Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переработки (переплава) отходов цветных металлов, в частности для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применяться для рафинирования, получения сплавов, усреднения химического состава лома.
Известно устройство вращающейся металлургической плавильной печи для переплавки металла (патент РФ №2009423 С1) являющаяся аналогом изобретения.
Также как и предлагаемое изобретение, аналог содержит цилиндрический корпус, загрузочное отверстие, горелку, летку для выпуска расплава металла и летку для слива шлака.
Недостатками этой печи являются:
1. Сложность загрузки, которая вызвана необходимостью использования специального разливочного крана и сложность осуществления процесса разлива металла из печи на разливочную машину, который требует наличия промежуточного разливочного ковша.
2. Отсутствие системы пылегазоочистки, которая бы уменьшала вредное влияние при плавке в печи на внешнюю среду.
3. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Известно также устройство вращающейся металлургической плавильной печи для переработки отходов цветных металлов (патент РФ №2058623), являющийся аналогом предлагаемой.
Описанная в патенте печь содержит, как и предлагаемая, цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла.
Недостатками этой печи являются:
1. Расположение летки для выпуска расплава металла и летки для слива шлака с торца печи усложняют процесс подачи металла на разливочную машину, так как при этом необходимо наличие промежуточного разливочного ковша.
2. Печь не имеет быстросменного леточного кирпича, который позволяет производить быстрый ремонт в случае его износа.
3. Расположение загрузочного отверстия на цилиндрической части печи усложняет ее конструкцию, так как необходимо предусмотреть специальное уплотнительное устройство в крышке загрузочного отверстия, потому что печь вращается.
4. Отсутствие системы пылегазоочистки, которая бы уменьшала вредное влияние на окружающую среду при плавке.
5. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Наиболее близким аналогом (прототипом) по отношению к заявляемой плавильной печи является вращающаяся плавильная печь для переработки отходов цветных металлов (патент РФ №2171437), содержащая, как и заявляемая печь, цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла. Прототип заявляемой печи имеет следующие недостатки:
1. Печь не имеет быстросменного леточного кирпича, который позволяет производить быстрый ремонт в случае его износа.
2. Отсутствие системы пылегазоочистки, которая бы уменьшала вредное влияние на окружающую среду.
3. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Задачей изобретения является создание вращающейся барабанной плавильной печи простой конструкции для переработки (переплава) отходов цветных металлов, в частности, для переработки алюминиевых ломов, позволяющей снизить выбросы вредных газов в атмосферу, уменьшить потери тепла в окружающую среду, а также увеличить срок ее эксплуатации. Точнее сказать создание вращающейся барабанной плавильной печи, которая в процессе плавки вращается относительно горизонтальной оси в обе стороны на угол 110° с помощью электрического привода. Технический результат - разработанная печь является простой по конструкции, имеющей большой срок эксплуатации, позволяющей: использовать алюминиевую стружку, алюминиевый лом, снизить потери тепла в окружающею среду за счет теплоизоляции кожуха печи и торцевых стенок, вести процесс переплава на искусственной и естественной тяге с системой пылегазоочистки, что делает его экологически чистым, кроме того, совершать в процессе плавки вращательные движения относительно горизонтальной оси в обе стороны на угол 110° с помощью электрического привода.
Указанный технический результат достигается за счет того, что во вращающуюся барабанную плавильную печь для переработки отходов цветных металлов, содержащую цилиндрический корпус, горелочное устройство, загрузочное отверстие (окно), летку для слива расплава металла согласно предлагаемому изобретению, введен теплоизоляционный слой, состоящий из трех листов гибкого теплоизоляционного муллитокремнеземистого картона МКРК-400 и слоя шамотного легковеса ША-0,6, на который набивается слой футеровки из корундовой набивной массы МКН-90 с корочкой гарнисажа, в качестве горелочного устройства используется газовая тринадцати смесительная инжекционная горелка, при этом введен механизм поворота горелочного щита, кроме того, печь выполнена с возможностью работы на естественной и искусственной тяге с трех ступенчатой системой пылегазоочистки для достижения экологически чистого процесса, в которую входят: камера смешения, дымосос ДН-9, блок газоочистки, блок циклонов, сдвоенный рукавный каркасный фильтр и вентилятор центробежный ВЦ 4-70 №10 низкого давления, более того печь в процессе плавки с помощью приводного механизма совершает вращательные движения относительно горизонтальной оси в обе стороны на угол 110°.
При этом введенный теплоизоляционный слой, состоящий из трех листов гибкого теплоизоляционного муллитокремнеземистого картона МКРК-400 и слоя шамотного легковеса ША-0,6 позволяет снизить потери тепла в окружающую среду, дополнительно сохранять температуру металла во вращающейся барабанной плавильной печи для переработки отходов цветных металлов (далее печи), причем срок службы печи увеличивается из-за использования корундовой набивной массы МКН-90 с корочкой гарнисажа, которая имеет высокую огнеупорность и стойкость.
Более того, предлагаемая газовая тринадцати смесительная нжекционная горелка имеет пять центральных смесителей с насадками, которые имеют факел при горении 3,1 метра, шесть периферийных прямых смесителей без насадок позволяют получить факел при горении 1,7 метра, а два периферийных изогнутых в конце смесителей без насадок имеют факел при горении 1,5 метра, причем горелка содержит литой стабилизирующий пламя туннель, огнеупорную набивную массу, смесители, объединенные общей сварной газораспределительной камерой и кожух, приваренный к газораспределительной камере.
При этом смесители, насадки к смесителям и стабилизирующий пламя туннель горелок изготавливают литьем по выплавляемым моделям из коррозионно-стойкого и жаростойкого чугуна марки ЧХ28 (Cr=25÷30%, С=0,5÷1,6%, Si=0,5-1,5%, Mn до 1,0%, Р до 0,1%, S до 0,08%, остальное Fe), который позволяет увеличить срок службы горелки и, естественно, печи.
Следует отметить, что каждый периферийный прямой смеситель является отливкой и представляет собой трубу с наружным диаметром 65×10 мм длиной 360 мм, в которой по периферии просверлены четыре сопла под углом 25°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, каждый периферийный изогнутый в конце смеситель является отливкой и представляет собой трубу с наружным диаметром 60×10 мм длиной 360 мм, в которой по периферии просверлены четыре сопла под углом 25°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, при этом пять центральных смесителей представляеют собой трубу с наружным диаметром 65×10 мм длиной 260 мм, в которой по периферии просверлены четыре сопла под углом 25°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, причем в каждом смесителе имеется насадка длиной 100 мм с наружным 070 мм, на внутренней поверхности которой имеются 12 литых ребер, литые ребра со стороны движения газовоздушной смеси имеют заходную часть «заострение» длиной 4 мм, угол «заострения» составляет 30°, высота ребер 3 мм, длина резьбы составляет 15 мм.
При этом огнеупорная набивная масса для обмуровки горелок и набивки пространства между смесителями имеет следующий состав:
мертель корундовый МК-98 - 39%;
лигносульфанат технический - 17%;
порошок молотой глины ПГВ - 18%;
связующее фоскон - 4%;
мертель муллитокорундовый ММК-77 - 10%;
вода - 12%.
Номинальная тепловая мощность предлагаемой горелки 2,2 МВт. Важно отметить, что привод вращения плавильной печи электрический и состоит из электродвигателя тип АИРЕ 100 S4Y3 с реверсивным устройством мощностью 4,0 кВт, муфты, редуктора, зубчатого колеса, зубчатого сектора, приваренного к корпусу печи и входящего в зацепление с зубчатым колесом и двух стальных бандажей опирающихся на четыре ролика. Приводной механизм позволяет совершать вращательные движения печи относительно горизонтальной оси в обе стороны на угол 110°.
