и 3. На .обоих торцах средних формообразующих элементов 5 выполнены пазы Ь для захода выступов 12, Дно паза Ь расположено на уровне середины облойной канавки с. На нижних формообразующих элементах 6 выполнены карманы, соединенные с облойными канавками, расположенными по внутреннему периметру формующей полости. При раскрытии пресс-формы образовавшиеся выпрессовки 14 удерживаются выступами 12 вкладьшей 11, а изделия 13 остаются в средней плите 2. В результате выпрессовки 14 отрываются от изделий и снимаются с решеток при разборке последних 4 з.п. ф-лы, 5 ил.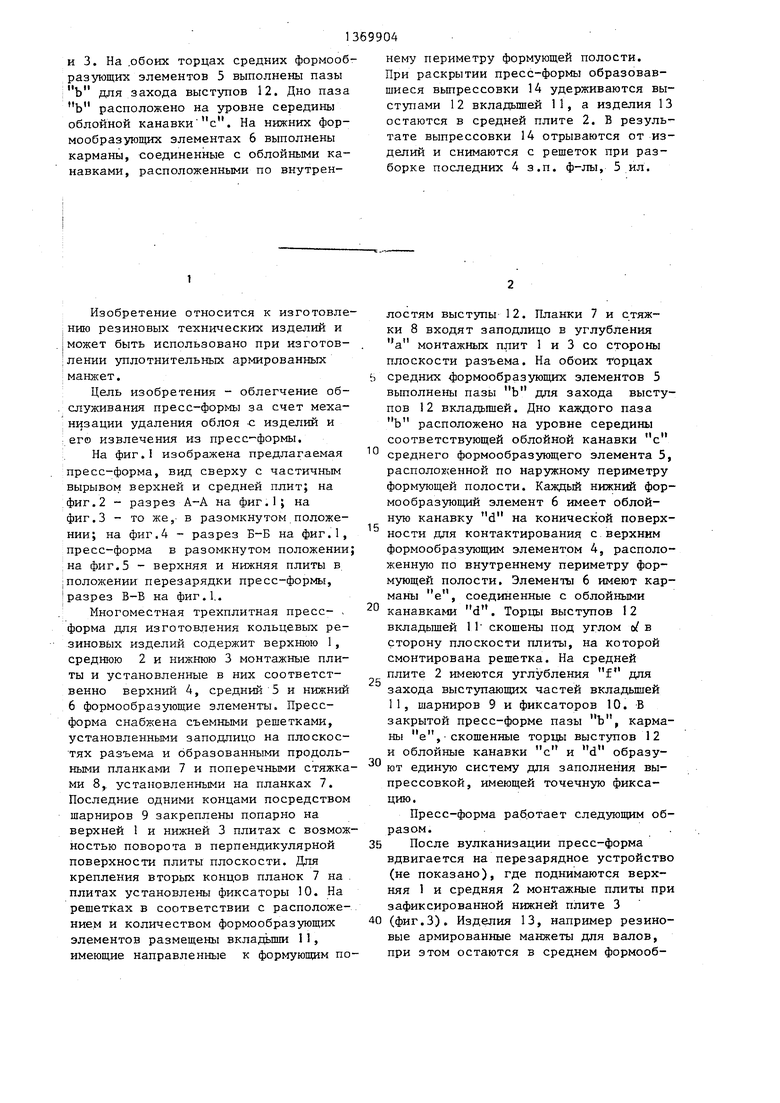
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Трехплитная пресс-форма | 1983 |
|
SU1121150A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| Пресс-форма для изготовления изделий из резины | 1975 |
|
SU619089A3 |
| Форма для изготовления из пластмасс крупногабаритных изделий с рифленой поверхностью | 1980 |
|
SU1220804A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2029679C1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
Изобретение относится к. области изготовления резиновых технических изделий и может быть использовано при изготовлении уплотнительных армированных манжет. Цель изобретения С- Ети миЛ-А облегчение обслуживания за счет механизации удаления облоя с изделий и его извлечения из пресс-формы. Для этого на плоскостях разъема монтажных плит 1, 2 и 3 заподлицо установлены съемные решетки. Каждая решетка образована парой продольных планок 7 и установленными на них поперечинами стяжками 8. Планки 7 одними концами шарнирно закреплены на верхней 1 и нижней 3 плитах с возможностью поворота в перпендикулярной поверхности плит плоскости. На решетках в соответствии с расположением и количеством гнезд пресс-формы размещены вкладыши 11 с направленными к гнездам выступами 12. Торцы выступов 12 скошены под углом У к плоскостям плит 1 & (Л ро а со со
Изобретение относится к изготовле ;нию резиновых технических изделий и I может быть использовано при изготов- Олений уплотнительных армированных манжет.
