Изобретение относится к области механической обработки материалов, а именно к способам исследования температурного состояния процесса резания и может быть использовано для определения зависимости между термоэлектродвижущей силой (ТЭДС) и температурой, возникающей при точении.
Известен способ тарирования естественной термопары для измерения температуры в зоне резания (А.с. СССР №1404185, В23В 25/06, опубл. 1988, бюл. №23. Аналог), который осуществляется в процессе обработки образца, состоящего из дисков. На торцовые поверхности дисков наносят термоиндикаторные краски, собирают диски в блок, производят процесс точения, определяют значение термо-ЭДС и температуры в процессе резания заготовки инструментом, а по полученным данным строят тарировочный график.
В представленном способе измерение температуры производится не в режущей части инструмента, а в обрабатываемом материале по одной конкретной известной температуре перехода (изменению цвета) для термоиндикаторной краски, для чего требуется тщательный подбор ее марки, при этом фиксируется только максимальная температура процесса. Фиксация же изменения температурного состояния режущей части инструмента в процессе резания данным способом невозможна.
Известен способ тарирования естественной термопары деталь-резец (А.с. СССР №350590, В23В 25/06, опубл. 1972, бюл. №27. Аналог), заключающийся в том, что на станок устанавливают два одинаковых образца, которые обрабатывают двумя идентичными резцами, один из которых представляет собой естественную термопару деталь-резец, а другой выполняют разъемным в плоскости, перпендикулярной оси вращения детали. На плоскость разъема наносят пленку из легкоплавкого металла, по зонам оплавления которого в процессе резания судят о температуре резания, тарируя по ней термопару деталь-резец.
Известный способ также имеет значительную трудоемкость, так как для установления функции распределения температур в режущей части инструмента необходимо многократно повторять опыт для получения каждой точки тарировочного графика, а именно периодически снимать инструмент со станка, разбирать его и фиксировать под микроскопом зону оплавления, в связи с чем получение данных изменения температурного состояния режущей части инструмента в процессе резания существенно затруднено. При этом погрешность измерения температуры в зоне резания значительная, так как для построения поля изотерм требуется в каждом опыте наносить слои легкоплавкого металла с иной температурой плавления.
Известен способ тарирования естественной термопары резец-деталь (А.с. СССР №1171218, В23В 25/06, опубл. 1985, бюл. №29. Аналог), при котором осуществляют нагрев и последующее охлаждение зоны контакта образцов материалов детали и резца, при охлаждении, с помощью контрольной термопары измеряют температуру образцов и фиксируют при этом значения термо-ЭДС, по которым строят тарировочный график. Для реализации данного способа в качестве образцов используют резец и корень стружки, полученный при предварительной обработке детали, причем в корне стружки в зоне его контакта с резцом выполняют отверстие, в котором при тарировании размещают контрольную термопару, дополнительно измеряют температуру и термо-ЭДС при нагреве образцов, а тарировочный график строят по средним значениям термо-ЭДС, полученным при нагреве и охлаждении.
Представленный способ имеет следующие недостатки:
1. При получении образца из обрабатываемого материала (корень стружки), необходимо использовать дополнительное приспособление, также в процессе резания адгезия между обрабатываемым материалом (сталь 45) и инструментальным материалом (твердый сплав) слабо проявляется ввиду значительной разнородности материалов, в связи с чем проблематично получить прочное сцепление инструмента со стружкой.
2. Для размещения спая контрольной термопары необходимо изготовить отверстие, однако из-за малой площади контакта инструмента со стружкой, процесс сверления может привести к отрыву корня стружки от инструментальной основы, также необходимо обеспечить достаточную плотность прилегания спая контрольной термопары к стенкам инструментального и обрабатываемого материала, однако в описании изобретения отсутствуют рекомендации по способу крепления спая в отверстии, недостаточная плотность прилегания которого может привести к погрешности измерения.
3. Использование в качестве среды нагрева расплавленного алюминиевого сплава, который является токопроводящим (как и тигель), может привести к возникновению дополнительных паразитных термо-ЭДС, при использовании же сред, не проводящих электричество, проблематично достичь высоких температур нагрева, что ограничивает применение данного способа.
