Набивные тигли изготовляют иоелоТпюй набивкой О1иеуиорной массы на установке, еоетоящей из двух металлических, жестко закреиленных шаблонов, ири номощи ииевмотрамбовки тииа ТР-1 с набором трамбовочных бойков различной формы. После набивки огнеупорную массу иросушивают при темиературе 20-50°С в течение 24 час. Окончательную сушку тигля производят через шаблон газовой горе«1кой в течение 8 час.
Массу снекают и онлавляют внутренние стенки расплавлением внутреннего металлического шаблона и промывной плавкой, или разогревом графитового шаблона с последующей промывной плавкой, которая проводится с ностепеиным подъемом температуры и продолжается 8-10 час. При этом отмечаются большие материальные и энергетические затраты, а также длительное изготовление тигля. ;
Для ускорения процесса изготовления и иовышения качества тигля, необходима непрерывная набивка тигля с одновременной просушкой и оплавлением внутренней его поверхности, что позволит снизить материальные и энергетические затраты. Это достигается применением установки, состоящей из наружного и внутреннего шаблонов, механизмов подачи и уплотнения огнеупорной массы. Внутренний
икюлон выиолнен в виде тарел1 чатого диска, н верхней части которого установлено раздвижное кольцо. Один конец раздвижного кольца жестко закреилен в муфте, в котоpofi свободно ходит другой его конец. Это позволяет из.Д1енять диаметр раздвижного кольца с помощью кулачкового механизма. Наружный шаблон снабжен механизмом вращения вокруг своей осп. Тарельчатый диск укреплен на винтовой наре с полым винтом п под днищем соединен с горелкой.. Гайка, на которой закреплен тарельчатый диск, жестко связана с механизмом , что позволяет производить одновременно набивку, сушку и обжиг футеровки.
