Изобретение касается вальцевого устройства для изготовления волнистых асбесто-цементных полос с прокладками из металлической сетки посредством вальцевания еще не окрепшей полосы на волнистых вальцах.
В предлагаемом вальцевом устройстве применены короткие рифленые вальцы для ускорения выработки и устранения трещин в прокатываемой пластине.
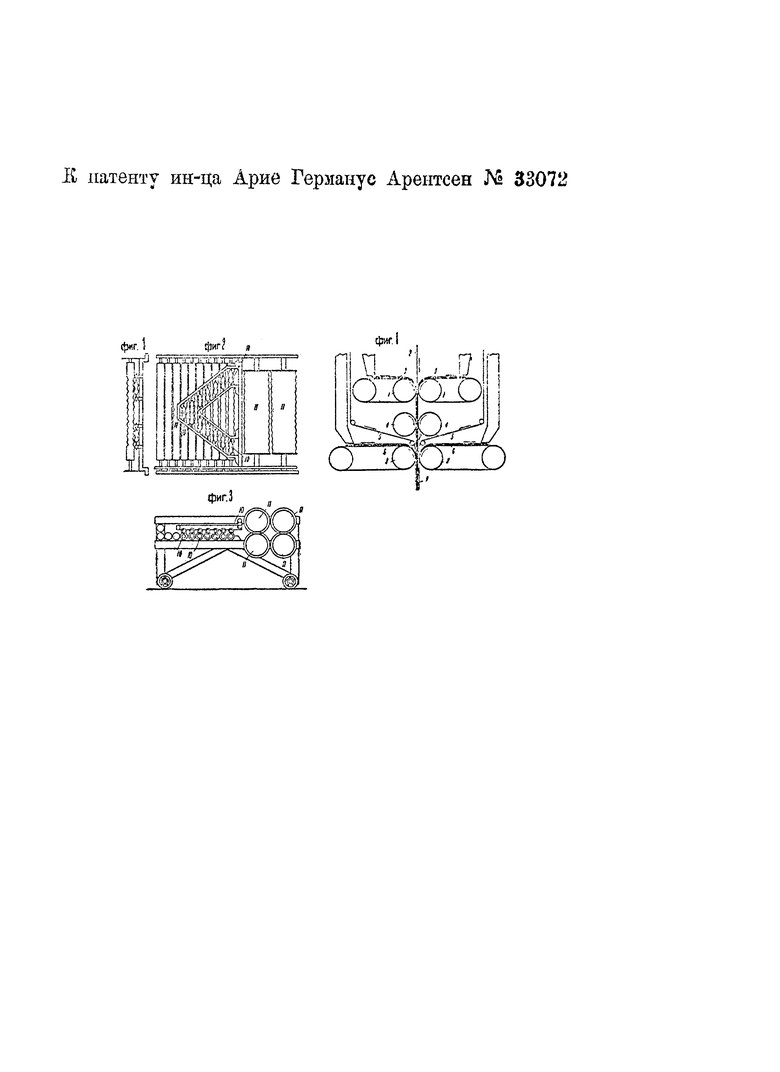
На чертеже фиг. 1 изображает схему изготовления асбесто-цементной полосы с одной или несколькими прокладками из железной сетки; фиг. 2 - вид вальцевого устройства сверху; фиг. 3 - то же, вид сбоку и фиг. 4 - то же, вид спереди с частичным разрезом.
Раньше, чем асбесто-цементная полоса с прокладкой из металлической сетки, приготовленная известным способом, совершенно высохнет, пропускают ее между парой коротких рифленых вальцев, установленных в начальном участке прокатного стана по треугольнику (фиг. 2), над рядом нижних вальцев 10, снабженных рифлениями на определенных участках, приходящихся под означенными верхними вальцами, так, чтобы на полосе образовалась сперва одна волна в осевом направлении, к каковой волне затем присоединяются по одной или нескольку волн с каждой стороны, пока вся полоса не окажется покрытой по всей своей ширине равномерными волнами. Затем ее разрезают на куски любой длины. Куски эти могут быть после разметки сгибаемы под любым углом; после уплотнения трещины полоса или пластина имеет опять ту же самую толщину, что и прежде. Волны, коими снабжена отрезанная пластина, сохраняют свою форму, так как железная прокладка препятствует деформации.
