Изобретение относится к области непрерывной разливки металла и может быть использовано в зоне вторичного oXv aждeн iя установки непрерывной разливки металла (УНРМ) для направления и поддержания слитка и заготовки.
Известно устройство, в частности, для радиальной УНРМ, состоящее из нижних базовых, верхних, а также боковых роликов, служащих для удержания слитков от поперечных перемещений.
Такая конструкция заложена в проекте УНРС для Руставского металлургического завода (см. чертеж ВИИИМЕТМащ Хд 118856, 1963 г.).
Боковые ролики жестко крепятся в опорных рамах нижних и верхних валков, так что направляющее устройство зоны вторичного охлаждения УНРМ не может быть автомат чески перестроено на другое количество ручьев и иные размеры слитков.
Цель изобретения - ускорение перестройки УНРМ на разное количество ручьев и новый размер слитков. Для этого не менее одной пары роликов располагают на каждой грани опорной балки, установленной в раме базовых валиков с возможностью поворота вокруг ее продольной оси, перпендикулярной оси вращения роликов, расстояние между которыми в каждой группе равно щирине слитка. Число пар роликов равно числу одновременно формируемых слитков.
На фиг. 1 изображено устройство, вид прямо; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по Л-А на фиг. 2.
Устройство содержит верхние регулируемые ролики 7, нижние ролики 2, установленные в раме 3. В последней закреплена опорная балка 4, могущая поворачиваться вокруг продольной оси 5.
0
На гранях балки установлены пары боковых роликов 6 и л оси 8 вращения которых перпендикулярны оси 5.
Все боковые ролики имеют одинаковый
5 размер и симметрично располол ены относительно оси 5.
Пары роликов б и 7 в каждой группе шправляют боковые грани слитков или затравки, движущихся между ними. Расстояние между роликами в каждой паре равно щирине направляе: 1ого слитка. При повороте опорной балки на 90° количество пар боковых направляющих роликов и расстояние между ними изменяются в соответствии с новым ко5личеством формируемых слитков и их размерами по щирине.
Предмет изобретения 3 новки непрерывной разливки металла, содержащее боковые ролпки, опорную поворотную балку, отличающееся тем, что, с целью ускорения перестройки УНРМ на разное количество ручьев и новый размер слитков, на каж-5 4 дои грани опорной балки установлено не менее одной пары роликов, расстояние мелчду которыми равно ширине слитка, а число пар роликов равно числу одновременно формируемых слитков.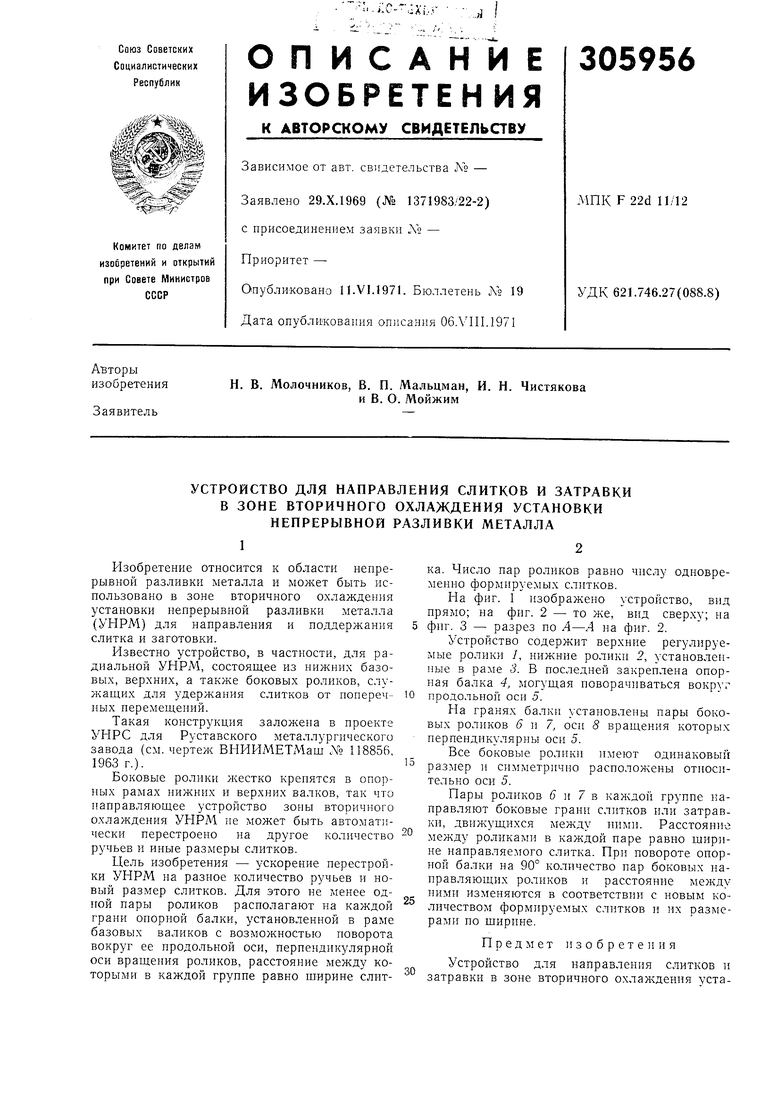
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УБОРКИ ЗАТРАВКИ | 1971 |
|
SU432969A1 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГОХЛАЖДЕНИЯЦf^nuя ^=--ii,.!, и.;. | 1972 |
|
SU419302A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2177388C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕСТРОЙКИ НАПРАВЛЯЮЩИХ | 1970 |
|
SU288237A1 |
| ПРАВИЛЬНО-ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1970 |
|
SU287250A1 |
| А. А. Целиков, В. В. Звягин и А. С. Смоляков | 1970 |
|
SU276336A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО литья МЕТАЛЛОВ | 1973 |
|
SU404549A1 |
| СПОСОБ ВЫДАЧИ СЛИТКА ИЗ УСТАНОВКИ НЕПРЕРЫВНОЙ | 1970 |
|
SU270208A1 |
4-J
т
