Предлагаемое конвейерное формовочное устройство представляет собою конвейер с движущимися опоками, над которыми в процессе их движения совершаются все операции, связанные с формовкою, заливкою и выбивкою. Опоки совсем не снимаются с конвейера и после того, как из них выбиваются отлитые детали, они возвращаются . конвейером к своему исходному положению.
Верхние и нижние опоки попарно вмонтированы в тележки, представляющие собою звено конвейера. Весь конвейер состоит из замкнутого поезда таких тележек.
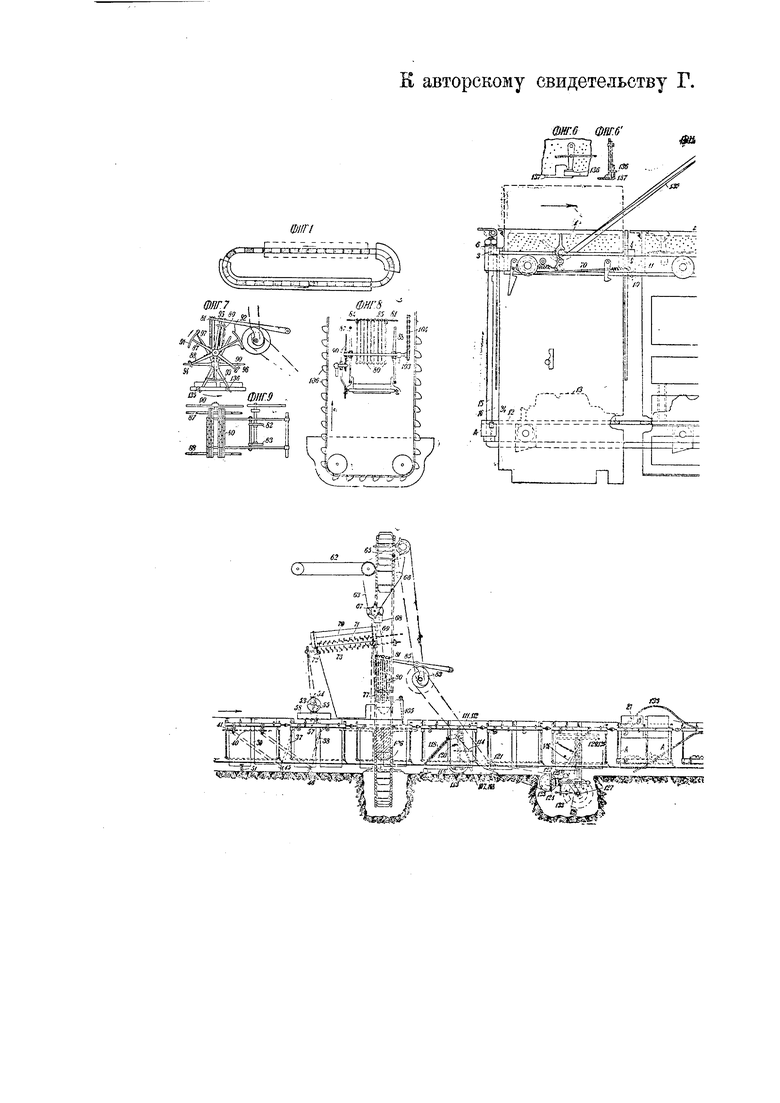
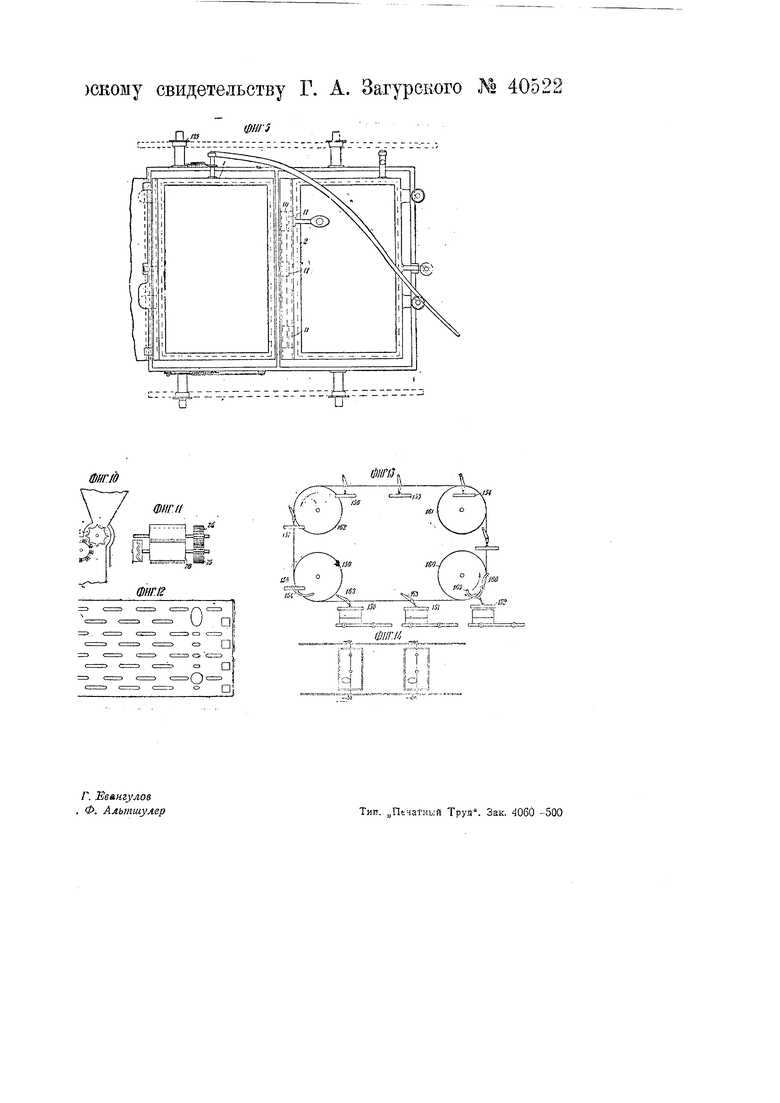
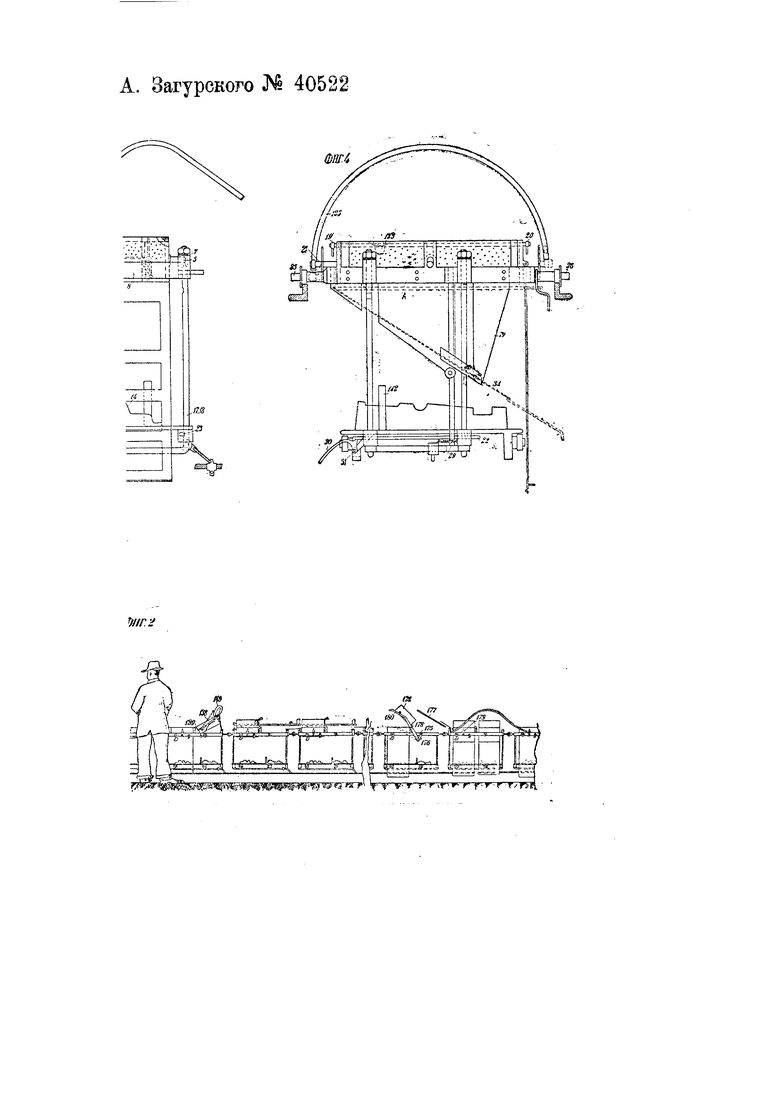
На чертеже фиг. 1 изображает общую схему устройства; фиг. 2-вид конвейера сбоку; фиг. 3-5-тележку в различных проекциях; фиг. 6, 6 - деталь устройства; фиг. 7 - 9 - приспособление для утрамбования формовочной земли; фиг. 10 и 11-механизм для непрерывной очистки лопастей; фиг. 12- схему распределения трамбовок по площади проходящих опок; фиг. 13 и 14 схему автоматического накладывания грузов на опоки.