4. Поскольку процесс тарирования осуществляется при высоких температурах, необходимо применить термостойкое изоляционное покрытие, в результате чего необходимо дополнительно производить изоляцию корня стружки и спая контрольной термопары от среды, что также вызывает трудности, связанные с изготовлением изолирующей обмазки.
Известен способ тарирования естественной термопары резец-деталь (Патент РФ №2734315, B23Q 17/09, В23В 25/06, опубл. 15.10.2020, бюл. №29. Прототип).
Способ включает нагрев зоны контакта металлической заготовки и металлорежущей пластины, в отверстии которой размещают спай контрольной термопары, электрически изолированной от резцедержателя и связанный с мультиметром, которым регистрируют температуру, при этом с помощью милливольтметра регистрируют возникающую термо-ЭДС между заготовкой и металлорежущей пластиной, а на основании зарегистрированных температуры и термо-ЭДС строят тарировочный график естественной термопары резец-деталь. Провода, с помощью которых милливольтметр подключают к токосъемнику, электрически соединенному с заготовкой, и к державке металлорежущей пластины, размещают в емкости со льдом, а нагрев зоны контакта осуществляют с помощью газовой горелки с ограждением нагреваемой зоны огнеупорными теплоизолирующими прокладками. Использование изобретения позволяет повысить точность тарирования естественной термопары резец-деталь для процесса точения.
Представленный способ имеет следующие недостатки:
1. В процессе нагрева перегородки - II большая часть тепла уходит в заготовку, в связи с чем проблематично обеспечить необходимую температуру нагрева металлической заготовки, в области контакта с металлорежущей пластиной.
2. Отсутствие возможности применения в качестве нагревательного элемента газовой горелки, работающей на смеси пропан/бутан и воздуха, т.к. в вертикальном положении и замкнутом пространстве доступ воздуха ограничивается, содержащего в свою очередь кислород, необходимый для процесса горения. Применение же газовой горелки, работающей на смеси, состоящей из ацетилена и кислорода, приводит к дополнительным затратам на оборудование. Также отсутствует возможность плавного регулирования температуры нагрева.
3. Для стабильной работы естественной термопары, «холодный» спай должен быть погружен в емкость с тающим льдом, однако в прототипе, в качестве «холодного» спая выступает сам милливольтметр, а в емкости с тающим льдом располагаются электропровода, изготовленные из инструментального и обрабатываемого материалов. При такой схеме, нестабильная комнатная температура будет создавать погрешность измерения термо-ЭДС.
Техническим результатом изобретения является повышение точности тарирования естественной термопары резец-деталь для процесса точения.
Это достигается тем, что способ тарирования естественной термопары резец-деталь, включающий использование детали с выполненными на ее обоих концах цапфами и с противоположно расположенными друг относительно друга на ее боковой поверхности пазами, в которых выполнены перегородки, при этом упомянутую деталь посредством цапф устанавливают электрически изолировано в патрон и вращающийся центр токарного станка с возможностью упирания в нее металлорежущей пластины резца со стороны одной из перегородок, а в другую перегородку через фторопластовую прокладку упирают распорный винт для создания заданного давления между деталью и металлорежущей пластиной и осуществляют нагрев зоны контакта металлической детали и металлорежущей пластины резца, в отверстии которой размещают спай контрольной термопары, электрически изолированный от резцедержателя и связанный с мультиметром для регистрации температуры, при этом нагреваемую зону ограждают огнеупорными теплоизолирующими прокладками и регистрируют возникающую термо-ЭДС между деталью и металлорежущей пластиной с помощью милливольтметра, соединенного соответствующими электропроводами, в том числе, размещенными в емкости со льдом, с резцедержателем и с токосъемником, электрически соединенным с деталью, а на основании зарегистрированных температуры и термо-ЭДС строят тарировочный график естественной термопары резец-деталь, при этом, упомянутое упирание металлорежущей пластины в деталь осуществляют посредством упора пластины в перемычку, выполненную из того же материала, что и металлическая деталь, расположенную под упомянутой одной из перегородок и связанную с деталью при помощи выполненной в перемычке шпильки диаметром 2 мм с обеспечением электрического контакта металлической детали и перемычки, причем перемычку теплоизолируют от металлической детали при помощи огнеупорных теплоизолирующих прокладок, при этом электропровод, соединяющий милливольтметр для измерения термо-ЭДС с токосъемником, выполняют из двух частей, одну из которых, связанную с токосъемником, выполняют из материала детали, другую, связанную с милливольтметром, выполняют из инструментального материала, а спай, образованный соединением упомянутых частей размещают в емкости со льдом, причем для упомянутого нагрева зоны контакта используют тепловоздушную станцию, состоящую из нагревателя воздуха с расположенными на конце соплом и блока регулировки нагревателя воздуха, при помощи которого регулируют температуру нагрева упомянутой перемычки.