Цель изобретения - облегчение обслуживания пресс-формы за счет механизации удаления облоя -с изделий и его извлечения из пресс-формы.
На фиг.1 изображена предлагаемая пресс-форма, вид сверху с частичным вырывом верхней и средней плит; на фиг.2 - разрез А-А на фиг.1; на фиг.З - то же,- в разомкнутом положении; на фиг.4 - разрез Б-Б на фиг.1, пресс-форма в разомкнутом положении на фиг.З - верхняя и нижняя плиты в ;положении перезарядки пресс-формьЕ, разрез В-В на фиг.1..
Многоместная трехплитная пресс- . форма для изготовления кольцевых резиновых изделий содержит верхнюю 1, среднюю 2 и нижнюю 3 монтажные плиты и установленные в них соответственно верхний 4, средний 5 и нижний 6 формообразующие элементы. Пресс- форма снабжена съемными решетками, установленными заподлицо на плоскостях разъема и образованными продольными планками 7 и поперечными стяжками 8,. установленными на планках 7. Последние одними концами посредством шарниров 9 закреплены попарно на верхней 1 и нижней 3 плитах с возможностью поворота в перпендикулярной поверхности плиты плоскости. Для крепления вторых концов планок 7 на плитах установлены фиксаторы 10. На решетках в соответствии с расположе- ние.м и количеством формообразующих элементов размещены вкладаши 11, имеющие направленные к формующим по5
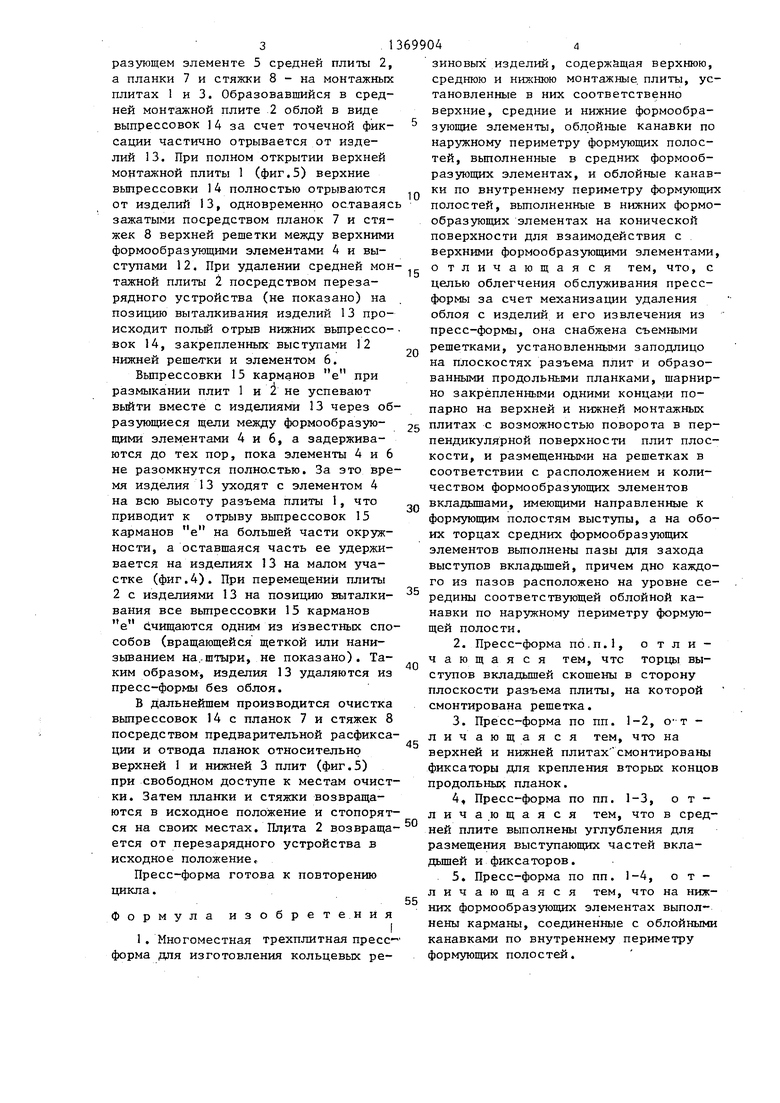
лостям выступы 12. Планки 7 и стяжки 8 входят заподлицо в углубления а монтажных плит 1 и 3 со стороны плоскости разъема. На обоих торцах
средних формообразующих элементов 5 выполнены пазы Ь для захода выступов 12 вкладышей. Дно каждого паза Ь расположено на уровне середины соответствующей облойной канавки с
