Изобретение касается машины для формовки ребристых труб с протяжными сквозь модельную плиту моделями ребер. В предлагаемой машине модели ребер монтированы на общем валу, откидываемом вверх и в стороны.
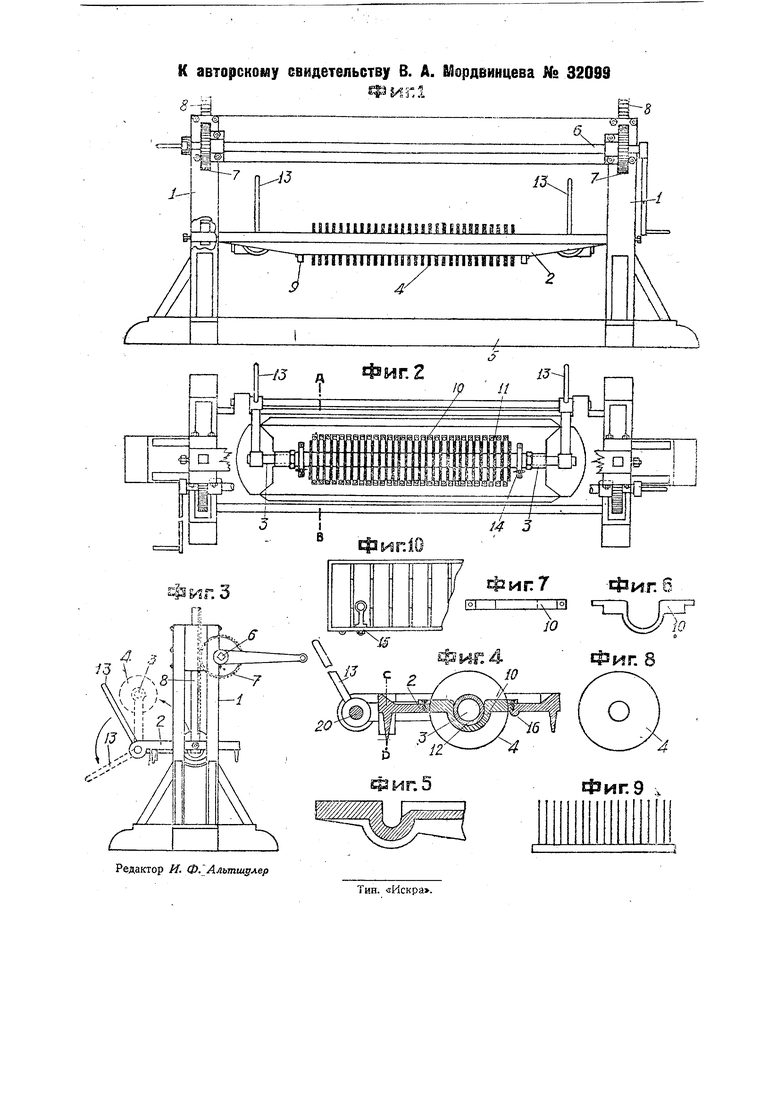
На чертеже фиг. 1 изображает вид машины спереди; фиг. 2-то же сверху; фиг. 3-то же сбоку; фиг. 4-разрез по линии АВ на фиг. 2; фиг. 5-разрез по линии CD на фиг, 4 и фиг. 6-10-детали машины.