Вместе с тем, в конструкцию печи введен механизм поворота горелочного щита, содержащий колонну, внутри которой размещен вал, с возможностью поворота на угол 110° от гидроцилиндра, жестко закрепленный на валу кронштейн с приваренным к нему патрубком для подачи из газопровода газа в газовую тринадцати смесительную инжекционную горелку и приваренный на конце кронштейна горелочный щит, при этом механизм поворота горелочного щита выполнен с возможностью загрузки шихты в печь через окно для горелки при отведенной горелке посредством виброзагрузочной машины. Введенный в конструкцию печи механизм поворота горелочного щита позволяет улучшить условия труда обслуживающему печь персоналу, при этом механизм поворота горелочного щита позволяет быстро без разборки печи заменить износившуюся горелку, кроме того, через окно, в которое вставляется горелка производить легирование, рафинирование жидкого сплава, а также производить обработку флюсами, кроме того, для увеличения производительности печи, увеличения объема выпуска металла можно производить загрузку шихты в печь через окно для горелки при отведенной горелке с помощью виброзагрузочной машины.
Наконец, вращающаяся барабанная плавильная печь для переработки отходов цветных металлов, снабжена трехступенчатой системой пыле газоочистки для достижения экологически чистого процесса, причем, первая ступень представляет собой камеру смешения, дымосос ДН-9, блок газоочистки, а вторая блок циклонов, третья сдвоенный рукавный каркасный фильтр и вентилятор центробежный ВЦ 4-70 №10 низкого давления, при этом блок газоочистки оснащен тремя конусами, тремя сепарационными устройствами для центробежного разделения фаз, при этом система пылегазоочистки имеет производительность по очищаемому газу 22000 м3/час, количество фильтровальных элементов 160 штук, степень очистки по фтористому водороду 62%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 84%, степень очистки по окиси азота 86%, степень очистки по окиси алюминия 81%, степень очистки по пыли 89%, уровень звука не более 76 ДБА.
Работа на естественной тяге производится в случае ремонта отдельных агрегатов системы пылегазоочистки.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п., обеспечивает решение поставленной задачи.