среднего формообразующего элемента 5, расположенной по наружному периметру формующей полости. Каждый нижний формообразующий элемент 6 имеет облой- ную канавку d на конической поверхности для контактирования с верхним формообразующим элементом 4, расположенную по внутреннему периметру формующей полости. Элементы 6 имеют карманы е, соединенные с облойными
0 канавками d. Торцы выступов 12 вкладьшей 1 1 скошены под углом al в сторону плоскости плиты, на которой смонтирована решетка. На средней плите 2 имеются углу-бления f для захода выступающих частей вкладьшгей 11, шарниров 9 и фиксаторов 10. В закрытой пресс-форме пазы Ъ, карманы е, скошенные торцы выступов 12 и облойные канавки с и d образуют единую систему для заполнения вы- прессовкой, имеющей точечную фиксацию.
Пресс-форма раб.отает следующим образом.
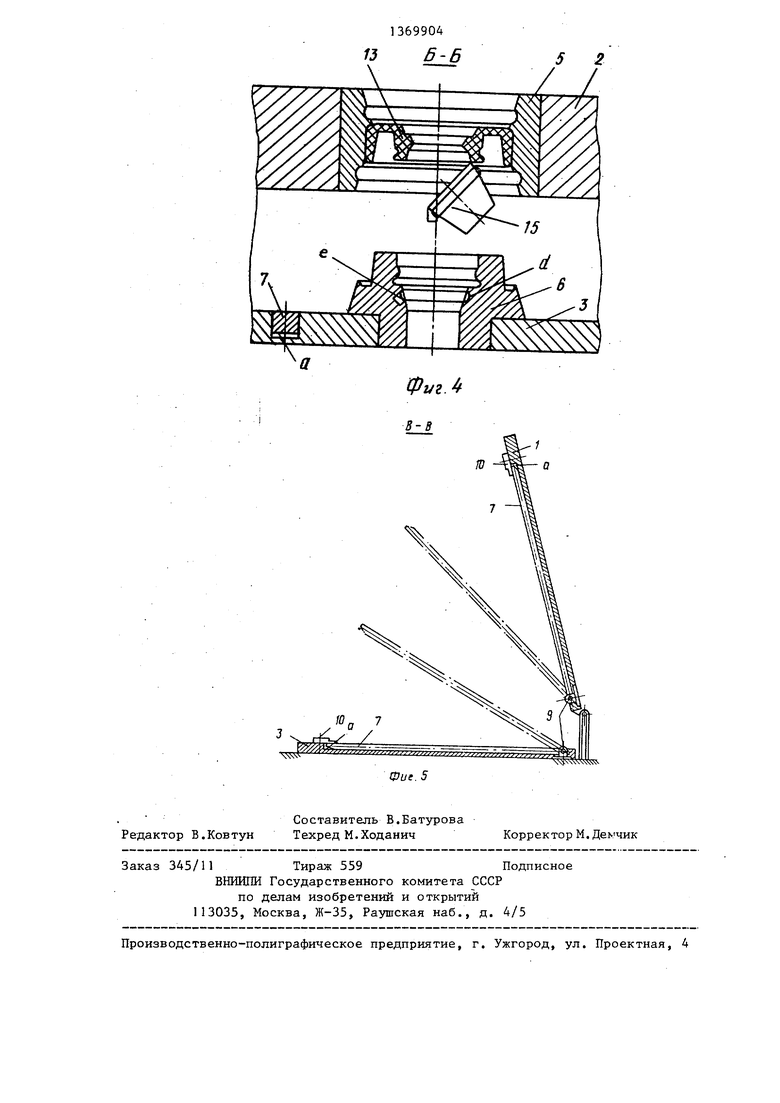
5 После вулканизации пресс-форма вдвигается на перезарядное устройство (не показано), где поднимаются верхняя 1 и средняя 2 монтажные плиты при зафиксированной нижней плите 3
0 (фиг.З). Изделия 13, например резиновые армированные манжеты для валов, при этом остаются в среднем формооб5
0
разующем элементе 5 средней плиты 2, а планки 7 и стяжки 8 - на монтажных плитах 1 и 3. Образовавшийся в средней монтажной плите 2 облой в виде выпрессовок 14 за счет точечной фиксации частично отрывается от изделий 13. При полном открытии верхней монтажной плиты 1 (фиг,5) верхние вьшрессовки 14 полностью отрываются от изделий 13, одновременно оставаясь зажатыми посредством планок 7 и стяжек 8 верхней решетки между верхними