Предлагаемое конвейерное формовочное устройство состоит из замкнутого ряда тележек А, снабженных каждая нижней / и верхней 2 опоками.
Нижняя опока 7 и верхняя 2 своими цапфами 3, 4, 5 лежат в подшипниках 6-7 рамы 8 таким образом, что опоки
(410)
могут быть перевернуты на 180°, как одно целое. Для накладывания верхней опоки на нижнюю опоки шарнирно соединены между собою. Соединяющим звеном является цапфа 4, конец которой изогнут в виде колена 9, в котором укреплен шарнир Ю. Последний проходит в ушки приливов 11 верхней опоки.
Модельная плита 12 с моделями 13 (для нижней опоки) и Н (для верхней опоки) находится внизу под опоками и только в момент формовки поднимается кверху по четырем направляющим J5, 16, 17 и 18.
Фиксирование положения опок в момент формовки производится защелками 19 и 20, запирающими шпиндель 21, ввернутый сбоку в нижнюю опоку.
Запирание модельной плиты в верхнем ее положении производится задвижками 23 и 24, входящими в пазы в направляющих 75-/5. Как только модельная плита поднимется в верхнее свое положение, задвижки под действием пружины 29 сдвинутся и модельная плита запирается. Отщелкивание производится помощью рычажка 30, отжимаемого книзу, установленным в соответствующем месте упором. Обе защелки соединены валиком 31 и действуют одновременно.
Тележки А движутся от общего троса конвейера, к которому присоединяются цепями или тросами.
Заслонка 34 от момента вставки шишек до выбивки опок находится под нижней опокой (фиг. 4) и удерживает землю от выпадения. В остальное время заслонка висит свободно. Во время выбивкн она служит направляющей доскою для ссыпающейся земли и в то же время прикрывает собою модель.
Выступающие концы шпинделей 35 и 36 тележки наезжают на концы установленных в соответствующем месте конвейера подъемных рычагов 37 и 38. Левые концы этих подъемных рычагов соединены между собою платформами 39 и 40, которые подходят под каточки 41 модельной плиты и поднимают плиту. На фиг. 2 видна лищь пара подъемных рычагов, другая пара находится с противоположной стороны конвейера; рычаги сидят на валах 45 и 46, проходящих под конвейером на противоположную сторону. Для обеспечения плотного соприкосновения модельной плиты и опоки модельная плита в верхнем своем положении поднимается на 4-5 мм выще и поднимает опоки. Поэтому подшипники имеют овальное отверстие. Рычаги с платформами 39, 40 установлены с правой и левой стороны конвейера.