Следует отметить, что загружать лом (допустим алюминиевый) в печь для плавки необходимо измельченным на измельчителе (шредере) и прошедшим магнитную сепарацию (для отделения чугуна и стали в виде втулок, вкладышей, толкателей, шпилек, пальцев и т.д., которые находятся в моторном ломе). В конструкторской части заявки на изобретение изображено:
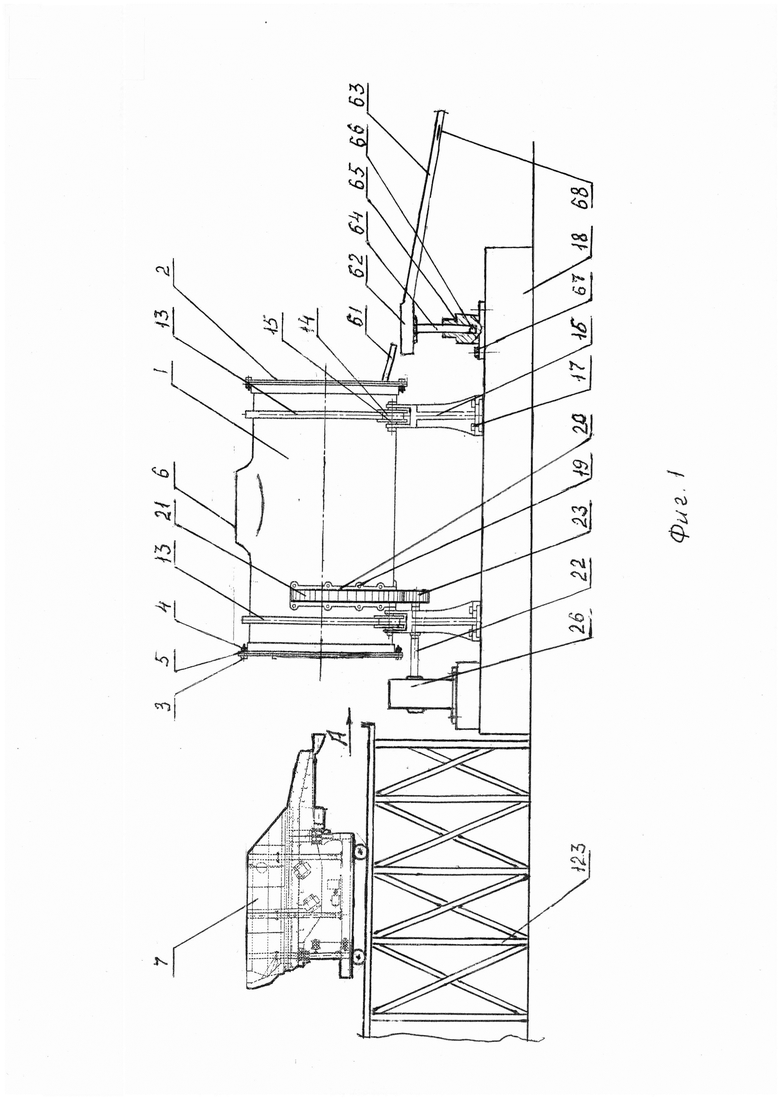
на фиг. 1 - вид печи с виброзагрузочной машиной и поворотной чашей с приваренным к ней желобом (фронтальный вид);
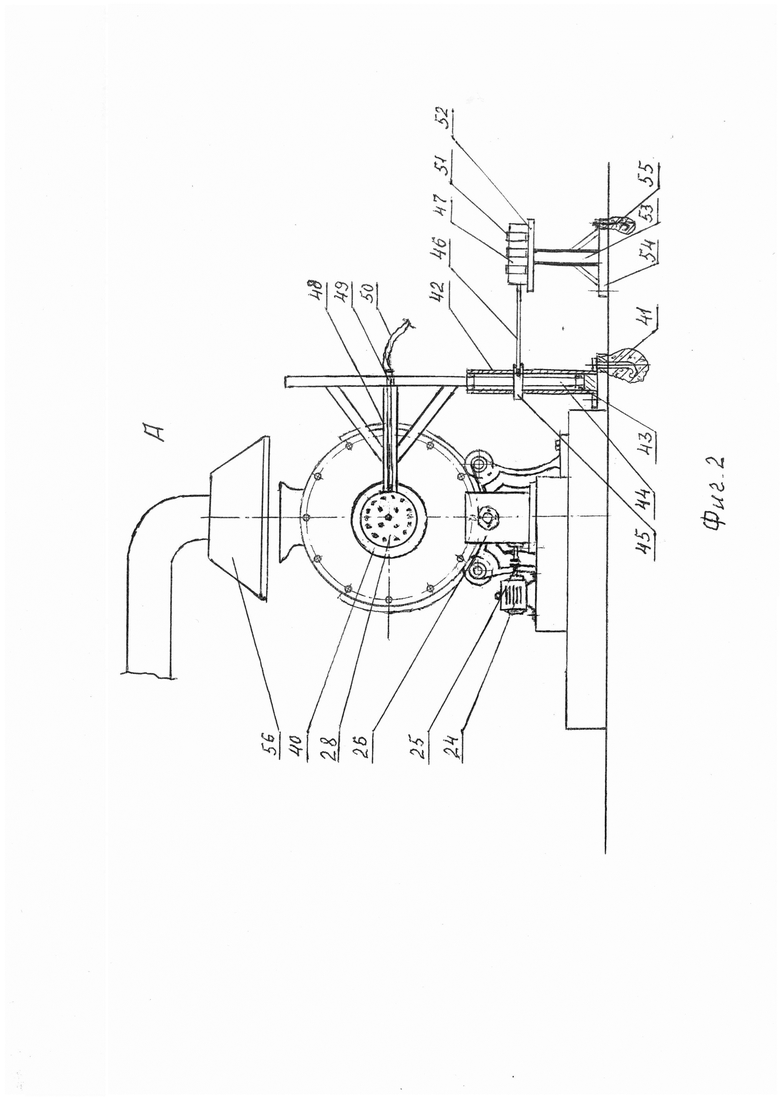
на фиг. 2 - вид А печи (со стороны механизма поворота горелочного щита);
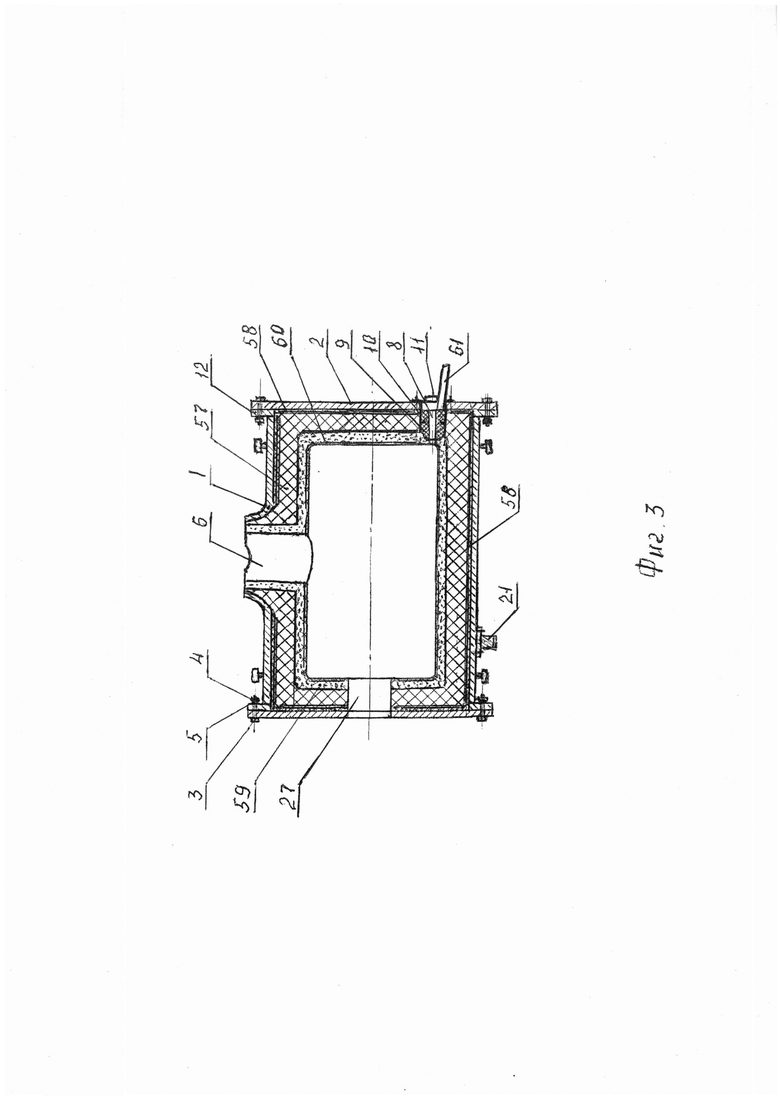
на фиг. 3 - футеровка печи в разрезе;
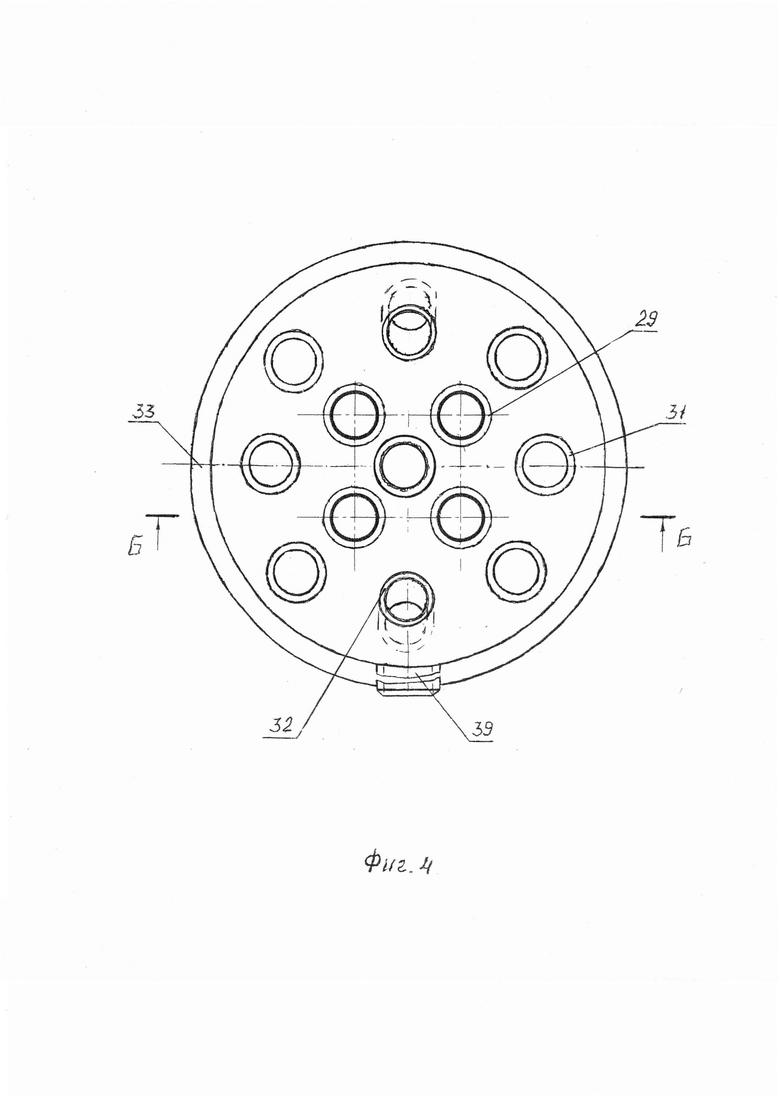
на фиг. 4 - газовая тринадцати смесительная инжекционная горелка;
на фиг. 5 - разрез Б-Б газовой тринадцати смесительной инжекционной горелки;
на фиг. 6 - блок газоочистки;
на фиг. 7 - схема очистки дымовых газов в блоке газоочистки;
на фиг. 8 - фронтальная проекция блока циклонов;
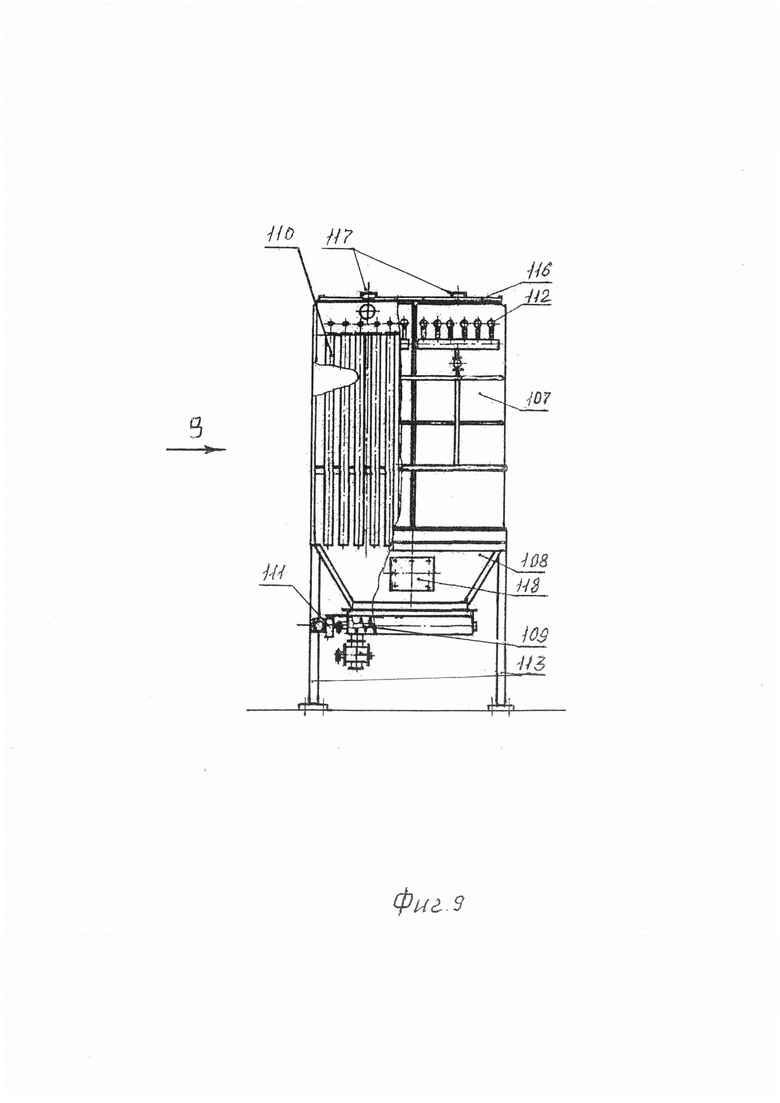
на фиг. 9 - фронтальная проекция рукавного фильтра;
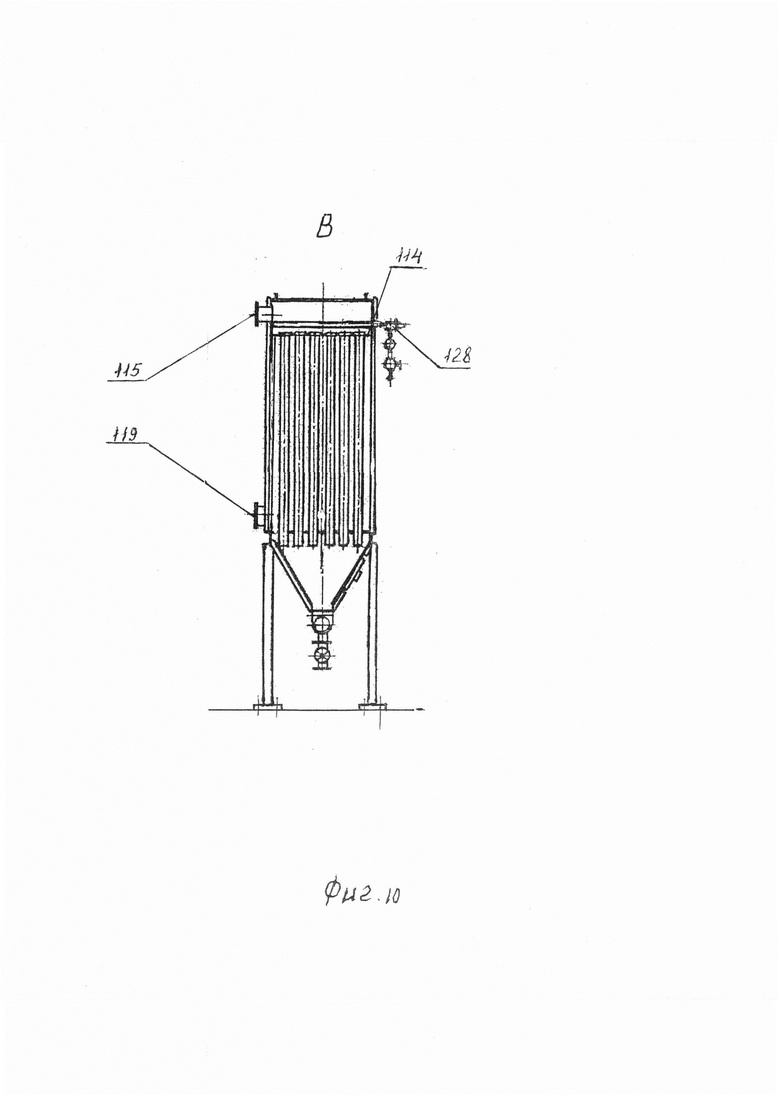
на фиг. 10 - вид В рукавного фильтра;
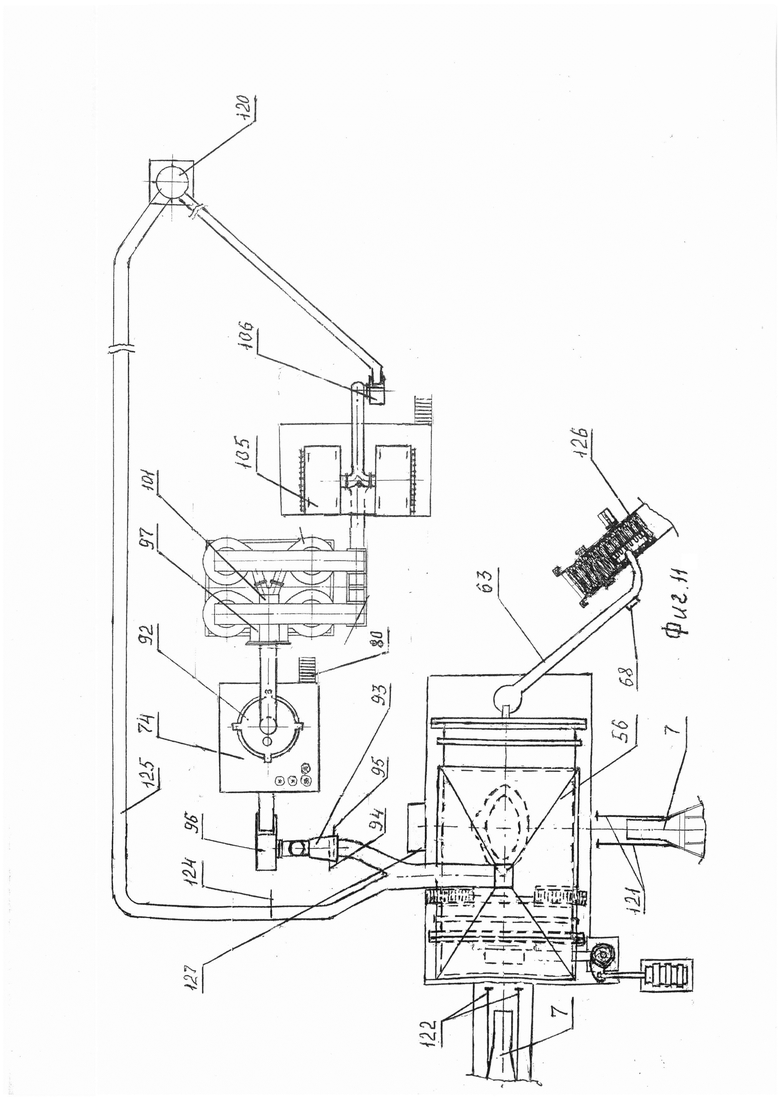
на фиг. 11 - вид печи в плане с разливочным и пылегазоочистным оборудованием.
