Известен способ выдачи слитка из установки вертикальной непрерывной разливки металла с изгибом слитка после выхода его из тянуш,его устройства при помощи криволинейной проводки и правильной машины с двумя прижимными роликами, расположенными над транспортными роликами.
Известно устройство для осуш,ествления указанного способа, включаюи ее криволинейную проводку и правильную машину.
В известных установках для отделения затравки от слитка, изгиба слитка, его наиравления по дуге н выпрямления применены независимые устройства с самостоятельными приводами и сложной системой крепления. Это увеличивает вес и габариты установки, а также расстояние между соседними ручьями при миогоручьевой разлнвке.
Предложенный способ отличается тем, что нередний конец слитка после его выхода из тянущего устройства принимают на шариирио подвешенную криволииейную проводку, отклоненную вниз от системы расположенных над слитком опорных роликов, а выпрямляют слиток поворотом ироводки в верхнее положение. Для изгиба переднего конца слитка и отделения затравки проводку поворачивают из верхнего положе1И1я в нижнее при проходе затравки через проводку. Затравку иосле ее отделения от слитка поворачивают в горизонтальное положеиие и проиускают между наиравляющими элементами проводки.
Криволинейная направляющая проводка устройства подвешена на шарнирной оиоре,
расположенной по оси установки, снабжена приводом поворота в вертикальной плоскости.
В верхней части проводки по обеим сторонам оси установки смонтированы гнбочные
элементы.
В нижней части проводки под опорными роликами, установленнымн в стационарной раме, смонтпроваи прижимной ролик. Опорный ролик выиолиен ириводным.
Средства для отвода затравки выполнены в виде поворотного рольганга, снабженного по крайне мере однпм прижимным роликом. Этот ролик расположен нанротив приводного ролика рольганга.
Предложенное устройство представлено на чертел е.
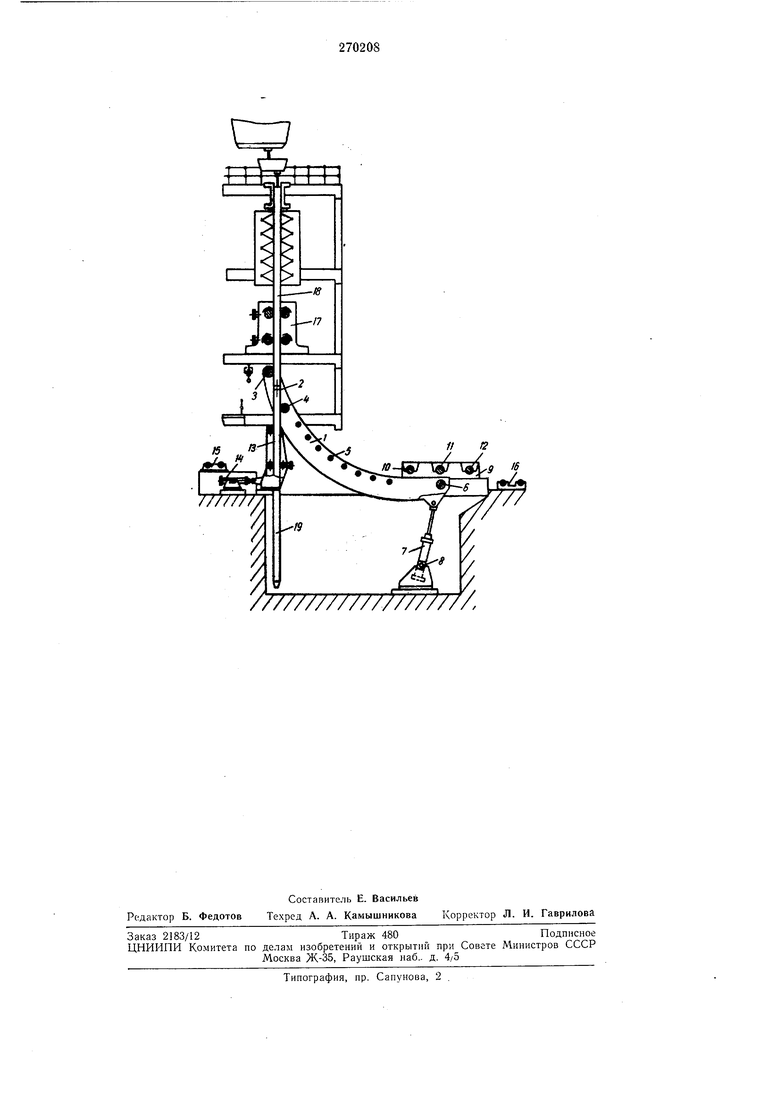
Устройство состоит из криволинейной проводки /, шарнирио подвешенной на оноре 2, гибочных роликов 3 и 4, направляющих роликов 5 и нрижимиого ролика 6. Привод поворота криволинейной проводки представляет собой гидроцилппдр 7 на цапфах (5. Над прижимным роликом 6 расположена стационариая рама 9 с системой онорных роликов 10,
Для приема затравки служит установлеиный на цапфах отводящий рольгаиг 13 с приводом поворота 14, для поддержаиия ее в горизоиталыюм поло/кепии - рольганг 15, для отвода выпрямленного слитка - рольгаиг 16.