В деревянной станине, между двойными стойками 7 (фиг. 1 и 3), Движется чугунная доска 2, представляющая собой снизу половину модели 4 ребристой трубы с ребрами и фланцами Р (фиг. 1). Поднятие и опускание доски 2 производится вращением вала б с шестернями 7 (фиг. 1 и 3), поднимающими и опускающими рейьи (, к которым прикреплена доска 2. Модели ребер 4 не составляют одного целого с доской 2; они насажены на вал 3, откидываемый вверх и в стороны на . оси шарнире 20, и во время прессовки формы вложены вместе с валом 3 в доску 2 (фиг. 3). Вынимаются они нажатием на рычаги J3 и становятся в положение, указанное на
348
фиг. 3 пунктиром, в рычаги 73 вставлен вал 3 с моделями 4 ребер. При поднятии ребер в земле остается только тело трубы с фланцами Р. Тело трубы образуется следующим образом. В доске 2 сделан вырез шириной, равной диаметру ребер и длиной-до крайних ребер. В этот вырез вставлены пластинки fO (фиг. 2, 4 и 6), привернутые к доске 2 шурупами. Между пластинками оставлены щели 77, в которые и входят модели ребер. Половинки фланцев 9 (и примыкающие к ним части тела трубы, не покрытые ребрами) привернуты наглухо снизу к доске 2 и составляют с ней одно целое. Шружный и внутренний диаметры пластинки 70 соответственно равны внешнему и внутреннему диаметрам тела трубы (безребер). В предлагаемой конструкции модели 4 ребер изготовляются отдельно от вала и крепятся на валу при помощи колец J2 (фиг. 4), насаженных на валу 3 в промежутках между ребрами. Вал 5 имеет на концах резьбу, и все кольца и ребра стягиваются гайками (фиг. 2}. Внешний диаметр кольца равен внутреннему диаметру тела трубы, и вал J с кольцами плотно вкладывается в выемки пластинок 10. Но можно изготовить вал 3 за
одно целое с моделями 4 (хотя это будет стоить дороже из-за трудности обработки). Тогда диаметр вала 3 должен равняться внутреннему диаметру тела трубы.
Во вложенном состоянии вал с ребрами запирается замками 7 (фиг. 2).
Набитую землей опоку ставят на нижнюю доску 5 (фиг. 1), всегда на одно и то же место, для чего на доску прибивают планки (не показанные на чертеже), причем середина опоки должна проходить в одной вертикальной плоскости С серединой доски 2 в поперечном направлении (в продольном направлении совпадение осевых линий не обязательно, они должны быть лишь строго параллельны).
При помощи вала 6 с шестернями 7 и реек ( доска 2 опускается на опоку и впрессовывает в землю половину модели трубы. Нажатием рычагов 13 модели 4 ребер вынимаю.тся из земли причем, земля не идет за ребрами и не осыпается, так как она прижата пластинками 10, а ребра плотно пригнаны по щелям /7, что дает возможность быстрого выема модели без повреждения формы.
Для выхода воздуха земля прокалывается в каждом ребре при помощи гребенки (фиг. 9) с длинными стальными спицами, причем расстояния между спичами, равны расстояниям мелсду ребрами. Количество спиц делается с таким расчетом, чтобы проколоть все выпора в два-три приема. Эта операция производится перед вынутием остальной части модели, так как при этом щели 77 между
пластинками 10 служат направляющими для спиц и можно без соблюдения особой осторожности быстро проколоть выпора, не попортив стенок отформованных ребер.
После легкого постукивания по доске 2, последняя поднимается вверх и готовая опока идет на отделку, вставку стержней (знаки для стержней выдавливаются выступающими концами вала 5), припыл и сборку.
Для быстрого заполнения чугуном ребер вдоль всех ребер на доске 2 имеется прилив 76, выдавливающий в земле соответствующее углубление. Литники должны приходиться в концах этого углубления, для чего к опокам изнутри прикреплены специальные державки 75 (фиг. 10), в которые вставляются литниковые пробки перед набивкой опоки землей. При впрессовывании модели в опоку пробки выдавливаются из литников приливом 76 (фиг. 4) и проваливаются сквозь проделанные в соответствующих местах отверстия в доске 5.
Предмет изобретения.
Мащина для формовкиребристых труб с протяжными сквозь модельную плиту моделями ребер, отличающаяся тем, что модели 4 ребер монтированы на общем валу 3, откидываемом вверх и в сторону на оси-шарнире 20 (фиг 4), а щели для прохода моделей ребер образованы помощью пластинок 10 (фиг. 5), образующих модель тела трубы. к авторскому свидетельству В. А. . Фиг. 3-М.. Мордвинцева Sfz 32099 1г5