Предлагаемая вращающаяся барабанная плавильная печь для переработки отходов цветных металлов (далее печь), которая предназначена для переработки отходов цветных металлов в основном алюминиевых ломов состоит из цилиндрического корпуса 1, сваренного из стального листа толщиной 8 мм. Торцовые стенки 2 корпуса 1 отъемные и крепятся двенадцатью болтами 3 двенадцатью гайками 4 и двенадцатью пружинными шайбами 5 фиг. 1, 3. В цилиндрической части корпуса 1 выполнено загрузочное окно 6, через которое производится загрузка шихты виброзагрузочной машиной 7 фиг. 1, 11. Выпуск расплавленного металла производится через летку 8 расположенную в нижней торцевой стенки 2 печи. Летка 8 выполнена в быстросменном леточном кирпиче 9 фиг. 3. Леточный кирпич 9 зафиксирован в стальном коробе 10 леточного кирпича, который имеет отбортовки и крепится к четырем шпилькам (не показано) приваренным к торцевой стенке 2 печи четырьмя гайками и четырьмя пружинными шайбами (не показано). К коробу 10 приварены две ручки 11, с помощью которых короб 10, с находившимся внутри его износившимся леточным кирпичем 9 извлекается плавильщиками из ниши и устанавливается в нишу новый. Ремонт производится в течение 6-8 минут, при этом футеровка печи не разбирается.
К корпусу 1 печи с торцов приварены два диска 12, которые имеют 12 соосных отверстий такого же диаметра как торцевые стенки 2 корпуса 1 печи фиг. 3. К корпусу 1 печи приварены два литых опорных кольца 13. Два опорных кольца 13 имеет гладкую опорную поверхность и в горизонтальном положении свободно лежат на четырех направляющих роликах 14. Направляющие ролики 14 имеют ось 15 и вращаются в опорных подшипниках (не показано), которые находятся в двух стальных литых опорах 16, закрепленных восемью болтами 17 к стальной сварной раме 18. Стальная сварная рама 18 закреплена фундаментными болтами (не показано) на бетонном полу литейного цеха. К стальному корпусу 1 печи крепится двадцатью болтами 19 и двадцатью пружинными шайбами (не показано) стальное основание 20 зубчатого сектора 21. Зубчатый сектор 21 приварен к стальному основанию 20 зубчатого сектора 21. В передней стальной литой опоре 16 вращается в опорном подшипнике (не показан) вал 22, на конце которого неподвижно закреплено зубчатое колесо 23, входящее в зацепление с зубчатым сектором 21.
Привод вращения плавильной печи электрический и состоит из электродвигателя 24 тип АИРЕ 100 S4Y3 с реверсивным устройством мощностью 4,0 кВт, муфты 25, редуктора 26, зубчатого колеса 23, зубчатого сектора 21 двух стальных опорных колец 13 опирающихся на четыре ролика 14. При загрузке плавильной печи шихтой рабочее окно 6 находится сбоку, во время плавки - вверху. Печь в процессе плавки с помощью электрического привода совершает вращательные движения относительно горизонтальной оси в обе стороны на угол 110°. При этом улучшается теплоотдача от футеровки металлу, кроме того, ускоряются процессы модифицирования, обработки флюсами и перемешивания металла в печи. Кроме того, для увеличения производительности печи, увеличения объема выпуска металла можно производить загрузку шихты в печь через окно 27 для горелки (при отведенной горелке) с помощью второй виброзагрузочной машины 7.
Печь в торцевой стенке 2 корпуса 1 имеет горелочное устройство, выполненное в виде газовой тринадцати смесительной инжекционной горелки (далее горелки) 28. Горелка 28 имеет пять центральных 29 смесителей с насадками 30, которые имеют факел при горении 3,1 метра, шесть периферийных прямых смесителей 31 без насадок позволяют получить факел при горении 1,7 метра, а два периферийных изогнутых в конце смесителей 32 без насадок имеют факел при горении 1,5 метра, причем горелка 28 содержит литой стабилизирующий пламя туннель 33, огнеупорную набивную массу 34, смесители, объединенные общей сварной газораспределительной камерой 35 и кожух 36, приваренный к газораспределительной камере 35.
При этом смесители, насадки 30 к смесителям и стабилизирующий пламя туннель 33 горелки 28 изготавливают литьем по выплавляемым моделям из коррозионно-стойкого и жаростойкого чугуна марки ЧХ28 (Cr=25÷30%, С=0,5÷1,6%, Si=0,5-1,5%, Mn до 1,0%, Р до 0,1%, S до 0,08%, остальное Fe), который позволяет увеличить срок службы горелки и, естественно, печи.
Следует отметить, что каждый периферийный прямой смеситель 31 является отливкой и представляет собой трубу с наружным диаметром 65×10 мм длиной 360 мм, в которой по периферии просверлены четыре сопла 37 под углом 25°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, каждый периферийный изогнутый в конце смеситель 32 является отливкой и представляет собой трубу с наружным диаметром 60x10 мм длиной 360 мм, в которой по периферии просверлены четыре сопла 37 под углом 25°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, при этом пять центральных 29 смесителей представляеют собой трубу с наружным диаметром 65×10 мм длиной 260 мм, в которой по периферии просверлены четыре сопла 37 под углом 25°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, причем в каждом центральном 29 смесителе имеется насадка 30 длиной 100 мм с наружным 070 мм, на внутренней поверхности которой имеются 12 литых ребер 38, литые ребра со стороны движения газовоздушной смеси имеют заходную часть «заострение» длиной 4 мм, угол «заострения» составляет 30°, высота ребер 3 мм, длина резьбы составляет 15 мм. Газ подается в горелку под давлением 0,1 МПа через штуцер 39. При этом огнеупорная набивная масса 31 для обмуровки горелок и набивки пространства между смесителями имеет следующий состав:
мертель корундовый МК-98 - 39%;
лигносульфанат технический - 17%;
порошок молотой глины ПГВ - 18%;
связующее фоскон. - 4%;
мертель муллитокорундовый ММК-77 - 10%;
вода - 12%.
Номинальная тепловая мощность предлагаемой горелки 2,2 МВт. В конструкцию печи введен механизм поворота горелочного щита 40, который представляет собой круглую стальную пластину диаметром 700 мм и толщиной 8 мм фиг. 2 (во избежание загромождения фиг. 1 механизм поворота горелочного щита на фиг. 1 не показан). В горел очный щит 40 вварена по центру горелка 28. К бетонному полу цеха четырьмя анкерными болтами 41 крепится колонна 42 механизма поворота горелочного щита 40. В колонне 42 вращается в двух подшипниках 43 вал 44, к которому приварен сектор 45, прикрепленный шарнирно к штоку 46 гидроцилиндра 47. Вал 44 с приваренным на нем кронштейном 48 и приваренным к нему патрубком 49, по которому подается из газопровода 50 газ в горелку 28 имеет возможность поворота на угол 110 градусов фиг. 2. Гидроцилиндр 47 жестко закреплен тремя хомутами 51 на столе 52 опоры 53. Внизу опоры 53 приварена стальная плита 54, которая закреплена в полу литейного цеха четырьмя фундаментными болтами 55. К кронштейну 48 приварен горелочный щит 40. Газ по трубе 50 подается в горелку 28, где сгорает, а дымовые газы, образующиеся в процессе плавки, удаляются через зонд 56 в систему пылегазоочистки. Введенный в конструкцию печи механизм поворота горелочного щита позволяет улучшить условия труда обслуживающему печь персоналу. Очень важным фактом является то, что механизм поворота горелочного щита 40 позволяет быстро без разборки печи заменить износившуюся горелку 28, кроме того, через окно 27, в которое вставляется горелка 28 производить легирование, рафинирование жидкого сплава, а также производить обработку флюсами и загружать шихту.