После того, как произошло защелкивание модельной плиты, шпиндели левого конца подъемных рычагов 49 и 50 выскальзывают из-под шпинделей55 и 56 и платформы падают под собственной тяжестью в исходное положение. Удар при падении рычагов смягчается буферными пружинами 5/ или резиновыми подущками.
i3 неподвижно укрепленный сверху конвейера барабан 53 насыпается через отверстие 54 ликоподий. Внутри барабана вращается крылатка 55, непрерывно перемешивающая ликоподий. Ликоподий проходит в соответствующие отверстия через эластичный матерчатый рукав 57 и рассеивается над проходящими опоками. Правый конец рукава несколько длиннее левого и сд етает весь ликоподий с дощечек 58, закрывающих промежуточное расстояние между опоками. Кожух, имеющий П - образную форму, прикрывает проходящие опоки сверху и препятствует распылению ликоподия по бокам. Крылатка 55 вращается
посредством блочка. Вместо припудривания может быть применено разбрызгивание керосином. В этом случае механизм также не должен отличаться особой сложностью. Может быть применено подогревание моделей. Последнее было бы в конструкции автомата желательно, так как, помимо присыпки ликоподием, подогревапием можно заменить также необходимость в вибрирующем механизме. Автор имеет в виду мелкую землю, а не модельную, так как автомат, как обычно при работе с конвейером, предполагается, будет обходиться одной землею. Необходимость в предварительном пропускании части земли через мелкое круглое вращающееся сито 70 вызвано тем обстоятельством, что лишняя земля будет обратно убираться в бункер. Поскольку эта лишняя земля частично будет спрессована утрамбовывающими молоточками, то, чтобы эти крупные куски не попали случайно на модель, введено круглое сито 70. Процесс подачи земли происходит следующим образом. Приготовленная сепарированная земля подается обычным для конвейерных литейных способом из центральной земледелочной транспортером 62, находящимся под потолком. С транспортера 62 земля ссыпается в бункер 63. В случае переполнения бункера 65 подача земли в бункер автоматически выключается. Выключение не отличается от обычно практикующихся в таких случаях констрзкций, а именно - помощью заслонки 66. Под тяжестью земли заслонка отводится в самое крайнее положение, показанное на фиг. 2 пунктиром. При этом конец рычага 65, прикрепленный к валику заслонки 66, переводит ремень рабочего шкива на холостой щкив ведущего барабана транспортирующей решетки. Из бункера 63 земля подается звездочкою 67. При этом вращение звездочки связано с движением конвейера. Земля высыпается со звездочки через трубу 68 и падает на решетку 69. Больщая часть земли проваливается через решетку прямо в опоки, а часть отскакивает от полос решетки 69 и попадает в барабан 70 (круглое сито). Для увеличения производительности сита внутри него быстро вращается валик, покрытый стальною щеткою 71,
Валик очищает внутри стенки барабана и в то же время размельчает все крупные куски земли. Направления вращения барабана и валика противоположны. На валике 72 находится дополнительная наружная щетка 73 для непрерывной очистки наружной поверхности барабана. На фиг. 10-11 показан вариант механизма для ненрерывной очистки лопастей звездочки 67.
Последние жестко соединены широкими щестернями 74 vi 75 валиком 76 таким образом, что при вращении звездочки 67 щетки валика 76 заходят между ребрами валика 74. Но так как валику 74 одновременно сообщается качательное движение, то валик очищает звездочку. Вращение звездочки 67 сообщается цепью от звездочек 77, приводимых в движение от конвейера (фиг. 10-12).
Земля высыпается между пластинами решетки 69 и непосредственно ссыпается в проходящие опоки, причем от бокового высыпания она предохранена щитами, находящимися по бокам опок.
Утрамбовывание производится помощью падающих молоточков 80. Трамбовки 80 каждый в отдельности свободно сидят в отверстиях планок 81. Последние, в свою очередь, свободно опираются на концы качающихся от эксцентриков 83 пары рычагов 84, 85. Благодаря указанной конструкции степень опускания каждой трамбовки различна, а поднимание производится одновременно. Предполагается ориентировочно всего около тридцати штук трамбовок, число оборотов эксцентрика, или число ударов трамбовок 150-200 в минуту. Трамбовки у краев могут быть более тяжелыми, чем в середине.
На фиг. 7-9 изображено приспособление для предупреждения ударов трамбовок по краям опок и по дощечкам 58, закрывающими расстояние между опоками. Приспособление состоит из пары колес 87, 88, вращающихся по бокам конвейера. Окружная скорость их вращения должна соответствовать линейной скорости движения конвейера. Колеса 87, 88 вращаются через шестеренную передачу 89 от колеса 90. Последнее непрерывно поворачивается шпинделями роликов проходящих тележек.