На чертеже изобра кены тяиуи;ее устройство 17, слиток 18 и затравка 19.
Работает устройство следующим образом.
Затравка 19 со слитком 18 проходит между гибочными роликами 5 и 4 криволииейной проводки /. Нижиий конец затравки поступает в отводящий рольгаиг 13. После того как головка затравки и передний конец слитка иройдут гнбочиый ролик 3, проводка поворачивается вииз -и затравка под действием роликов 3 н 4 отделяется от слитка. Отогнутый конец слитка скользит по иаправляющим роликам 5 проводки, а затравка вместе с рольгангом 13 отклоняется и удерживается в наклонном положении. После того как передний конец слитка выйдет из проводки /, последняя -поднимается в верхнее положенне и ирнжимает слиток к роликам 10-12 рамы 9. Выпрямленный слиток поступает на рольганг 16, где разрезается на куски заданной длины. Когда последний конец слитка выходит иа рольганг, отводящий рольганг 13 с затравкой 19 устанавливается в вертикальное положение, п затравка заводится в кристаллизатор.
Предмет изобретения
1. Снособ выдачи слитка из установки иепрерывиой разливки металла с применением средств для изгиба слитка, средств для отделения н отвода затравки, средств для направления слитка но дуге и средств для выирямления слитка, отличающийся тем, что, с целью упрощеиия выдачи слитка, прием переднего
конца слитка носле его выхода из тянущего устройства осуществляют иа щарнирно подвещениую криволинейную проводку, отклоненную вннз от системы расположенных над слитком оиориых роликов, а выпрямление слитка нронзводят поворотом проводки в верхнее ноложенне.
2. Способ по п. 1, отличающийся тем, что изгиб иередиего конца слитка и отделение затравки ироизводят поворотом проводки из верхнего положения в нижнее при проходе головки затравки через проводку.
3 Сиособ по п. 1, отличающийся тем, что затравку после отделения от слитка поворачивают в горизонтальное положение, пропускают между иаправляющими элементами криволинейной ироводки и отводят на систему оиорных роликов. 4. Устройство для осуществления способа,
отличающееся тем, что криволинейная наиравляющая проводка подвещена на щарнирной опоре, расположенной ио оси установки, снабжена приводом поворота в вертикальной плоскости, гибочными элемеитами, смоитированными в верхней части проводки по обеим сторонам от оси установки, и прнжимиым роликом, смонтированным в нижней части проводки под спорными роликами,, установленными в стациоиарной раме.
5. Устройство но н. 4, отличающееся тем, что опорный ролик, смонтированный в стационарной раме над прижнмны.м роликом, выполнен ириводным. 6. Устройство по пп. 4 и 5, отличающееся
тем, что средства для отвода затравки выгюлиены в виде поворотного рольганга, снабженного по крайней мере одним прижимным ролнком, расположенны.м напротнв приводного ролика рольганга.
-;
////////////
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| МАШИНА ДЛЯ СВЕРТЫВАНИЯ ПОЛОСЫ В РУЛОН | 1972 |
|
SU325071A1 |
| Устройство для непрерывной разливки стали | 1961 |
|
SU143214A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2001 |
|
RU2224606C2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ НА ЦЕНТРЫ ТОКАРНЫХ СТАНКОВЗАГОТОВОК | 1971 |
|
SU295649A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОЙ ЗАГОТОВКИ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630912C1 |
| СПОСОБ ПРАВКИ СЛИТКА | 1973 |
|
SU379075A1 |
| Устройство для изгибания заготовки на машине непрерывного литья металла | 1972 |
|
SU541421A3 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2021870C1 |