Р1звест11ы способы изготовления комбинированных уплотнительных манжет, оболочка которых представляет собой иластичный,- но химически стойкий в средах материал, например фторопласт, а сердцевина выполнена из упругого материала, например резины, которая обеснечивает постоянный прижим манжеты к уплотнительным поверхностям.
Изготовление таких манжет производят в пресс-формах. В канавку сначала закладывают предварительно изготовленную заготовку оболочки, затем кладут сырую резину и вулканизуют при температуре порядка 140-160° С и давлении. В этих условиях фторопласт размягчается и принимает форму канавки, при этом часть фторопласта выдавливается в разъем пресс-формы в виде облоя. К недостатку описанного способа следует отнести то, что во время вулканизации оболочка манжеты в плоскости разъема сильно утоняется, а иногда и прорывается. Увеличивать толщину стенки оболочки в заготовке нецелесообразпо, так как манжета при этом теряет эластичность.
Целью изобретения является предотвращение прорыва оболочки манжеты в плоскости разъема пресс-формы при вулканизации, для чего по предложенному способу изнутри на оболочке формуют два кольцевых выступа, расположенных в плоскости разъема пресс-формы, обеспечнваюии1х компенсацию потери материала в виде облоя.
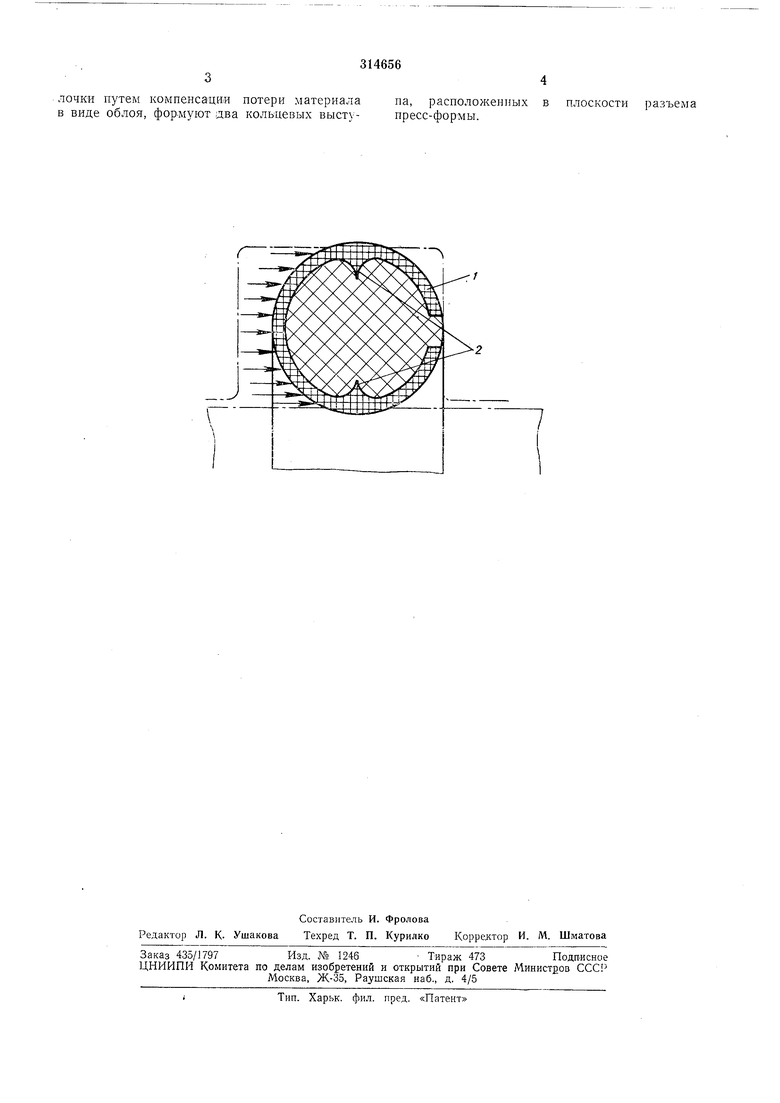
На чертеже изображена комбинированная манжета.
Манжету изготовляют следующим образом.
Вначале изготавливают оболочку /, изнутри которой формуют два кольцевых выступа 2, расноложенных в плоскости разъема прессформы, обеспечивающих компенсацию потерн при вулканизации. Затем оболочку заиолняют сырой резнновой смесью п производят
вулканизацию в пресс-форме при повышенной температуре н давлении. Облой, образующийся при вулканизации, комиенснруется материалом утолщений (выстунов) и манжета, изготовленная описываемым способом, не
имеет утоненных стенок.
Предмет изобретения
Способ изготовления комбинированной уплотнительной из пластмассовой, например фторопластовой, оболочки с резиновым сердечником путем формования оболочки, заполпения ее резиновой смесью п вулканизации в пресс-форме, отличающийся тем, что, с целью предотвращения утонения оболочки путем компенсации потери материала в виде облоя, формуют два кольцевых выступа, расположеппых в
плоскости разъема пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2010 |
|
RU2443553C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| Пресс-форма для изготовления резиновых уплотнительных колец | 1989 |
|
SU1689093A1 |
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 1973 |
|
SU367301A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОГО КОЛЬЦА ДЛЯ ГЕРМЕТИЗАЦИИ ОПОР ШАРОШЕК | 2012 |
|
RU2498037C2 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| Пресс-форма для изготовления изделий из резины | 1975 |
|
SU619089A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ БАЛЛОНОВ ШИННО-ПНЕВМАТИЧЕСКИХ МУФТ | 1993 |
|
RU2102234C1 |
| ПРЕСС-ФОРМА | 2001 |
|
RU2188759C1 |
Л