Вращение колес 87, 88 так координировано, что сегменты 91-97 подходят к верхнему их положению одновременно с подходом под удары трамбовок свободного пространства между опоками. В этот момент падение пяанок 81 задерживается подходящими сегментами колес 87 и 88, чем и предупреждаются удары трамбовок. Чтобы не было защемления планок, к краям сегментов вследствие непрерывного движения сегментов к их боковым стенкам прикреплены пластинчатые пружины. Примерное распределение трамбовок по площади проходящих опок изображено на фиг. 12. Лишняя земля, насыпаемая из бункера Б опоки, снимается дощечкою 105. Если земли скапливается слишком много, то излишек высыпается через вырезы в щитах 78, 79 наружу конвейера и уносится обратно Б бункер ковшевым элеватором 106 (фиг. 2).
Сбоку конвейера установлены качающиеся рычаги 107 и 108, на вершине которых вмонтированы непрерывно работающие вибраторы ///, 112. Наклонная плоскость модельной плиты наезжает и соприкасается с наклонною плоскостью вибратора. Рычаги 107, 108 вращаются на бащмаках и удерживаются направляющими 114 и штырями 116, входящими в прорез башмаков. Профиль башмаков и направляющей должен быть так рассчитан, чтобы траектория, описываемая верхом рычага, приближалась к кривой, резко обрывающейся в конце. Тогда вибраторы будут сопровождать проходящие опоки, некоторое время сообщая необходимую вибрацию, после чего выскальзывают и оттягиваются к исходному положению пружинами 118. Пружины 120 являются буферными пружинами, смягчающими удар рычагов при возвращении их в исходное положение. Для того, чтобы вибрация не сообщалась соседним опокам, в местах соединений двух тележек могут быть применены кожаные прокладки. Кроме того, между местом опускания модельной плиты к установкой вибратора расстояние может быть соответственно увеличено.
Открепление модельной плиты достигается установкой в соответствующем месте упора, на который наезжает
защелка, удерживающая подмодельную плиту. При этом освободивщаяся модельная плита не падает, а ложится на плиты спускающего механизма.
Опускание модельной плиты-вынимание модели должно производиться чрезвычайно осторожно, что достигается следующим устройством (фиг. 2). От мотора 121 движение передается на шкив 722 опускающего механизма. Дальше передача идет через конические шестерни 723, 72 и через цепную муфту 725 на валу 725, с вала 126 через червячную передачу к сквозному валу 727. От вала 727 помощью кривощипов 725 производится в соответствующий момент опускание платформ, на которые ложится освобожденная модельная плита. Обычно плиты 129, 130 (по одной плите с каждой стороны конвейера) находятся в положении, показанном на фиг. 2. Когда защелка 23 наезжает на соответствующий упор и освобождает модельную плиту, одновременно шпиндель ролика тележки наезжает на конец рычага 146 включает обе половины сцепной муфты 725. Тогда кривошип 725 начинает вращаться и поднимает модельные плиты до верхнего уровня, благодаря чему опоки несколько приподнимаются выше и при опускании идут книзу вместе с плитами без толчков. Защелка 19 наезжает на плоскость и освобождает опоку.
Шпиндель, укрепленный сбоку нижней опоки и освобожденный упором от защелки 19, наезжает на спиральную направляющую 755.
Ролик 27, перевернувшись вместе с опоками на 180, защелкивается защелкою, которая сначала отжимается упором и после этого закрепляет опоки, перевернутые на 180°.
Свободно висящие заслонки 34 приподнимаются в их горизонтальное положение по направляющей. Заслонка 34 под нижнею опокою защелкивается защелками, соединенными между собою тягою под действием пружины. Защелка и пружины укреплены с краев тележки. Предварительно защелки отходят при этом вправо, давая выступающим концам заслонок пройти под уступы защелок. Отход защелок достигается тем, что конец их наезжает на упор, установленный в соответствующем месте кон вейера.
Заслонка под верхней опокой защелкивается защелками, укрепленными непосредственно на боковой стенке опоки (фиг. 6). Защелкивание происходит простым отодвиганием выходящего конца 756 заслонки из уступов 757.