Изобретение представлено на чертежах:
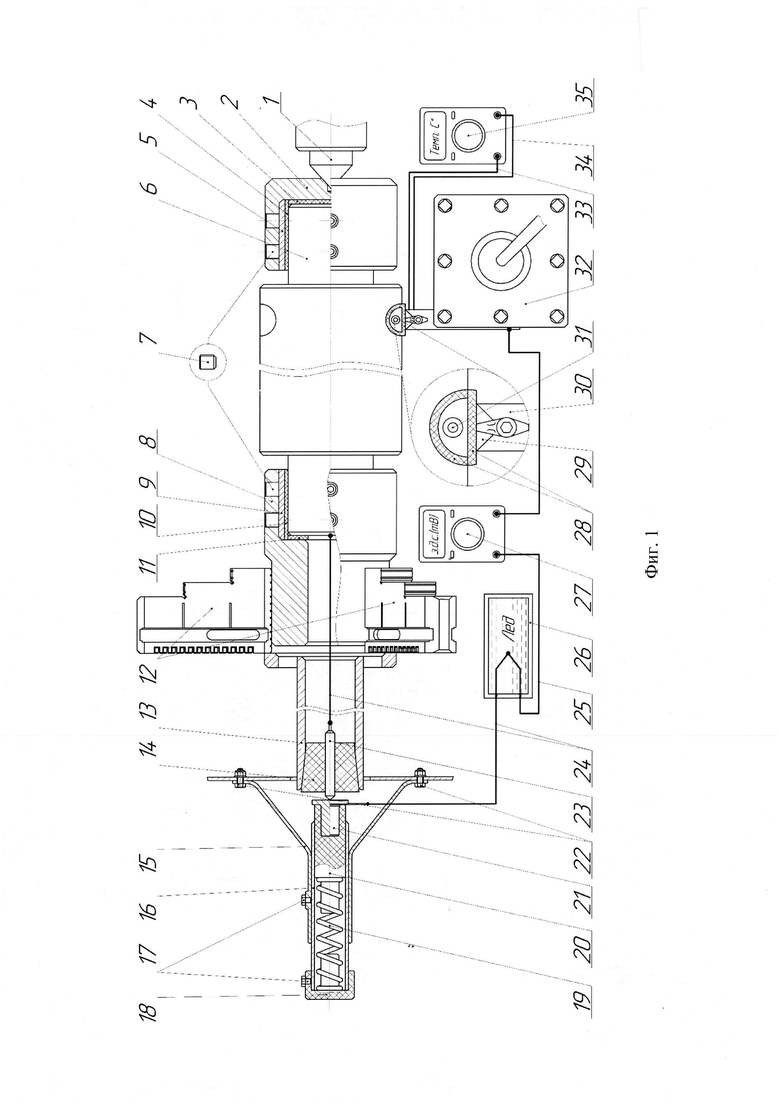
Фиг. 1 - конструктивная схема способа тарирования естественной термопары резец-деталь.
