Для определения стойкости режущих инструментов, применяемых для холодной обработки металлов, весьма существенно знать температуру нагревания режущей кромки инструмента. Определение этой температуры производится на практике с помощью термопары, одним элементом которой является обрабатываемый предмет, а вторым-резец, и ее спаем-место снятия стружки; к холодным концам термопары присоединяются зажимы электроизмерительного прибора, показания которого, вообще говоря, пропорциояальны электродвижущей силе.
В предлагаемом изобретении используются две термопары-основная: режущий инструмент-обрабатываемый предмет и компенсирующая термопара, состоящая из тех же материалов, что и основная, спай которой помещается в электрическую печь; по температуре внутри печи определяют температуру режущей кромки инструмента.
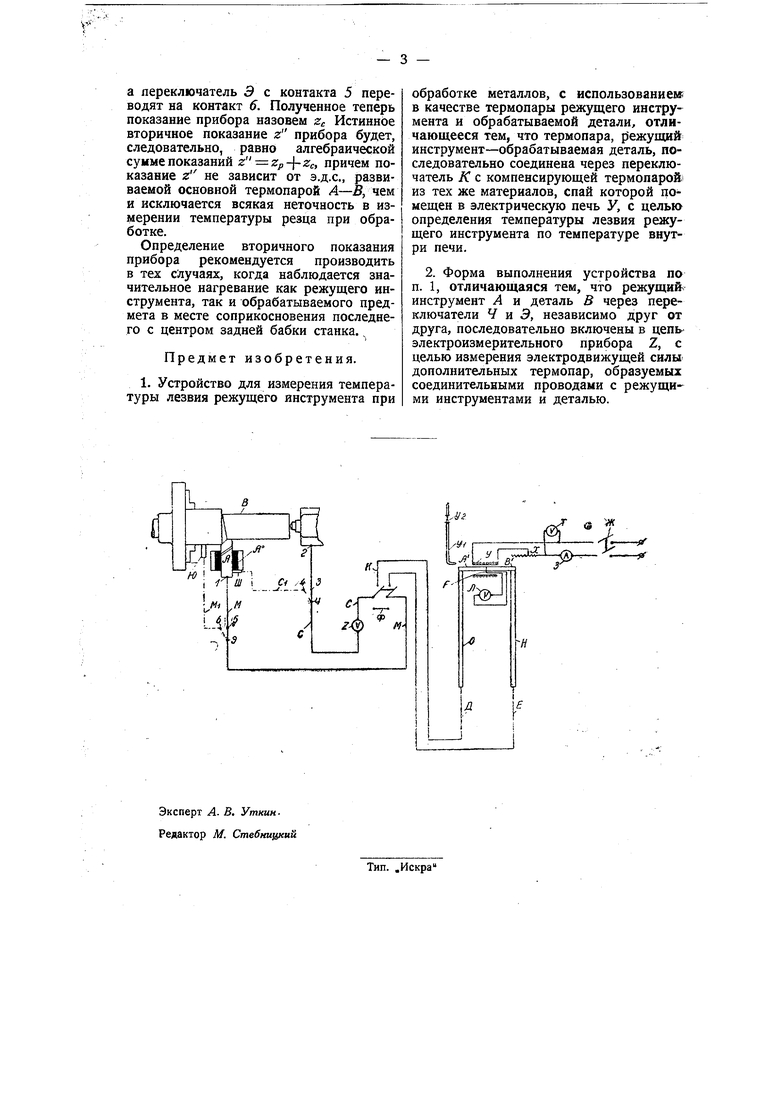
На чертеже представлено расположение деталей на станке и схема включе404
НИН термопар. Обрабатываемый предмет В и резец А токарного станка, изолированный от резцедержателя прокладками А°, составляют основную термопару. К холодному концу резца в точке 7 присоединен провод М, подведенный к переключателю К. В точке 2 присоединен второй провод С, также соединенный с переключателем /С, причем в эту цепь включен электроизмерительный прибор Z. Одна пара зажимов переключателя соединена коротким проводником Ф; к другой паре зажимов присоединены провода Д и Е, принадлежащие к системе компенсирующей термопары F. Компенсирующая термопара образуется из металлических элементов-А, соединенного с элементом О, и элемента В, соединенного с элементом Н, к концам которых присоединены соответственно провода Д и Е, причем обе пары металлических элементов, составляющих термопары, должны быть либо из одинакового материала, либо принадлежать к одному и тому же терморяду.
Спай термопары Г помещен в электрическую печь -У, нагревательный элемент которой присоединяется к сети посредством выключателя Ж. В цепь включены регулируемое сопротивление X для поддержания нужной температуры внутри печи, амперметр 3, вольтметр Т. С целью быстрого охлаждения, в случае надобности спая термопары, предусмотрен воздухопровод УЬ снабженный краном УЗ.
Для измерения электродвижущей силы побочных термопар, т.-е. термопар, образуемых резцом и соединительным проводом М в точке 7 и обрабатываемой деталью и станком с соединительным проводом С в точке 2, в провода М и С включены переключатели Э а Ч.