Для накладывания верхней опоки каточек на щпинделе, прикрепленном к верхней опоке, наезжает на направляющую 755, что заставляет верхнюю опоку поворачиваться вокруг оси 759. После того, как каточек перейдет с направляющей 755 на направляющую 140, направляющая 755 под действием пластины-пружины отодвинется влево, занимая положение, показанное пунктиром. Тогда направляющая закрывает возможность самопроизвольному падению верхней опоки. После того, как она перевернулась на 90, каточек покатится по обратному профилю, и верхняя опока Опустится на нижнюю опоку. Если рассматривать накладывание опок не относительно оси 752, а относительно плоскости пола, то центр вращения верхней опоки будет находиться примерно в середине опоки, т. е. опока как бы перевертывается за ручки, прикрепленные к середине (фиг. 2).
Литник состоит из двух частей: из неподвижно укрепленной на подмодельной плите цилиндрической трубки 142, являющейся основанием литника, и подвижной конической воронки литника . В момент накладывания в.ерхней опоки на нижнюю коническая воропка литника откидывается под собственным весом. Вставка литника, следовательно, производится автоматически. Основание литника взято в виде пустотелой трубки для того, чтобы ссыпающаяся земля просыпалась в пустое отверстие, чтобы соприкосновение поверхности конической воронки и трубки было всегда чистым от земли.
По другому варианту (фиг. 13 и 14) плиты 154-156 подвешены к цепному элеватору, вращающемуся в плоскости движения конвейера вокруг блоков 759- 162. В нижней своей части плиты ложатся сверху на подходящие опоки, сопровождают их в момент заливки, после чего поднимаются. В виду того, чго
8 лЮмёйт накладывания плиты на опоки конвейер несколько опережает горизонтальное движение груза, плита присоединена к цепи помощью рычажка 163. Перед тем как плита опустится на опоку, направляющая 164, нажимая на щпиндель рычажка 163, приподнимает несколько плиту, с тем, чтобы в последующий момент сразу опустить плиту, давая ей возможность следовать на опоках, опережая немного цепь. Точно так же в момент поднимания плиты направляющая 765, 166 нажимает конец рычажка, заставляя груз сразу оторваться от опоки. Плита имеет несколько больщую ширину и длину, чем опоки с отверстиями против литника (фиг. 12). Пространство между плитами может быть закрыто дополнительными плитами, подвещенными к цени элеватора, чтобы расплескивающийся металл не мог попасть на модели. Груз и плиты должны иметь выступы по бокам в виде бортиков для лучшего удержания капель расплескивающегося металла. Вариант этот имеет еще то преимущество, что прн применении его устраняется необходимость в заслонках под верхнею опокою.
Накладывание нлит для предупреждения возможности поднимания опок в момент заливки заменено тем, что каточек верхней опоки в этот момент подходит под нажимающими на его рычагами 170 и /7/, нагруженными грузами /72, 173. Количество рычагов в их расположение может быть видоизменено. Рычаги грузов имеют выгиб. Каточек 174 сделан достаточно щироким, чтобы иметь возможность катиться одновременно под двумя рычагами.
Заливка производится обычным практикующимся способом. Чтобы увеличить скорость конвейера, заливка может производиться с движущихся платформ. Применение движущихся платформ в данном случае было бы особенно желательно.
Охлаждение производится также обычным практикующимся способом в конвейерных литейных. Для обеспечения больщей скорости охлаждения опоки сделаны таким образом, что чугунными являются лишь края опок, а стенки опок сделаны из мелко продырявленных тонких листов железа (фиг. 1).
Для выбивки опок бткндывают заслонку, В этот же момент хвост защелки наезжает на установленный в этом месте упор, и нижняя заслонка автоматически отщелкивается, занимает наклонное положение. Затем ударяют сверху и выбивают опоки. Выпадающая земля ссыпается по наклонной плоскости нижней заслонки. Боковые щиты не дают возможности высыпаться земле по бокам. Устройство выбивки аналогично существующему.