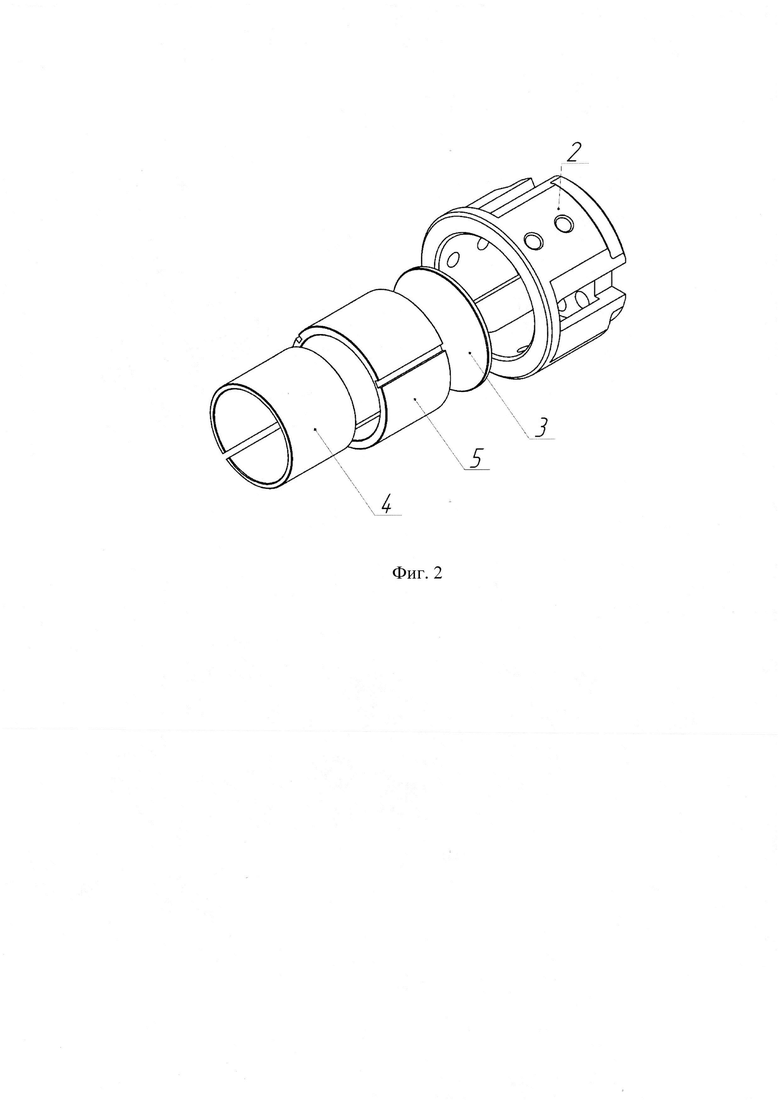
Фиг. 2 - изометрическая проекция металлического стакана, эбонитовой прокладки, разрезной эбонитовой втулки и разрезной металлической втулки.
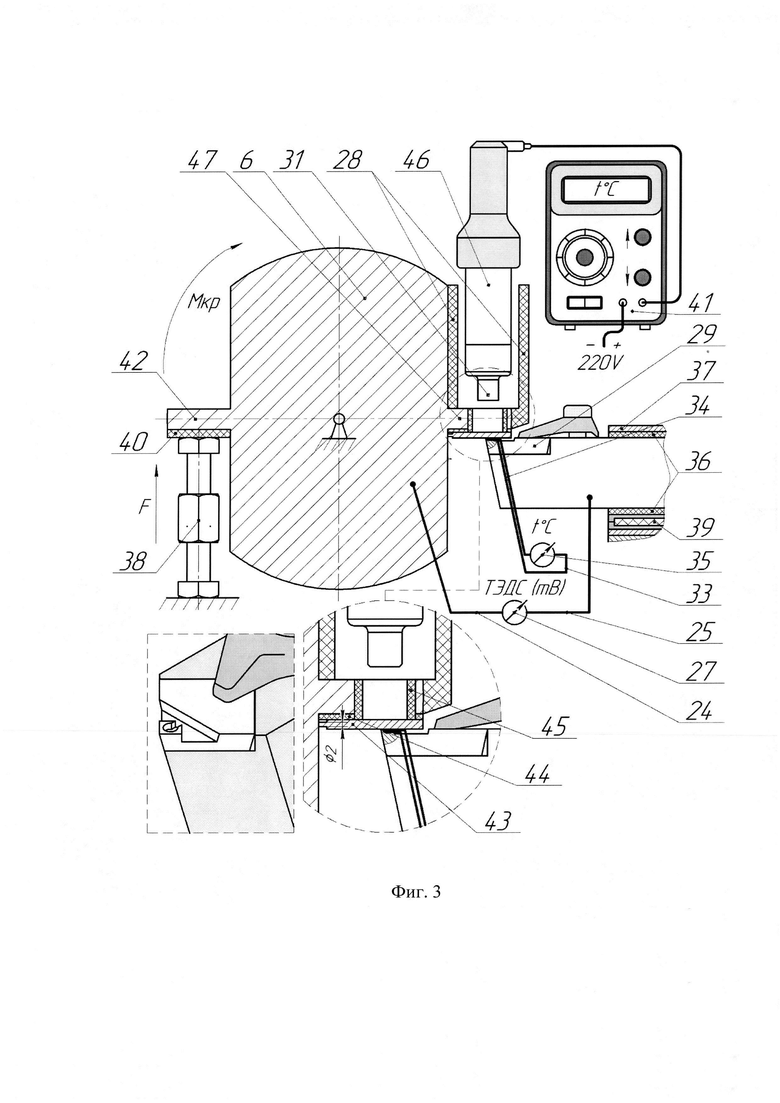
Фиг. 3 - вид сбоку металлической детали, металлорежущей пластины и державки.
Для осуществления способа тарирования естественной термопары резец-деталь используются: вращающийся центр 1, металлические стаканы 2,8, эбонитовые прокладки 3,11, разрезные эбонитовые втулки 4,10, разрезные металлические втулки 5,9, металлическую деталь 6, прижимные винты 7, кулачки токарного патрона 12, шпиндель токарного станка 13, эбонитовую коническую втулку 14, стойку 15, направляющую втулку 16, установочные винты 17, упорную втулку 18, пружину 19, эбонитовую направляющую 20, металлический упор 21, фиксирующие винты 22, металлический стержень 23, электропровода 24, 25, емкость со льдом 26, милливольтметр 27, огнеупорные теплоизолирующие прокладки 28, 44, 45, металлорежущую пластину 29, державку 30, сопло 31, резцедержатель 32, электропровод (хромель) 33, электропровод (копель) 34, мультиметр 35, эбонитовые пластины 36, металлическую пластину 37, распорный винт 38, тензодатчик 39, фторопластовую прокладку 40, блок регулировки нагревателя воздуха 41, перегородки 42, 47, перемычку 43, нагреватель воздуха 46.
Способ осуществляется следующим образом. Металлическая деталь 6 во избежание возникновения паразитных термо-ЭДС, изолируется от токарного станка (на чертежах не указан) при помощи эбонитовых прокладок 3,11, разрезных эбонитовых втулок 4,10, разрезных металлических втулок 5,9, и металлических стаканов 2,8, которые фиксируется в металлической детали 6 при помощи прижимных винтов 7, далее металлическая деталь 6 устанавливается в токарном патроне и зажимается кулачками токарного