формообразующими элементами 4 и выступами 12. При удалении средней монтажной плиты 2 посредством перезарядного устройства (не показано) на позицию выталкивания изделий 13 происходит полый отрыв нижних вьшрессо- вок 14, закрепленных выступами 12 нижней решетки и элементом 6.
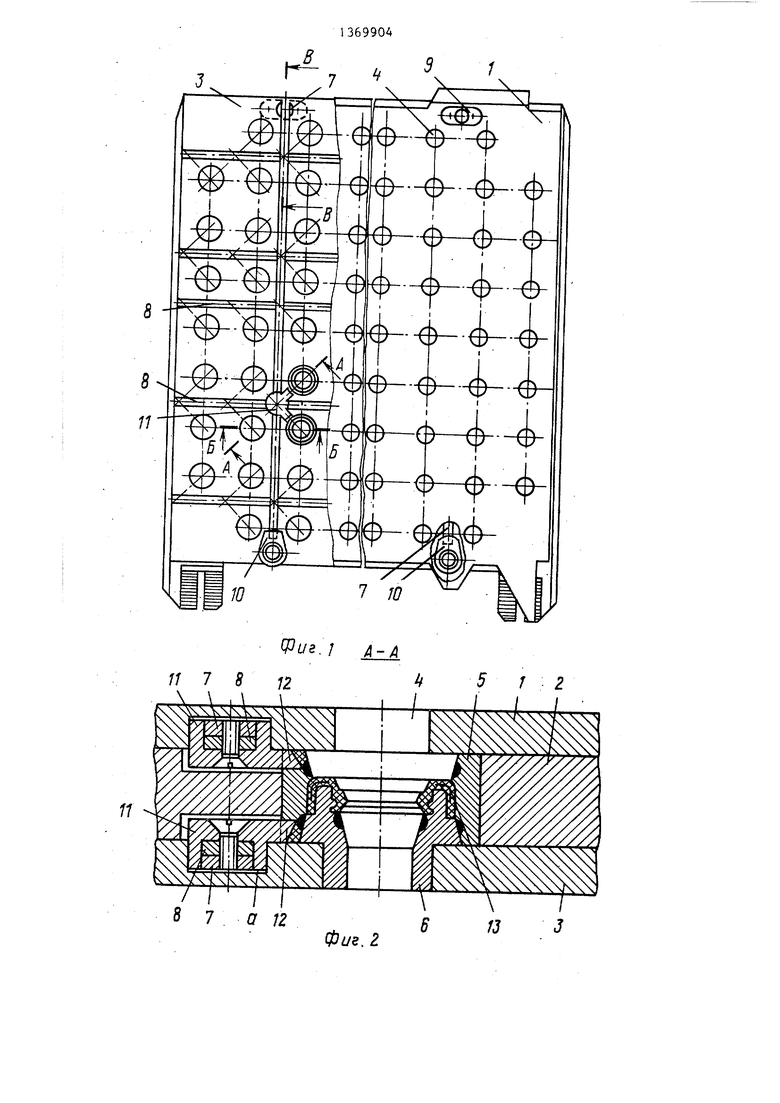
Вьшрессовки 15 карманов е при размыкании плит 1 и i не успевают вьйти вместе с изделиями 13 через образующиеся щели между формообразующими элементами 4 и 6, а задерживаются до тех пор, пока элементы 4 и 6 не разомкнутся полно.стьго. За это время изделия 13 уходят с элементом 4 на всю высоту разъема плиты 1, что приводит к отрыву выпрессовок 15 карманов е на большей части окружности, а оставшаяся часть ее удерживается на изделиях 13 на малом участке (фиг.4). При перемещении плиты 2 с изделиями 13 на позицию выталкивания все вьтрессовки 15 карманов е счищаются одним из известных способов (вращающейся щеткой или нани- зьюанием на ..штыри, не показано). Таким образом, изделия 13 удаляются из пресс-формы без облоя.
В дальнейшем производится очистка выпрессовок 14 с планок 7 и стяжек 8 посредством предварительной расфикса- ции и отвода планок относительно верхней 1 и нижней 3 плит (фиг.5) при свободном доступе к местам очистки. Затем планки и стяжки возвращаются в исходное положение и стопорятся на своих местах. Плрта 2 возвращается от перезарядного устройства в исходное положение
Пресс-форма готова к повторению цикла.
Формула изобретения
I 1 . Многоместная трехплитная прессформа для изготовления кольцевых ре0
5
0
5
0
5
0
5
0
5