На фиг. 1 показана установка,
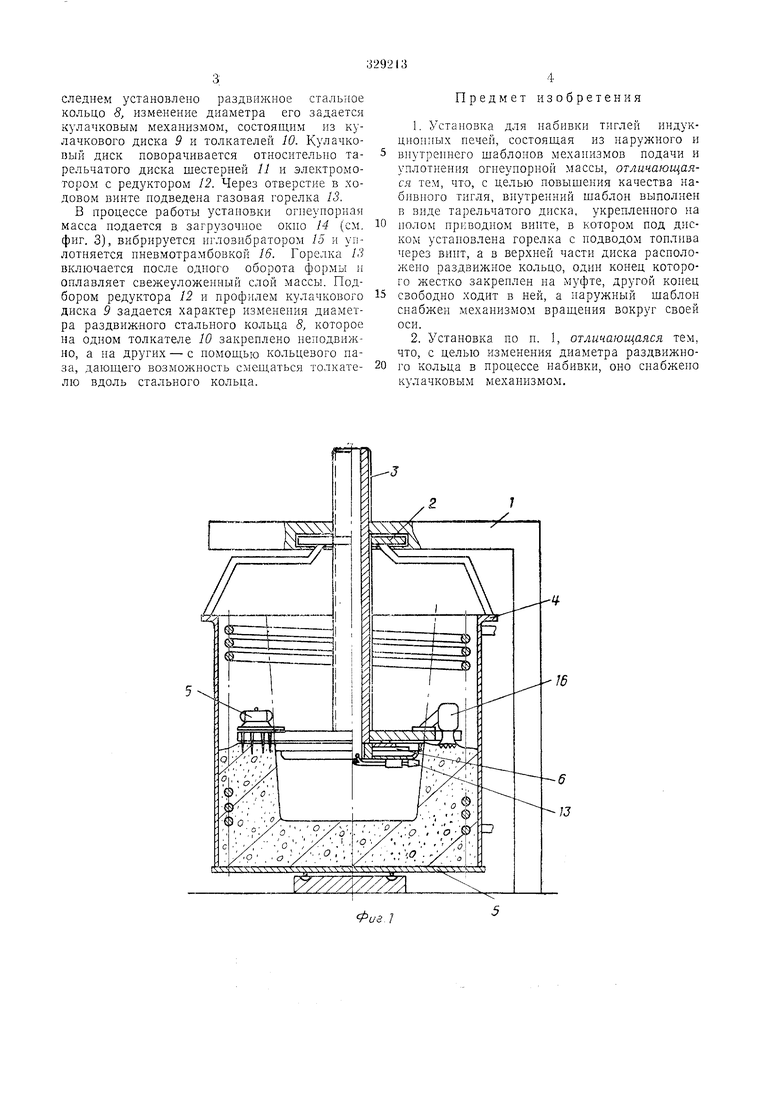
оощнп вид; на фиг. 2 - внутренний шаблон. поперечный
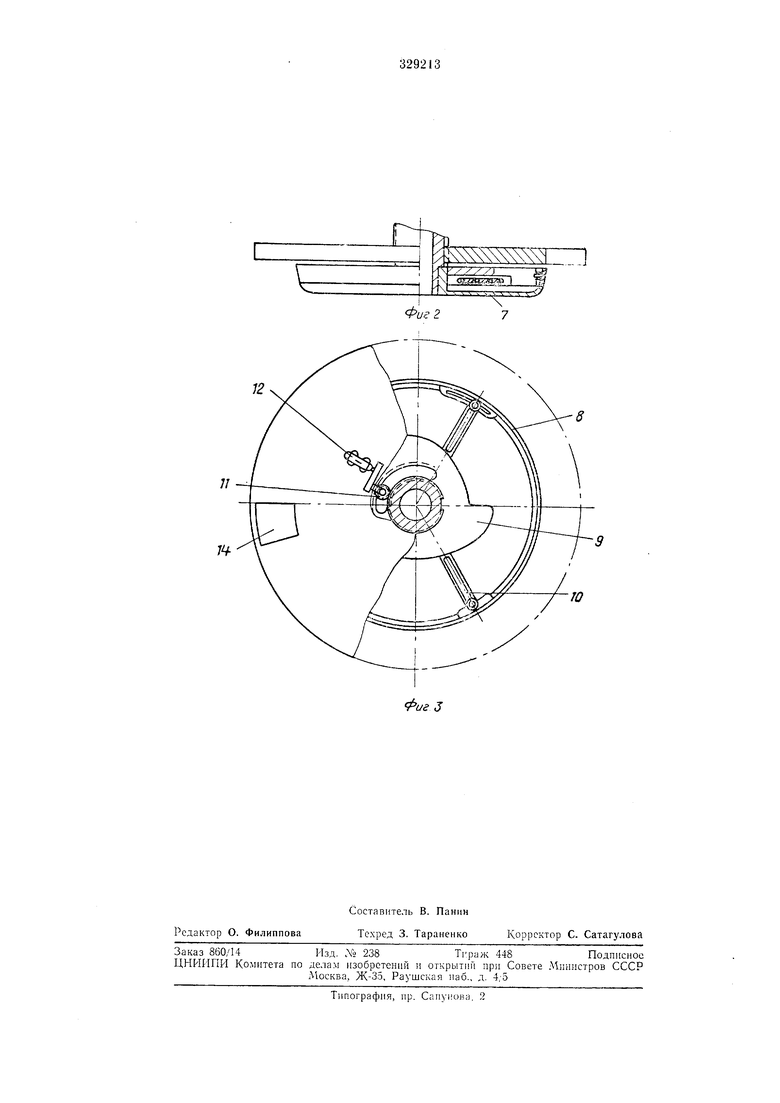
разрез; па фиг. 3 - то же, вид в плане с частичным разрезом.
Устаиовка содери ит несущую форму /, в которой установлена ходовая гайка 2, поднимающая ходовой винт 3, просверлениый во всю длину и нмеющнй шпоночный паз. Ходовая гайка жестко связана с наружным шаблоном 4, раснолол енным па илите 5, снабженной механизмом вращения вокруг своей оси. Па инжием конце ходового винта закреплен неподвижно внутренний шаблон 6, включающий тарел1 ч;ггы1 1 диск 7 (см. i)nr. 2). На носледнем установлено раздвижное стальное кольцо 8, изменение диаметра его задается кулачковым механизмом, состоящим из кулачкового диска 9 и толкателей 10. Кулачковый диск поворачивается относительно тарельчатого диска шестерней 11 и электромотором с редуктором 12. Через отверстие в ходовом винте иодведена газовая горелка 13.
В процессе работы установки огнеунорная масса иодается в загрузочное окно 14 (см, фиг. 3), вибрируется игловибратором 15 и уллотияется иневмотрамбовкой 16. Горелка 13 включается иосле одного оборота формы и онлавляет свежеуложениый слой массы. Подбором редуктора 12 и профилем кулачкового диска 9 задается характер изменения диаметра раздвижного стального кольца 8, которое на одном толкателе 10 закреплено неподвижно, а на других - с помощью кольцевого паза, дающего возможность смещаться толкателю вдоль стального кольца.