патрона 12 которые контактируют с металлическим стаканом 8, затем металлическую деталь 6 дополнительно фиксируют вращающимся центром 1, который контактирует с металлическим стаканом 2 содержащим центровочное отверстие. В отверстии шпинделя токарного станка 13 расположена эбонитовая коническая втулка 14 с металлическим стержнем 23 который соединен с металлической деталью 6 при помощи электропровода 24 изготовленного из обрабатываемого материала. Для передачи электрического сигнала от металлической детали 6 к милливольтметру 27, на корпусе токарного станка, при помощи фиксирующих винтов 22 установлен токосъемник, содержащий стойку 15, направляющую втулку 16 с упорной втулкой 18, которые зафиксированы при помощи установочных винтов 17. Для постоянного электрического контакта между токосъемником и металлическим стержнем 23, в направляющей втулке 16 установлена пружина 19, соединенная с эбонитовой направляющей 20 и металлическим упором 21 расположенным на торце, к которому припаян электропровод 24. Металлический упор 21, так же как и металлический стержень 23 изготовлен из обрабатываемого материала. В свою очередь металлорежущую пластину 29 вместе с державкой 30 изолируют от резцедержателя 32 при помощи эбонитовых пластин 36, а во избежание повреждения эбонитовых пластин 36 при закреплении державки 30 предусмотрена дополнительная металлическая пластина 37. Для исключения влияния паразитных термо-ЭДС, державка 30 изготовлена из того же материала что и металлорежущая пластина 29, вместе с тем к державке 30 припаян электропровод 25, также изготовленный из инструментального материала. Электропровод 25, изготовленный из инструментального материала, соединен с милливольтметром 27. В металлической детали 6 имеются пазы с перегородками 42,47, которые расположены противоположно друг другу.
