Существующие способы производства волнистого армированного стекла основаны на придании волнистой формы подготовленному обычным способом плоскому армированному стеклу. Такие методы производства лимитируют массовый выпуск волнистого стекла, кроме того, стекло, подвергнувщееся вторичной обработке, естественно, будет ухудщенного качества так как при переделке плоского армированного стекла в волнистое неизбежны некоторые смещения сетки и появление напряжений в стекле.
Предлагаемый способ производства волнистого армированного стекла целиком устраняет отмеченные недостатки. В отличие от ныне существующего периодического способа, этот способ является непрерывным способом произ;50дстБа. Он заключается в том, что вытекающая из щели печи по лотку стекломасса и металлическая сетка, помещаемая в стекло, подаются в пару прокатных вальцов, из которых каждый имеет вогнутые и выпуклые поверхности в соответствии с формой готового изделия. Из вальцов стекло выходит в виде готового изделия.
Сетка перед вводом ее в формующее стекло изгибается в соответствии с аЬормой изделия в паре вальцов, установленных перед формующими стекло вальцами.
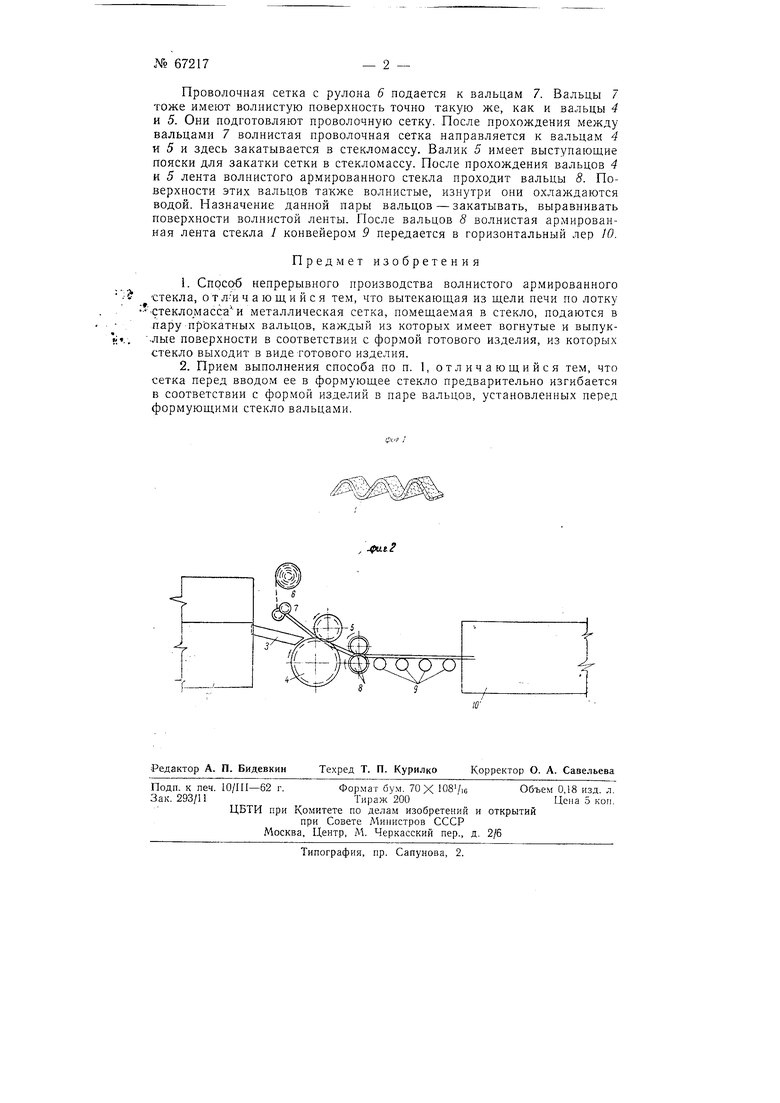
На фиг. 1 представлено волнистое армированное стекло; на фиг. 2 - схема предлагаемого способа производства.
Стекломасса из печи 2 через щель поступает в лоток 3 к оттуда на первую пару прокатных вальцов в 4 и 5, вращающихся навстречу друг другу. Вальцы 4 и 5 имеют волнистые поверхности. Расположение их таково, что вогнутостям одного соответствуют выпуклости другого - и наоборот.
Щель волнистого профиля между вальцами определяет форму волн прокатываемой ленты стекла. Подача стекломассы производится из лотка вдоль всей длины вальцов. Вальцы охлаждаются изнутри протекающей водой. Проволочная сетка с рулона 6 подается к вальцам 7. Вальцы 7 тоже имеют волнистую поверхность точно такую же, как и вальцы 4 и 5. Они подготовляют проволочную сетку. После прохождения между вальцами 7 волнистая проволочная сетка направляется к вальцам 4 и 5 и здесь закатывается в стекломассу. Валик 5 имеет выступающие пояски для закатки сетки в стекломассу. После прохождения вальцов 4 и 5 лента волнистого армированного стекла проходит вальцы 8. Поверхности этих вальцов также волнистые, изнутри они охлаждаются водой. Назначение данной пары вальцов - закатывать, выравнивать поверхности волнистой ленты. После вальцов 8 волнистая армированная лента стекла / конвейером 9 передается в горизонтальный лер 10. Предмет изобретения 1.Способ непрерывного производства волнистого армированного Стекла, от ли ч а ю щи и с я тем, что вытекающая из щели печи по лотку Стекломассаи металлическая сетка, помещаемая в стекло, подаются в пару прокатных вальцов, каждый из которых имеет вогнутые и выпук.лые поверхности в соответствии с формой готового изделия, из которых стекло выходит в виде готового изделия. 2.Прием выполнения способа по п. 1, отличающийся тем, что сетка перед вводом ее в формующее стекло предварительно изгибается в соответствии с формой изделий в паре вальцов, установленных перед формующими стекло вальцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Лодочка Фурко для горизонтального вытягивания листового стекла | 1946 |
|
SU68468A1 |
| ВЫРАБОТОЧНЫЙ БАССЕЙН ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО АРМИРОВАННОГО СТЕКЛА | 1947 |
|
SU74528A1 |
| Способ ввода арматуры в стекломассу | 1976 |
|
SU574402A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТЕКЛА | 1971 |
|
SU300426A1 |
| Устройство для изготовления армированного стекла | 1981 |
|
SU952775A1 |
| Установка для непрерывного производства стеклянных труб | 1951 |
|
SU95850A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ листового СТЕКЛА | 1971 |
|
SU308979A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТЕКЛА | 1973 |
|
SU362792A1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
| Машина для непрерывной прокатки ленты из стекломассы | 1980 |
|
SU996341A1 |