Весь технологический процесс заключается в следующем. Цемент и асбест (последний лучше всего коротко волокнистый) смешивают в соотношении, например, 7:1 и размешивают с водой в густое тесто; тесто это, сравнительно бедное водой, подводят к обеим сторонам железной проволочной сетки 2, проводимой в совершенно плоском состоянии вертикально между одной или несколькими парами вальцев 1, расположенных на некотором взаимном расстоянии. Вальцы 1 снабжены стоячими краями, тогда как их поверхность состоит предпочтительно из весьма мелкой металлической сетки, через отверстия которой удаляется выдавливаемая вода. Асбесто-цементная масса плотно прижимается к сеточной прокладке 2, входит во все ее отверстия и плотно облегает сетку. Вторая пара вальцев 4, лучше всего координированная с парой 1, также выпрессовывает из массы излишек воды и прокатывает асбесто-цементную полосу до желаемой толщины. Если нужно, то можно применять и несколько пар таких вальцев 4.
Если желательно иметь асбесто-цементные полосы с несколькими прокладками из железной проволочной сетки, то к обеим сторонам полученной, как описано выше, асбесто-цементной полосы 7 подводят полосы 5 железной сетки и вновь покрывают таковые асбесто-цементным тестом 6. Первоначальная асбесто-цементная полоса 7 вместе с наложенными на обе ее стороны сетками и асбесто-цементными обкладками 6 проводится затем через одну или несколько пар вальцев 8.
Для того, чтобы выдавить воду из внешних слоев и прокатать полосу 9 до желаемой толщины, ее подводят через одну или несколько пар вальцев.
Повторяя описанные процессы, можно получать асбесто-цементные полосы с любым количеством сетчатых металлических прокладок.
Для того, чтобы получить волнистые пластины, асбесто-цементную полосу 9 проводят, раньше чем она совершенно высохнет, между парами вальцев 10, расположенными под углом, притом так, что сперва вальцуются две волны по оси полосы, после чего с каждой стороны полученных волн вальцуется по одной волне и т.д., пока полоса не окажется снабженной по всей своей ширине волнами. Можно проводить волнистые пластины между одной или несколькими парами волнистых вальцев, благодаря чему волны крепче прокатываются в пластине.
Когда полоса 9 зажата первой парой вальцев 10, то полосу обрезают до желаемой длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ПОСРЕДСТВОМ ВАЛЬЦОВАНИЯ | 1924 |
|
SU3673A1 |
| СПОСОБ И АППАРАТЫ ДЛЯ ПРИГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНОГО ШИФЕРА | 1926 |
|
SU4286A1 |
| Способ приготовления асбестоцементного шифера | 1929 |
|
SU27870A1 |
| Мокрая часть бумагоделательной машины | 1932 |
|
SU32916A1 |
| ПАРОНИТ | 2008 |
|
RU2406611C2 |
| ПАРОНИТ | 2008 |
|
RU2407641C2 |
| ПАРОНИТ | 2008 |
|
RU2406610C2 |
| Способ непрерывного производства волнистого армированного стекла | 1945 |
|
SU67217A1 |
| Способ гранулирования порошков и устройство для его осуществления | 2019 |
|
RU2696468C1 |
| Способ приготовления стерильно фильтрующих пластин | 1933 |
|
SU40327A1 |
Вальцевое устройство для изготовления волнистых асбесто-цементных полос с прокладками из металлической сетки посредством вальцевания еще не окрепшей полосы на волнистых вальцах, отличающееся тем, что, с целью ускорения выработки и устранения трещин в прокатываемой пластине, применены короткие рифленые вальцы, установленные в начальном участке прокатного станка по треугольнику (фиг. 2) над рядом нижних вальцев 10, снабженных рифлениями на определенных участках, приходящихся под означенными верхними вальцами, так что в середине полосы выкатывается сперва одна или несколько волн в осевом направлении, к которым затем присоединяются с боков добавочные волны.