Печь футеруется шамотным легковесным кирпичом 57 марки ШЛ-0,6 клин ребровый изделие ША-1 №44,45. В качестве связующего вещества применяется огнеупорный раствор, состоящий из огнеупорной глины (20%), шамотного порошка (75%), жидкого стекла (3%), и фоскона (алюмохромофосфатная смесь, 2%) фиг. 3. Толщина швов 1-2 мм, термокомпенсационные швы не выкладываются. Для футеровки корпус 1 снимается с направляющих роликов 14, ставится в вертикальное положение, отвинчивается одна торцовая стенка 2. Сначала на корпус 1 укладывается теплоизоляционный слой 58, состоящий из трех листов теплоизоляционного муллитокремнеземистого картона МКРК-400 поз. 58, далее на него футеруется слой шамотного легковеса ШЛ-0,6 поз. 57. Введенный теплоизоляционный слой 58, состоящий из трех листов теплоизоляционного муллитокремнеземистого картона МКРК-400 и слоя шамотного легковеса 57 позволяет снизить потери тепла в окружающую среду, а также позволяет дополнительно сохранять температуру металла в печи. На слой шамотного легковеса 57 набивается по шаблону слой футеровки из корундовой набивной массы МКН-90 поз. 59. В процессе прокалки печи наносится корочка гарнисажа 60. Стойкость футеровки из корундовой набивной массы МКН-90 с корочкой гарнисажа 60 более 700 плавок. Срок службы печи увеличивается из-за использования корундовой набивной массы МКН-90 поз. 59 с корочкой гарнисажа 60, которая имеет высокую огнеупорность и стойкость.
Из печи наплавленный металл вытекает из металлической летки 8 течет по разливочному носку 61 и попадает в металлическую футерованную поворотную чашу 62, затем течет по приваренному к футерованной поворотной чаше 62 стальному футерованному желобу 63 далее в разливочное оборудование. Внизу к металлической футерованной поворотной чаше 62 приварен вал 64, который вращается во втулке 65 и опирается на стальной шарик 66, при этом обеспечивается легкость поворота чаши 62. Втулка 65 крепится к стальной сварной раме 18 четырьмя болтами 67. Стальной футерованный желоб 63 имеет ручку 68 фиг. 1.
При этом печь выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки для достижения экологически чистого процесса. Печь снабжена трехступенчатой системой пыле газоочистки, причем, первая ступень представляет собой камеру смешения, дымосос ДН-9, блок газоочистки, вторая блок циклонов, а третья сдвоенный рукавный каркасный фильтр и вентилятор центробежный ВЦ 4-70 №10. Очистка дымовых газов от вредных веществ происходит в блоке газоочистки, разработанным автором и изображенным на фиг. 6, 7, который имеет широкий спектр очищаемых вредных веществ, находящихся в дымовых газах. Блок газоочистки представляет собой сборный стальной цилиндрической формы корпус, состоящий из четырех секций 69, соединенных между собой с помощью болтов 70 и гаек 71 фиг. 6. В верхней секции 69 цилиндрического корпуса имеется стальная крышка 72, в которой закреплены: выходной патрубок 73 и загрузочный патрубок 74 для загрузки адсорбента. Стальная крышка 72 крепится к четырем приваренным к верхней секции 69 кронштейнам 75 четырьмя болтами 76 и четырьмя гайками 77. В верхней части цилиндрического корпуса закреплена обслуживающая площадка 78, которая опирается на четыре опоры 79 и имеет слева лестницу 80. На обслуживающей площадке 78 хранятся мешки 81 с адсорбентом. Для очистки дымовые газы подаются в три патрубка 82: один нижний и два боковых. Внутреннее устройство и работа блока газоочистки поясняется схемой, приведенной на фиг. 7, которая выполнена с небольшим нарушением правила оформления эскизов (для ясности точками показано нахождение и движение адсорбента). Отработанный адсорбент и пыль высыпается через патрубок выгрузки 83, который закреплен на нижней крышке 84. Между секциями 69 закреплены три тарелки 85 в виде усеченного конуса, обращенного вершиной вниз, над тарелками 85 находится контактный патрубок 86, в верхней части которого установлено сепарационное устройство 87. К тарелкам 85 приварены переточные трубки 88 для перемещения адсорбента с тарелки 85 на тарелку 85. Для уменьшения гидравлического сопротивления блока газоочистки нижняя часть каждой тарелки 85 заканчивается расширяющимся книзу соплом 89. Между нижним торцом контактного патрубка 86 и конической поверхностью тарелки 85 предусмотрен зазор, предназначенный для выхода адсорбента с конусной части тарелки 85 в пространство контактного патрубка 86. Следует отметить, что диаметр сопла 89 меньше чем диаметр контактного патрубка 86, благодаря чему в условиях высокой скорости газового потока в области кольцевой щели создается разряжение, способствующее выходу адсорбента из тарелки 85 в пространство контактного патрубка 86. Кроме того, дымовые газы при очистке проходят отверстия в фартуках 90, контактируя с адсорбентом. Адсорбент загружается в загрузочный патрубок 74 и по трубе 91 поступает на верхнюю тарелку 85 и движется самотеком по конической поверхности тарелки 85 к ее центру. Затем адсорбент через кольцевой зазор попадает в нижнюю инжекционную часть контактного патрубка 86, где подхватываются газовым потоком и со скоростью 10-18 м/с движется снизу вверх. Пройдя зону контактного патрубка 86, адсорбент с дымовыми газами попадает в сепарационное устройство 87 для разделения фаз, после чего вновь оказывается на поверхности тарелки 85 и по мере его накопления по переточным трубкам 88 поступает на нижележащую тарелку 85, где процесс взаимодействия фаз повторяется. Перемещаясь сверху вниз, отработанный адсорбент выходит из блока газоочистки через патрубок выгрузки 83. Очищаемые газы из печи подаются в блок газоочистки 92 через входные патрубки 82, пройдя последовательно все контактные ступени, очищаются и выходят из блока через выходной патрубок 73 фиг. 6, 7, 11. Так как дымовые газы, выходя из печи имеют высокую температуру, то ее необходимо снизить до 140-170°С, чтобы обеспечить нормальную работу блока газоочистки 92 и сдвоенного рукавного каркасного фильтра. Итак, перед блоком газоочистки установлена камера смешения 93, в которой шибер 94 предназначен для регулирования подачи дымовых газов в блок газоочистки, а шибер 95 для процесса смешивания дымовых газов с воздухом цеха. Для нагнетания дымовых газов в блок газоочистки служит дымосос ДН-9 поз. 96, причем камера смешения 93, дымосос 96 и блок газоочистки 92 входят в первую ступень системы пылегазоочистки фиг. 11. Вторая ступень пылегазоочистки выполнена в виде блока циклонов 97. В блоке циклонов 97 четыре параллельно работающих единичных циклонов 98, смонтированных в общем корпусе 99 фиг. 8, 11. Запыленный газ поступает через входной патрубок 100 в газораспределительную камеру 101, где равномерно распределяется по отдельным единичным циклонам 98. В единичном циклоне 98 поток запыленного газа движется вниз по спирали вдоль внутренней поверхности стенок циклона. При вращательном движении частицы пыли, как более тяжелые, перемещаются в направлении действия центробежной силы быстрее, чем частицы газа, концентрируются в слоях газа, примыкающих к стенкам аппарата, и переносятся потоком в бункер-пылесборник 102, где пыль оседает, а очищенный газ, продолжая вращаться по спирали, поднимается к верху и удаляется через выхлопную трубу 103 каждого циклона 98, а затем попадает в общую выхлопную трубу 104 блока циклонов 97. Таким образом, пыль и зола оседает в бункере- пылесборнике 102 батарейного циклона.
