. Затем кулачок 9 перемещает зажимную муфту вперед (по ходу заготовки). При этом рычаги 44 отводят трубу 47 назад, цанга 48 зажимает трубку 92. Под действием кулачка 8
рычаг 28 с клином 27 отводится, и пружина 26, разжимая колодки 25, разводит плавающие валы 21 и 22 с роликами 23.
Под действием вращающихся эксцентриков 13 рычаги 85, отклоняясь через тягу 88, прижимают рычагами 86 верхний полуцилиндр 78 к нижнему 77. При этом трубка 92 жестко зажимается. Затем в работу вступает вращающаяся инструментальная головка 51. Кулачок 10 через толкатель 66, преодолевая усилия
пружин 56, перемещает втулку 53 вперед. При этом рычаги 58 под действием конусной поверхности втулки 53, качаясь, преодолевают усилия плоских пружин 61, и планки 60 с закрепленными роликами 59 радиально перемешаются к центру головки и, достигнув поверхности трубки 92, начинают закатывать ее до требуемого диаметра. Далее кулачок 10 через водило досылает втулку 53. При этом толкатель 54, нажимая конусом на щарик 65, преодолевает усилие пружины 64 и радиально перемещает каретку 63 с отрезным резцом, производящим отрезку.
Закатанная трубка остается зажатой в цанге 48, а отрезанная (с ранее закатанным концом) подается на фрезеровку. Для этого под действием кулачка // шток 73, преодолевая усилие пружины 76, перемещает рычаг 69 вдоль оси вала 67. При этом свободные от эксцентриков 13 рычаги 85 не сжимают полуцилиндры 77 и 78, а ролик 80, перемещаясь во внутренней конусной поверхности копира 81, прижимает верхний полуцилиндр 78 к нижнему 77. Рычаг 69 под действием кулачка 12, давящего на подшипник 75, поворачиваясь относительно оси, перемещает зажатую трубку 92 на фрезеровку.
Проходя между фрезами 39 и 40, установленными на плавающих валах 37 и 38, на трубке 92 выфрезеровываются два диаметрально расположенных окна.
Минуя фрезерное устройство 30, ролик 80 рычага 69 переходит с одной рабочей поверхности копира на другую (с большим радиусом) . Полуцилиндры 77 и 78 открываются под
действием пружины 79, и штыри 83 под действием рычага 82 выбрасывают трубку 92 в лоток.
После этого кулачок 12 выходит из контакта с подшипником 75, и рычаг 69 под действием пружины 84 возврашается в исходное
положение. Цикл повторяется, т. е. трубка с закатанным концом подается до упора, производится закатка, отрезка и подача на фрезеровку.
Предмет изобретения
качаюндихся колодках, подлсатых клином, прикрепленным к толкателю соответствующего кулачка распределительного вала, а рычаг зажима и подачи трубки на фрезеровку снабжен двумя шарнирно соединенными полуцилиндрами, причем в верхний полуцилиндр вмонтирован ролик с подпружиненной осью вращения, обкатываюнлийся по дугообразному копиру.
виде инструментальной головки, в которую радиально встроены планки с закатными роликами и каретка с отрезным резцом, связанные с кулачками распределительного вала. гг Ы л,
55
,0 30