зиновьгх изделий, содержащая верхнюю, среднюю и нижнюю монтажные, плиты, установленные в них соответственно верхние, средние и нижние формообразующие элементы, облрйные канавки по наружному периметру формующих полостей, вьшолненные в средних формообразующих элементах, и облойные канавки по внутреннему периметру формующих полостей, вьшолненные в нижних формообразующих элементах на конической поверхности для взаимодействия с верхними формообразующими элементами, отличающаяся тем, что, с целью облегчения обслуживания пресс- формы за счет механизации удаления облоя с изделий и его извлечения из пресс-формы, она снабжена съемными решетками, установленными заподлицо на плоскостях разъема плит и образованными продольньми планками, шарнир- но закрепленными одними концами попарно на верхней и нижней монтажных плитах с возможностью поворота в перпендикулярной поверхности плит плоскости, и размещенными на решетках в соответствии с расположением и количеством формообразующих элементов вкладышами, имеющими направленные к формующим полостям выступы, а на обоих торцах средних формообразующих элементов вьтолнены пазы для захода выступов вкладьппей, причем дно каждого из пазов расположено на уровне середины соответствующей облойной канавки по наружному периметру формующей полости.
4« Пресс-форма по пп. 1-3, отличающаяся тем, что в средней плите выполнены углубления для размещения выступающих частей вкла- дьш1ей и фиксаторов.
иг.
n
/
S 7 a 12
Фив. 2
5 J
13
Фиг.
S-B
| Авторское свидетельство СССР №,642204, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Прибор для испытания кожи на изнашиваемость | 1928 |
|
SU11871A1 |
| Солесос | 1922 |
|
SU29A1 |