Третья ступень системы пылегазоочистки включает в себя сдвоенный рукавный каркасный фильтр 105 и вентилятор центробежный ВЦ 4-70 №10 низкого давления поз.106 фиг. 11. Каждый рукавный каркасный фильтр 105 состоит из следующих основных сборочных единиц: корпуса фильтра -107, бункера - 108, шнека - 109, фильтрующих рукавов - 110, привода шнека - 111, устройства регенерации рукавного каркасного фильтра 112 и четырех опор 113, на которых он установлен фиг. 9. Корпус фильтра 107 служит для размещения фильтрующих рукавов 110 и представляет собой камеру прямоугольной формы. В верхней части корпуса фильтра 107 размещена рукавная плита 114, разделяющая фильтр на камеры «чистого» и «запыленного» воздуха. К рукавной плите 114 крепятся фильтрующие рукава 110 в количестве 80 штук (в сдвоенном 160 штук). В верхней части корпуса фильтра 107 имеется патрубок 115 для выхода чистого воздуха, причем к корпусу фильтра 107 крепится крышка 116 с приваренными четырьмя ручками 117. Бункер 108 пирамидальной формы предназначен для сбора пыли. В бункере имеются люк 118 предназначенный для очистки шнека 109 и проведения ремонтно-профилактических работ, а шнек 109 с приводом 111 служит для удаления пыли из бункера 108. Фильтрующие рукава 110 являются основным рабочим узлом фильтра, они выполнены из фильтровальной ткани и надеты на проволочные каркасы. Диаметр фильтрующих рукавов 220 мм и длиной 3000 мм. Регенерация рукавов осуществляется устройством для регенерации 112, который подает импульс сжатого воздуха давлением 6 атм.
Принцип работы фильтра основан на улавливании пыли фильтрующей тканью при прохождении через нее запыленного воздуха, подаваемого во входной патрубок 119. При осаждении пыли поры в ткани постепенно уменьшаются. Основная масса пыли не проникает в ткань, а оседает на внешней (наружной) поверхности каждого фильтрующего рукава -110 рукавного каркасного фильтра. По мере увеличения толщины слоя пыли на поверхности рукавов возрастает сопротивление движению воздуха и снижается пропускная способность фильтра, во избежание чего предусмотрена регенерация запыленных рукавов 110 импульсом сжатого воздуха. Очищенные газы после прохождения сдвоенного рукавного каркасного фильтра 105 подаются центробежным вентилятором ВЦ 4-70 №10 низкого давления поз.106 в дымовую трубу 120 и удаляются в атмосферу. Длина рукавного каркасного фильтра 5200 мм, ширина 1600 мм, высота 5100 мм. При этом система пылегазоочистки имеет следующую характеристику: производительность по очищаемому газу 28000 м3/час, количество фильтровальных элементов 160 штук, степень очистки по фтористому водороду 62%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 84%, степень очистки по окиси азота 86%, степень очистки по окиси алюминия 81%, степень очистки по пыли 89%, уровень звука не более 76 ДВА. Существенно отметить, что печь может работать как на искусственной тяге, так и на естественной тяге.
Печь работает на естественной тяге следующим образом.
Печь после футеровки прокаливается. Измельченная на шредере шихта проходит магнитную сепарацию и подается в виброзагрузочную машину 7, печь оператором наклоняется в сторону виброзагрузочной машины 7, при этом рабочее окно 6 печи должно встать напротив загрузочного лотка виброзагрузочной машины 7. Оператор включает привод перемещения виброзагрузочной машины 7 вперед, виброзагрузочная машина 7 перемещается по рельсовому пути 121 к печи и ее лоток входит в рабочее окно 6 печи. Включается механизм вибрации виброзагрузочной машины 7 и шихта по лотку падает в предварительно прокаленную печь. После загрузки шихты виброзагрузочная машина 7 подается по рельсам 121 назад, а печь поворачивается в исходное положение. Для увеличения производительности печи, увеличения объема выпуска металла можно производить загрузку шихты в печь через окно 27 для горелки (при отведенной горелке) с помощью второй виброзагрузочной машины 7 одновременно, при этом виброзагрузочная машина перемещается по рельсовому пути 122, проложенному на эстакаде 123. При этом шиберы 95 и 94 на камере смешения 93 закрыты, а шибер 124 на газоходе 125 открыт. Пламя горелки 28 нагревает лом в печи до температуры плавления. Металл плавится и накапливается в печи. После полного расплавления загруженного в печь лома, горелка 28 плавильщиком металла и сплавов отводится, забрасывается в печь через окно 27, где находилась горелка, флюс, после обработки флюсом жидкого металла и подтверждении лабораторией спектрального анализа марки получаемого сплава, открывают летку 8. Жидкий металл течет по разливочному носку 61 и попадает в металлическую футерованную поворотную чашу 62, затем течет по приваренному к футерованной поворотной чаше 62 стальному футерованному желобу 63 заполняя изложницы, находящиеся на разливочном конвейере 126. После разливки жидкого металла, печь поворачивают и по носку рабочего окна 6 шлак скачивают в шлаковню 127. Дымовые газы попадают в зонд 56 и проходят газоход 125 входят в дымовую трубу 120 и удаляются в атмосферу. Регулировка шиберами 94,95,124 производится не так часто, поэтому для их обслуживания используется приставная лестница. Работа печи на естественной тяге осуществляется в случае, если позволяют размеры санитарно-защитной зоны предприятия, а также при проведении ремонтно-профилактических работ системы пылегазоочистки. Работа печи на искусственной тяге.
При работе печи на искусственной тяге, когда шиберы 94, 95 на камере смешения 93 открыты, а шибер 124 на газоходе 125 закрыт, продукты горения, пройдя камеру смешения 93 разбавляются в ней воздухом цеха, далее дымососом 96 попадают в блок газоочистки 92, далее подаются в блок циклонов 97 затем проходят сдвоенный рукавный каркасный фильтр 105 и подаются центробежным вентилятором ВЦ 4-70 №10 низкого давления поз.106 в дымовую трубу 120 и удаляются в атмосферу. Предварительно при работе печи на искусственной тяге оператор поднимается по лестнице 80 на обслуживающую площадку 78 и загружает в загрузочный патрубок 74 адсорбент: известь «пушонка», активированный уголь, березовый уголь. Дымовые газы проходят в адсорбенте очистку от вредных соединений, а в блоке циклонов 92 и рукавных фильтрах происходит их очистка от пыли. Сжатый воздух для стряхивания пыли с рукавных фильтров 110 подается от заводской компрессорной станции по трубе 128. Итак, операции при работе печи на искусственной тяге выполняются такие же, как и при работе печи на естественной тяге, но добавляются еще операции: загрузки адсорбента, включение сдвоенного рукавного каркасного фильтра 105, включение дымососа 96. Очистка дымовых газов делает процесс экологически чистым. Итак, предлагаемая печь является простой по конструкции, используется для переработки (переплава) отходов цветных металлов, в частности, для переработки алюминиевых ломов, введенные в конструкцию элементы, устройства позволяют снизить выбросы вредных газов в атмосферу, уменьшить потери тепла в окружающую среду, а также увеличить срок ее эксплуатации. Предлагаемая в заявке на изобретение экспериментальная вращающаяся барабанная плавильная печь для переработки отходов цветных металлов экспериментальный вариант была сооружена в ООО «Эком» в 2007 году по адресу г. Пенза, ул. Тамалинская, 6а. Автор работал на предприятии главным инженером. Печь емкостью 2,5 тонны для переплава алюминиевых ломов была смонтирована в литейном цехе, а в пристрое к литейному цеху была размещена трехступенчатая установка пылегазоочистки.