Перекрестно направленные сонла сжатого воздуха обметают тотчас же за выбивкой опоки и модельную плиту. Сопла работают непрерывно, поскольку движение конвейера непрерывное,
Механизм для автоматического откидывания верхней опоки изображен на фнг. 2. Механизм состоит из двуплечего рычага 180. Шпиндель тележки 775 наезжает на правый конец 176 рычага, благодаря чему левый конец рычага поднимает верхнюю опоку посредством каточка. Чтобы не было удара при опрокидывании опоки, откинутая опока скатывается по наклонной плоскости 777.
Отщелкивание нижней опоки происходит при наезжании конца защелки 779 на уступ 775.
Механизм возвратного перевертывания опок аналогичен механизму перевертывания. Спиральная дорога нмеет обратное направление. В момент перевертывания коническая воронка литника становится на свое место.
Защелкивание опок нроизводится аналогично вышесказанному.
Дополнительной обдувкой достигается более тщательная обдувка моделей и опок перед новою выбивг ою н некоторое охлаждение самих опок.
Предмет изобретения.
1. Конвейерное формовочное устройство, отличающееся тем, что оно состоит из замкнутого ряда тележек А, снабженных каждая нижней 7 и верхней 2 опоками, поворачивающимися совместно на цапфах 3, 4, 5 и связанных шарниром JO, под каковыми опоками расположена общая для обеих опок модельная плита 72, поднимающаяся по направляющим 75--18 и закрепляемая в верхнем положении задвижками 25,24,
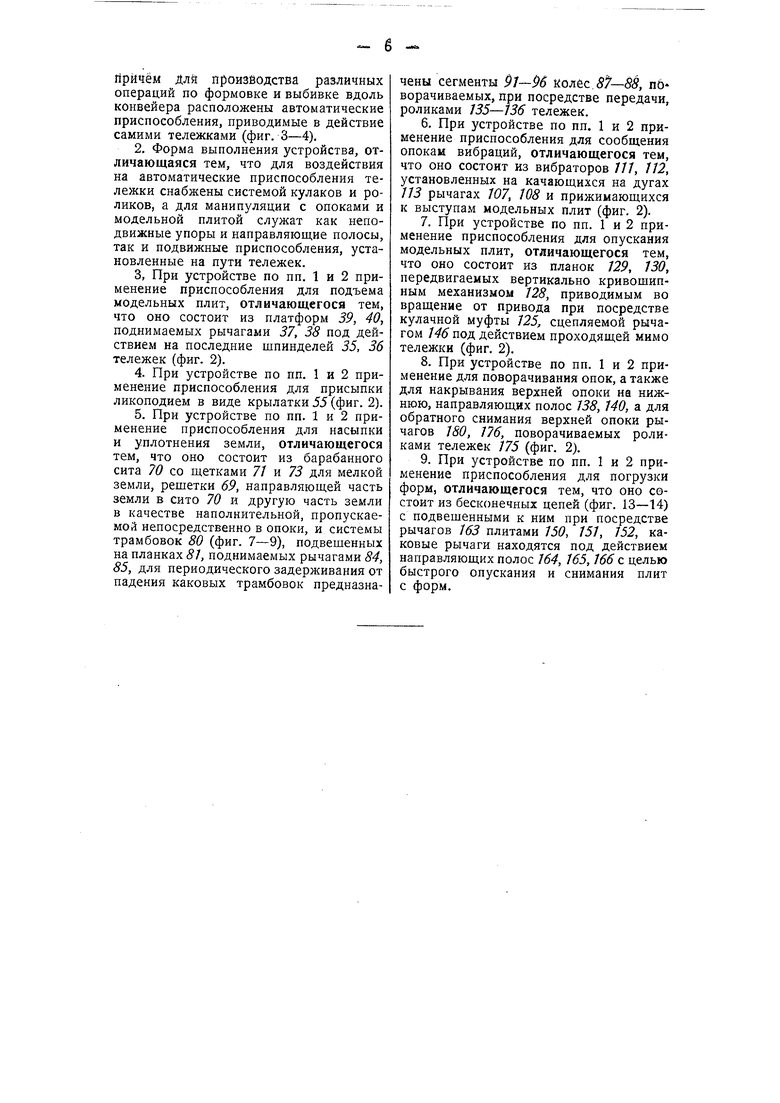
причём Для проиЗЁодства различных операций по формовке и выбивке вдоль конвейера расположены автоматические приспособления, приводимые в действие самими тележками (фиг. 3-4),
2.Форма выполнения устройства, отличающаяся тем, что для воздействия на автоматические приспособления тележки снабжены системой кулаков и роликов, а для манипуляции с опоками и модельной плитой служат как неподвижные упоры и направляющие полосы, так и подвижные приспособления, установленные на пути тележек.