Первая перегородка 42 служит в качестве упора для создания крутящего момента и соответственно давления в контактной зоне перемычки 43 и металлорежущей пластины 29. Для снижения тепловых потерь при нагреве, конструкция содержит специальную перемычку 43, контактирующую с металлической деталью 6 через шпильку, диаметром 2 мм, также перемычка 43 расположенная под второй перегородкой 47, контактирует с металлорежущей пластиной 29 и расположенным в отверстии спаем контрольной термопары. Дополнительно для снижения тепловых потерь, обеспечена теплоизоляция перемычки 43 при помощи огнеупорных теплоизолирующих прокладок 44, 45.
Крутящий момент создается при помощи распорного винта 38, при этом, для предотвращения электрического контакта между распорным винтом 38 и металлической деталью 6, предусмотрена фторопластовая прокладка 40. Для контроля давления между перемычкой 43 и металлорежущей пластиной 29 предусмотрен тензодатчик 39, который расположен между основанием резцедержателя 32 и державкой 30.
В процессе резания металлорежущая пластина 29 контактирует с металлической деталью 6 по определенной площади, поэтому для максимального приближения к условиям резания, в металлорежущей пластине 29 изготовлен выступ (островок) с углублением по центру для размещения спая контрольной термопары, образованного электропроводом (хромель) 33 и электропроводом (копель) 34.
При обеспечении электрического контакта между металлической деталью 6, перемычкой 43 и металлорежущей пластиной 29 с расположенным в ней спаем контрольной термопары, производится нагрев перемычки 43 при помощи тепловоздушной станции, состоящей из блока регулировки нагревателя воздуха 41, нагревателя воздуха 46 с установленным на конце соплом 31. При помощи блока регулировки нагревателя воздуха 41 обеспечивается регулировка температуры нагрева перемычки 43 в широком диапазоне с высокой точностью.
Во избежание рассеивания нагретого воздушного потока и дополнительного нагрева металлической детали 6, использованы огнеупорные теплоизолирующие прокладки 28. Электрический контакт перемычки 43 и металлорежущей пластины 29 является горячим спаем, температура которого регулируется при помощи блока регулировки нагревателя воздуха 41, температура же холодного спая поддерживается постоянной при помощи емкости со льдом 26, в которую погружен спай, образованный электропроводом 24, изготовленным из обрабатываемого материала и электропроводом 25, изготовленным из инструментального материала.
При нагреве контакта перемычки 43 и металлорежущей пластины 29, на свободных концах естественной термопары возникает термо-ЭДС, регистрация которой осуществляется при помощи милливольтметра 27, соединенного с электропроводом 25, а регистрация температуры производится при помощи мультиметра 35. Далее строится тарировочный график.
Способ может быть осуществлен следующим образом: на обоих концах металлической детали имеются цапфы, диаметр которых равен диаметру внутреннего отверстия разрезных эбонитовых втулок. На цапфы устанавливаются разрезные эбонитовые втулки, разрезные металлические втулки, металлические стаканы с прижимными винтами и эбонитовыми прокладками. Металлическая деталь с металлическими стаканами, на одном конце фиксируется при помощи кулачков токарного патрона, на другом поджимается вращающимся центром. Металлическая деталь соединяется с металлическим стержнем, расположенным в эбонитовой конической втулке при помощи электропровода, изготовленного из обрабатываемого материала. Передача термо-ЭДС от металлического стержня к милливольтметру, производится при помощи токосъемника, состоящего из стойки, в которой расположена направляющая втулка и упорная втулка, закрепленные установочными винтами, также в направляющей втулке установлена пружина и эбонитовая направляющая с металлическим упором, на торце. Стойка в свою очередь закреплена на корпусе токарного станка при помощи фиксирующих винтов.
