Изобретение относится к обработк металлов давлением, и может быть использовано для бухтового волочени труб на самоустанавливакйцейся оправ ке.. Известна самоустанавливакнцаяся оправка для волочения труб большой длины, включающая две цилиндрические части и расположенную меаду ним коническую часть. Благодаря такой ф ме оправка под действием сил, возки кающих между оправкой и трубой, автоматически устанавливается таким образом, что между оп1)авкой и волокой образуется кольцевая щель, че рез которую протягивается труба. Прш енение самоустанавлившощейся оправки позволяет производить волоч ние труб бухтовым способом LI 3 Недостатками этой самбустанавливающейся оправки являются наличие периодических возвратно-поступатель ных движений за счет нарушения равновесия действующих на оправку сил из-за неизбежньк колебаний нормальных сил и сил трения на оправке, возникающих вследствие неоднородности механических свойств трубной заготовки по длине и неСтабкльньпсусловий смазки. Возникающие возвратно-поступательные колебания оправки снижают надежность процесса волочения за счет нарушени стабильности процесса. Кроме того, возможно выталкивание оправки из очага деформации при использовании высоковязких смазок, обеспечивающих режим гидродинамической смазки, при этом процесс волочения нарушается, что отрицательно сказывается на качестве заготовки. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является самоустанавливающаяся оправка для волочения труб,«содержащая конический рабочий участок и-цилиндрический калибрующий участок, имеющие различную шеро ховатость С 2 3, Однако у этой самоустанавливающейся оправки недостаточная стабилизация в деформации,так как шерохо ватость выполнена лишь на коническом рабочем участке, что приводит к недостаточной стабильности процес са волочения и снижению качества за готовок . Цель изобретения - повьцпение качества обрабатываемых труб за счет стабилизации положения оправки в очаге деформации. Поставленная цель достигается тем, что на самоустанавливающейся оправке длд волочения труб, содержащей конический рабочий и цилиндрический калибрующий участки, имеющие различную шероховатость, на коническом рабочем и цилиндрическом калибрзпощем участках шероховатость выполнена в виде микронеровностей, причем на коническом рабочем участке микронеровности направлены по оси. оправки, а на цилиндрическом калибрующем участке ,- перпендикулярно оси оправки. На фиг. 1 представлена оправка, общий ВИД} на фиг. 2 - схема действия сил на оправку в процессе волочения. Оправка 1 содержит конический рабочий участок 2 и цилиндрический калибруивдий участок 3. При волочении трубы на оправку действуют две группы сил, из которых нормальные силы Мц , действующие на коническую часть оправки, выталкивают ее из. очага деформации, а силы трения N на передней цилиндрической части оправки втягивают ее в очаг деформации. Равновесие оправки в процессе волочения определяется соотношением этих сил. Если проекция сил N| на ось волочения превьпвает силы трения Nf , оправка выталкивается из очага, деформации и процесс волочения нарушается. Это явление особенно характерно для использования высоковязких аффективных смазок. Нанесение поперечно ориентированной шероховатости на передней цилиндрической оправки увеличивает коэффициент трения между протягиваемой трубой и самоустанавливающейся оправкой, что приводит к величению усилия NT стабилизации правки в очаге деформации и повыению качества обрабатываемых труб. аличие продольно ориентированной ероховатости на конической части снижает нагнетающую способность смазочного клина, образованного нутренней поверхностью трубы и онической поверхностью оправки за счет проскальзывания смазки относиельно оправки и выдавливания ее з очага деформации в направлении,
обратном Направлению волочения,
что приводит к уменьшению N, , также
способствуя стабилизации оправки
в очаге деформации и повьшению
надежности процесса волочения и качества труб.
При м е р t, Само стававлившощаяся оправка опробована при бухтовом волочении медных труб со скоростью 2,5 м/с по маршруту 20,8x18 -17,5x15,3 мм (первый размер - наружньй диаметр трубы, второй - внутренний) , в качестве смазки используют .вискозин, загущеннь мылышм порошком, динамическая вязкость смаз ки fio 12,2 Пз, Диаметр бочйи оправки )7,6 мм, длина конической 7,0 мм, длина передней цилиндрической части 10 ьм. Опробованная самоустанавливающаяся оправка отличается налшшем направленного микро{ вльефа с заданной геометрией на рабочих учас,тках самоустанавлившет ейся оправки: поперечньми рисками на передней цилиндрической части оправки с Йв 1,0-1,5 мкм и продольными pиcкa вl с Й« 1,0-1,5 мкм на ко- ; нической части оправки. Для сравнительной оценки проводят бухтовое волочение с теми же параметрами на самоустанавливакицейся оправке с нерегламентированной шероховатостью. Волочение трубы на оправке.с нерегламентированной шероховатостью проходит Н1густойчиво с колебаниями усилия волочения + 10%, что свидетельствует о наличии возвратно-поступательных перемещений оправки в очге деформации и изменений за счет этого .условий трения при волочении.