Предмет изобретения
1.Установка для набивки тиглей индукционных печей, состоящая из наружного и
внутреннего шаблонов механизмов подачи и уплотнения огнеупорной массы, отличающаяся тем, что, с целью повыщения качества набнвного тигля, внутренний щаблон выполнен в виде тарельчатого диска, укрепленного на НОЛОМ приводном винте, в котором под диском установлена горелка с подводом топлива через винт, а в верхней части диска расположено раздвижное кольцо, один конец которого жестко закренлеи на муфте, другой конец
свободно ходит в ней, а наружный шаблон снабжен механизмом вращения вокруг своей оси.
2.Установка по п. 1, отличающаяся тем, что, с целью изменения диаметра раздвижного кольца в процессе набивки, оно снабжено кул а чков ы м м еха низ м о м.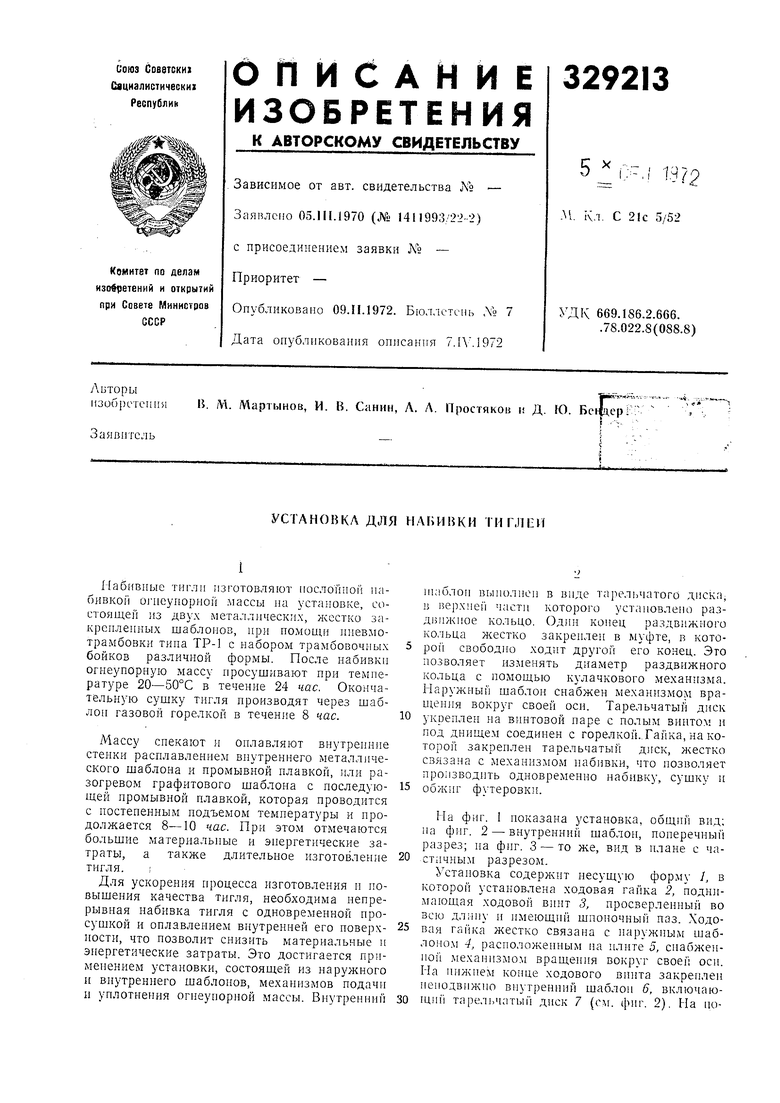
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАБИВНЫХ ТИГЛЕЙ ИНДУКЦИОННЫХ ПЕЧЕЙ | 1973 |
|
SU403753A1 |
| ГОРЕЛКА | 2012 |
|
RU2489649C1 |
| РОТОРНАЯ НАКЛОННАЯ ПЕЧЬ | 2015 |
|
RU2606349C1 |
| Роторная наклонная печь | 2020 |
|
RU2723854C1 |
| Способ изготовления футеровки тепловых агрегатов из сухих набивных масс | 1991 |
|
SU1822490A3 |
| ПНЕВМАТИЧЕСКИЙ ПРИВОД | 2004 |
|
RU2464451C2 |
| ПНЕВМАТИЧЕСКИЙ ПРИВОД | 2004 |
|
RU2268401C2 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2018 |
|
RU2697998C1 |
| Вращающаяся барабанная плавильная печь для переработки отходов цветных металлов | 2022 |
|
RU2796999C1 |
| ГОРЕЛКА | 2013 |
|
RU2527231C1 |
Фиг