Также, при помощи диэлектрических прокладок и защитной металлической прокладки изолируется державка от резцедержателя, электрический контакт с милливольтметром которой обеспечивается при помощи электропровода, изготовленного из того же материала что и режущий инструмент. В металлической детали имеются пазы с перегородками, которые расположены противоположно друг другу. Всего перегородки две, первая перегородка образует упор, контактирующий с распорным винтом при помощи которого в свою очередь создается крутящий момент на металлической детали, а вторая контактирует с перемычкой, которая в свою очередь контактирует с металлорежущей пластиной и подвергается нагреву нагревателем воздуха.
С целью предотвращения электрического контакта между распорным винтом и металлической деталью, предусмотрена фторопластовая прокладка. Контроль давления между перемычкой и металлорежущей пластиной производится при помощи тензодатчика, расположенного между основанием резцедержателя и державкой. При обеспечении необходимого электрического контакта между перемычкой, контактирующей в свою очередь с металлической деталью и металлорежущей пластиной с расположенным в ней спаем контрольной термопары, производится нагрев упомянутой перемычки при помощи тепловоздушной станции, содержащей нагреватель воздуха с установленным соплом и блок регулировки нагревателя воздуха, обеспечивающего регулировку температуры нагрева в широком диапазоне. Во избежание рассеивания нагретого воздуха и дополнительного нагрева металлической детали, применяются огнеупорные теплоизолирующие прокладки. Контакт перемычки и металлорежущей пластины является горячим спаем, температура которого регулируется в при помощи блока регулировки нагревателя воздуха, температура же холодного спая поддерживается постоянной при помощи емкости со льдом, в которую погружен спай, образованный электропроводом из обрабатываемого материала и электропроводом из инструментального материала. При нагреве контакта перемычки и металлорежущей пластины на свободных концах естественной термопары возникает термо-ЭДС, регистрация значений которой производится при помощи милливольтметра, соединенного с электропроводом из инструментального материала, а регистрация температуры производится при помощи мультиметра, спай термопары (электропровод (хромель) и электропровод (копель)) которого, расположен в отверстии металлорежущей пластины. Далее по мере нагрева перемычки и металлорежущей пластины, сопоставляя показания милливольтметра и мультиметра, строится тарировочный график.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Способ измерения температурных и силовых параметров в процессе резания при точении | 2022 |
|
RU2796970C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Способ измерения термо-ЭДС при сверлении | 2021 |
|
RU2761400C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2796967C1 |
Изобретение относится к области механической обработки материалов и может быть использовано для определения зависимости между термоэлектродвижущей силой (термо-ЭДС) и температурой, возникающей при точении, то есть для тарирования естественной термопары резец-деталь. Способ включает нагрев зоны контакта перемычки, расположенной на детале, и металлорежущей пластины, в отверстии которой размещают спай контрольной термопары, электрически изолированной от резцедержателя и связанный с мультиметром, которым регистрируют температуру, при этом с помощью милливольтметра регистрируют возникающую термо-ЭДС между деталью и металлорежущей пластиной, а на основании зарегистрированных температуры и термо-ЭДС строят тарировочный график естественной термопары резец-деталь. При