Характеристика печи
1. Емкость печи по алюминию - 2,5 тонны.
2. Габариты печи: длина. - 3,8 м.
диаметр - 2,4 м.
высота - 3,3 м.
3. Производительность - 1,1 т/час.
4. Расход природного газа - 87 м/час.
5. Горел очное устройство - инжекционная 13-ти смесительная горелка.
6. Давление газа - 0,08МПа.
7. Мощность привода - 4 КВт.
Изобретение относится к вращающейся барабанной плавильной печи для переработки отходов цветных металлов, в частности алюминиевых ломов. Печь содержит цилиндрический корпус, горелочное устройство, загрузочное окно, летку для слива расплава металла. Печь снабжена горелочным щитом с механизмом его поворота, приводным механизмом с вращением движения печи относительно горизонтальной оси в обе стороны на угол 110° и теплоизоляционным слоем, состоящим из трех листов теплоизоляционного муллитокремнеземистого картона и слоя шамотного легковеса, на который набит слой футеровки из корундовой набивной массы с корочкой гарнисажа. Горелочное устройство выполнено в виде газовой тринадцатисмесительной инжекционной горелки, в центре которой размещены пять смесителей с насадками, шесть периферийных прямых смесителей без насадок, два периферийных изогнутых в конце смесителей без насадок. Печь работает на естественной и искусственной тяге с системой пылегазоочистки, включающей камеру смешения, дымосос, блок газоочистки, блок циклонов, сдвоенный рукавный каркасный фильтр и центробежный вентилятор низкого давления. Изобретение обеспечивает снижение выбросов вредных газов в атмосферу, уменьшение потери тепла в окружающую среду, а также увеличение срока эксплуатации печи. 6 з.п. ф-лы, 11 ил.
1. Вращающаяся барабанная плавильная печь для переработки отходов цветных металлов, содержащая цилиндрический корпус, горелочное устройство, загрузочное окно, летку для слива расплава металла, отличающаяся тем, что она снабжена горелочным щитом с механизмом его поворота, приводным механизмом для обеспечения вращательного движения печи относительно горизонтальной оси в обе стороны на угол 110° и теплоизоляционным слоем, состоящим из трех листов теплоизоляционного муллитокремнеземистого картона МКРК-400 и слоя шамотного легковеса ША-0,6, на который набит слой футеровки из корундовой набивной массы МКН-90 с корочкой гарнисажа, при этом горелочное устройство выполнено в виде газовой тринадцатисмесительной инжекционной горелки, в центре которой размещены пять смесителей с насадками, обеспечивающие пламя длиной 3,1 м, шесть периферийных прямых смесителей без насадок, обеспечивающие при горении пламя 1,7 м, два периферийных изогнутых в конце смесителей без насадок, обеспечивающие пламя при горении 1,5 м, печь выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки, включающей камеру смешения, дымосос ДН-9, блок газоочистки, блок циклонов, сдвоенный рукавный каркасный фильтр и центробежный вентилятор низкого давления.
2. Печь по п. 1, отличающаяся тем, что введен механизм поворота горелочного щита, содержащий колонну, внутри которой размещен вал, с возможностью поворота на угол 110° от гидроцилиндра, жестко закрепленный на валу кронштейн с приваренным к нему патрубком для подачи из газопровода газа в газовую тринадцатисмесительную инжекционную горелку, и на конце кронштейна приварен упомянутый горелочный щит, при этом механизм поворота горелочного щита выполнен с возможностью загрузки шихты в печь через окно для горелки при отведенной горелке посредством виброзагрузочной машины.
3. Печь по п. 1, отличающаяся тем, что газовая тринадцатисмесительная инжекционная горелка содержит литой стабилизирующий пламя туннель, огнеупорную набивную массу, смесители, объединенные общей сварной газораспределительной камерой и кожух, приваренный к газораспределительной камере, при этом смесители, насадки к смесителям и стабилизирующий пламя туннель горелок изготовлены литьем по выплавляемым моделям из коррозионно-стойкого и жаростойкого чугуна марки ЧХ28, содержащего Cr 25-30%, С 0,5-1,6%, Si 0,5-1,5%, Мn до 1,0%, Р до 0,1%, S до 0,08%, Fe - остальное.
4. Печь по п. 1, отличающаяся тем, что каждый периферийный прямой смеситель является отливкой и представляет собой трубу с наружным диаметром 65×10 мм длиной 360 мм, в которой по периферии просверлены четыре сопла под углом 25±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, каждый периферийный изогнутый в конце смеситель является отливкой и представляет собой трубу с наружным диаметром 60×10 мм длиной 360 мм, в которой по периферии просверлены четыре сопла под углом 25±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, при этом пять центральных смесителей представляют собой трубу с наружным диаметром 65×10 мм длиной 260 мм, в которой по периферии просверлены четыре сопла под углом 25±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, причем в каждом смесителе имеется насадка длиной 100 мм с наружным ∅70 мм, на внутренней поверхности которой имеются 12 литых ребер, литые ребра со стороны движения газовоздушной смеси имеют заходную часть заострение длиной 4 мм, угол заострения составляет 30°, высота ребер 3 мм, длина резьбы составляет 15 мм.
5. Печь по п. 1, отличающаяся тем, что для обмуровки горелок и набивки пространства между смесителями использована огнеупорная набивная масса, содержащая, %:
6. Печь по п. 1, отличающаяся тем, что привод вращения плавильной печи электрический и состоит из электродвигателя типа АИРЕ 100 S4Y3 с реверсивным устройством мощностью 4,0 кВт, муфты, редуктора, зубчатого колеса, зубчатого сектора, приваренного к корпусу печи и входящего в зацепление с зубчатым колесом, и двух стальных бандажей, опирающихся на четыре ролика.
7. Печь по п. 1, отличающаяся тем, что блок газоочистки оснащен тремя конусами, тремя сепарационными устройствами для центробежного разделения фаз, в сдвоенном рукавном фильтре размещено 140 фильтровальных элементов - рукавов, при этом система пылегазоочистки имеет производительность по очищаемому газу 22000 м3/ч, степень очистки по фтористому водороду 62%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 84%, степень очистки по окиси азота 86%, степень очистки по окиси алюминия 81%, степень очистки по пыли 89%, уровень звука не более 76 дБА.
| Вращающаяся барабанная плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2760137C1 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2000 |
|
RU2171437C1 |
| СПОСОБ ОЧИСТКИ ОТХОДЯЩИХ ГАЗОВ РУДНО-ТЕРМИЧЕСКИХ ПЕЧЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2360197C1 |
| ВРАЩАЮЩАЯСЯ БАРАБАННАЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2013 |
|
RU2542033C2 |
| CN 109718624 A, 07.05.2019 | |||
| CN 210356564 U, 21.04.2020 | |||
| CN 211635816 U, 09.10.2020. | |||