3.При устройстве по пп. 1 и 2 применение приспособления для подъема модельных плит, отличающегося тем, что оно состоит из платформ 39, 40, поднимаемых рычагами 37, 38 под действием на последние шпинделей 35, 36 тележек (фиг. 2).
4.При устройстве по пп. 1 и 2 применение приспособления для присыпки ликоподием в виде крылатки 55 (фиг. 2).
5.При устройстве по пп. 1 и 2 применение приспособления для насыпки и уплотнения земли, отличающегося тем, что оно состоит из барабанного сита 70 со щетками 7/ и 73 для мелкой земли, решетки 69, направляющей часть земли в сито 70 и другую часть земли в качестве наполнительной, пропускаемой непосредственно в опоки, и системы трамбовок 80 (фиг. 7-9), подвешенных на планках /, поднимаемых рычагами 84, 85, для периодического задерживания от падения каковых трамбовок предназначены сегменты 91-96 колес,, поворачиваемых, при посредстве передачи, роликами 135-136 тележек.
6.При устройстве по пп. 1 и 2 применение приспособления для сообщения опокам вибраций, отличающегося тем, что оно состоит из вибраторов 7/7, 772, установленных на качающихся на дугах 775 рычагах 707, 108 и прижимающихся к выступам модельных плит (фиг. 2).
7.При устройстве по пп. 1 и 2 применение приспособления для опускания модельных плит, отличающегося тем, что оно состоит из планок 129, 130, передвигаемых вертикально кривошипным механизмом 128, приводимым во вращение от привода при посредстве кулачной муфты 725, сцепляемой рычагом 146 под действием проходящей мимо тележки (фиг. 2).
8.При устройстве по пп. 1 и 2 применение для поворачивания опок, а также для накрывания верхней опоки на нижнюю, направляющих полос 138, 140, а для обратного снимания верхней опоки рычагов JSO, 176, поворачиваемых роликами тележек 775 (фиг. 2).
9.При устройстве по пп. 1 и 2 применение приспособления для погрузки форм, отличающегося тем, что оно состоит из бесконечных цепей (фиг. 13-14) с подвешенными к ним при посредстве рычагов 163 плитами 150, 151, 152, каковые рычаги находятся под действием направляющих полос 164, 165,166 с целью быстрого опускания и снимания плит с форм.
ФПГ
гг г. . . , ,
ll,J I/ t -J ir-л ., :t 1 -f i i
Wnr.7
,Si W
ФК-.и фОГ.б
PiTH
ФШ8
л л . д I

| название | год | авторы | номер документа |
|---|---|---|---|
| Тростильная машина | 1928 |
|
SU12832A1 |
| УСТАНОВКА ДЛЯ МАССОВОЙ ОТЛИВКИ В ПОСТОЯННЫЕ ФОРМЫ | 1933 |
|
SU36613A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Вертикально замкнутый литейный конвейер | 1940 |
|
SU62571A1 |
| Машина для очистки тары | 1931 |
|
SU28197A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| МАШИНА ДЛЯ ДВУСТОРОННЕЙ ФОРМОВКИ РАДИАТОРОВ ДЛЯ ОТОПЛЕНИЯ И Т.П. ПРЕДМЕТОВ | 1926 |
|
SU4648A1 |
| Приспособление для управления паровым или воздушным молотом | 1932 |
|
SU32892A1 |
| Литейный вертикально-замкнутый конвейер с устройством для выбивки форм | 1957 |
|
SU117265A1 |
| Приспособление к аппаратам угарного и вигоневого прядения | 1928 |
|
SU12833A1 |
1«4к1
ФНГЗ
Фипо
ФНГ.Ё
О
г. Ее&нгуло8 . Ф. Алыпигулер
Тип. „Печатный Труд . Зак, 4060 -500
ФПГ.
Щ
,n.is