этом перемычка контактирует с деталью через шпильку с диаметром 2 мм, а электропровод, с помощью которого милливольтметр подключают к державке металлорежущей пластины, и электропровод, соединенный через токосъемник с деталью, образуют спай, который размещают в емкости со льдом. Нагрев зоны контакта перемычки и металлорежущей пластины осуществляют при помощи нагревателя воздуха с ограждением нагреваемой зоны огнеупорными теплоизолирующими прокладками. Использование изобретения позволяет повысить точность тарирования естественной термопары резец-деталь для процесса точения. 3 ил.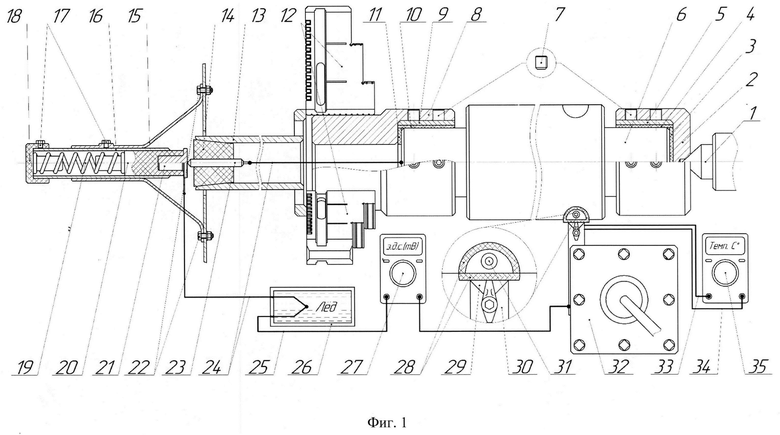
Способ тарирования естественной термопары резец-деталь, включающий использование детали с выполненными на ее обоих концах цапфами и с противоположно расположенными друг относительно друга на ее боковой поверхности пазами, в которых выполнены перегородки, при этом упомянутую деталь посредством цапф устанавливают электрически изолировано в патрон и вращающийся центр токарного станка с возможностью упирания в нее металлорежущей пластины резца со стороны одной из перегородок, а в другую перегородку через фторопластовую прокладку упирают распорный винт для создания заданного давления между деталью и металлорежущей пластиной и осуществляют нагрев зоны контакта металлической детали и металлорежущей пластины резца, в отверстии которой размещают спай контрольной термопары, электрически изолированный от резцедержателя и связанный с мультиметром для регистрации температуры, при этом нагреваемую зону ограждают огнеупорными теплоизолирующими прокладками и регистрируют возникающую термо-ЭДС между деталью и металлорежущей пластиной с помощью милливольтметра, соединенного соответствующими электропроводами, в том числе, размещенными в емкости со льдом, с резцедержателем и с токосъемником, электрически соединенным с деталью, а на основании зарегистрированных температуры и термо-ЭДС строят тарировочный график естественной термопары резец-деталь, отличающийся тем, что упомянутое упирание металлорежущей пластины в деталь осуществляют посредством упора пластины в перемычку, выполненную из того же материала, что и металлическая деталь, расположенную под упомянутой одной из перегородок и связанную с деталью при помощи выполненной в перемычке шпильки диаметром 2 мм с обеспечением электрического контакта металлической детали и перемычки, причем перемычку теплоизолируют от металлической детали при помощи огнеупорных теплоизолирующих прокладок, при этом электропровод, соединяющий милливольтметр для измерения термо-ЭДС с токосъемником, выполняют из двух частей, одну из которых, связанную с токосъемником, выполняют из материала детали, другую, связанную с милливольтметром, выполняют из инструментального материала, а спай, образованный соединением упомянутых частей размещают в емкости со льдом, причем для упомянутого нагрева зоны контакта используют тепловоздушную станцию, состоящую из нагревателя воздуха с расположенным на конце соплом и блока регулировки нагревателя воздуха, при помощи которого регулируют температуру нагрева упомянутой перемычки.
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| СПОСОБ ТАРИРОВАНИЯ ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ В ПРОЦЕССЕ ВРЕЗАНИЯ | 2012 |
|
RU2505380C1 |
| Способ тарирования естественной термопары резец-деталь | 1984 |
|
SU1171218A1 |
| Способ тарирования естественной термопары для измерения температуры в зоне резания | 1986 |
|
SU1404185A1 |
| Способ тарирования естественной термопары деталь-резец | 1986 |
|
SU1364437A1 |
| Устройство автоподстройки частоты | 1985 |
|
SU1334371A1 |
| CN 105751008 B, 27.10.2017. | |||