При переводе переключателей в положения присоединяются временные провода MI и Ci, соединенные через контакты Ю и Ш соответственно с обрабатываемым предметом В и резцом А. Устройством пользуются следующим образом.
При обработке металлического предмета В из какой-либо стали резцом А, изолированным от резцедержателя, основная термопара А-В создает электродвижущую силу. Если переключатель включен на короткий проводник Ф, то показания электроизмерительного прибора Z будут пропорциональны электродвижущей силе термопары А-В. Обозначим через z показания электроизме-. рительного прибора, соответствующие определенным условиям, затем, дав установиться режиму резания, остановим станок при врезанном резце; тогда показание прибора быстро изменится, назовем это показание-2г. В случае, если станок до обработки данного предмета не нагревается, то вторичное показание z равно обычно нулю. Это вторичное показание z прибора пропорционально э.д.с. действующих в цепи А, /, М, Ф, К, X, С, 2, В, Л-термопар. Это утверждение с теоретической точки зрения не совсем точно, но практически является достаточно точным. Поэтому истинное показание z термопары. А-В, будет равно прибора -г.
Далее, не останавливая станок, переставляем переключатель К на соединительные провода Д и и включаем
печь у. Спай термопары F нагревается до такой температуры, при которой показания прибора Z были бы равны сумме показаний z -{- z если направление э.д.с. термопары F, совпадает с э.д.с. основной термопары А-В. Если направление Э.Д.С.- термопары F не совпадает с направлением э.д.с. термопары А-В, то показания прибора должны быть равны г. Если станок остановлен, то термопара должна давать показание прибора, равное Z. Отсчет температуры резания производится по прибору Л, соединенному со спаями термопары; таким образом отсчет температуры резания поэтому прибору производится в работе и не требует предварительной градуировки.
Устройство может быть с большим удобством применено и для градуировки основной термопары и в нерабочем состоянии, дает возможность учесть добавочные сопротивления во вращающихся частях станка, увеличивающихся с нагревом последнего, дает возможность непосредственного измерения температуры резания любого металлического предмета главным образом из стали, чугуна и сплавов меди и на любом металлообрабатывающем станке (токарном, сверлильном, фрезерном, строгальном и т. п.).
Для получения вторичного показания z, не останавливая хода станка, стержень Ш соединяют с холодным концом резца А. Затем переключатель переводят с контакта 5 на контакт 4 причем переключатель К включен на проводник Ф, и следовательно, прибор Z включен в цепь, состоящую из элементов: А, 1, М, 5, Э, Л, Ф, К, Z, С, Ч, 4, С, Я/, А, показания последнего пропорциональны э.д.с. термопары резца А и провода С со спаем в точке /. Это показание практически может оказаться значительным, в случае сильного нагрева резца А и неподходящих термоэлитических свойств провода М, если-же подобрать материал провода М, из того же терморяда, что и материал резца А, термопара не создается. Назовем показание прибора в данном случае через Zp. Останавливая далее станок, соединяют стержень Ю с изделием, переводят переключатель 4 с контакта 4 на контакт ,.
а переключатель Э с контакта 5 переводят на контакт 6, Полученное теперь показание прибора назовем Zc Истинное вторичное показание z прибора будет, следовательно, равно алгебраической сумме показаний z , причем показание г не зависит от э.д.с., развиваемой основной термопарой А-Д чем и исключается всякая неточность в измерении температуры резца при обработке.
Определение вторичного показания прибора рекомендуется производить в тех случаях, когда наблюдается значительное нагревание как режущего инструмента, так и обрабатываемого предмета в месте соприкосновения последнего с центром задней бабки станка.,
Предмет изобретения.
1. Устройство для измерения температуры лезвия режущего инструмента при
обработке металлов, с использованием; в качестве термопары режущего инструмента и обрабатываемой детали, отличающееся тем, что термопара, режущий инструмент-обрабатываемая деталь, последовательно соединена через переключатель К с компенсирующей термопарой из тех же материалов, спай которой помещен в электрическую печь У, с целью определения температуры лезвия режущего инструмента по температуре внутри печи.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что режущий инструмент А и деталь В через переключатели Ч и Э, независимо друг от друга, последовательно включены в цепь электроизмерительного прибора Z, с целью измерения электродвижущей силы дополнительных термопар, образуемых соединительными проводами с режущими инструментами и деталью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения температуры лезвия режущего инструмента при обработке металлов | 1940 |
|
SU61402A1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| К БИБЛИОТЕК?* | 1972 |
|
SU350590A1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ПРИ РЕЗАНИИ МЕТАЛЛОВ | 1932 |
|
SU33788A1 |
| Способ измерения температурных и силовых параметров в процессе резания при точении | 2022 |
|
RU2796970C1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| СПОСОБ УПРАВЛЕНИЯ СТОЙКОСТЬЮ РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2215616C2 |