На внутренней поверхности труб после волочения и последующей разрезки наблюдаются чередующиеся светлые и темные пятна, что также подтверждает наличие возвратно-поступательных движений самоустанавливающейся оправки в очаге деформации. Ирт енение предлагаемой оправки позволяет стабилизировать ее в очаге деформации, усилие волочения при этом сохраняет постоянное значение..Волочение проходит без рывков, труба имеет внутреннюю поверхность высокого качества П р и м е р 2. При тех же параметрах оправки проводят испытания с использованием в качестве смазки порошка натриевого мыла. В случае применения самоустанавливающейся оправки с нерегламёнтированной шероховатостью происходит выталкивание ее из очага деформации и нарушение процесса волочения. В случае применение оправки с изменяющимся направлением микронеровностей волочение на мьтвном порошке проходит устойчиво, без нарушения процесса волочения.
П 5едлагаемое изобретение позволяет устранить колебания усилия при волочении} стабилизировать процесс волочения по-усилию; снизить действующие на волочильный стан динамические нагрузки на 10%; предотвратить выталкивание самоустанавливающейся оправки из очага деформации н обеспечить устойчивое волочение, в результате чего повьшгается качество внутренней поверхности труб.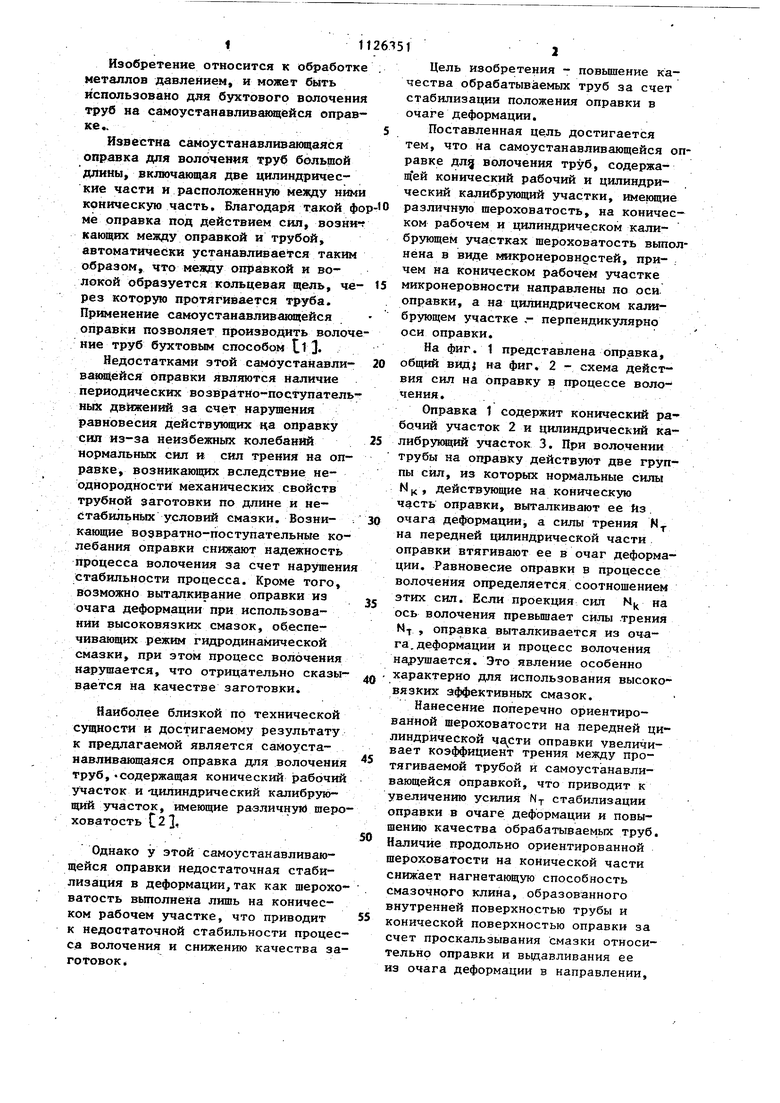
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоустанавливающаяся оправка для волочения труб | 1980 |
|
SU954135A1 |
| Самоустанавливающаяся оправка для волочения труб | 1976 |
|
SU578138A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| Самоустанавливающая оправка для волочения труб | 1977 |
|
SU632425A1 |
| Самоустанавливающаяся оправка для волочения труб | 1986 |
|
SU1470386A1 |
| Самоустанавливающаяся оправка для волочения труб | 1981 |
|
SU988397A1 |
| Самоустанавливающаяся оправка для протягивания труб через волоку | 1975 |
|
SU537726A1 |
| Самоустанавливающаяся оправка для волочения труб | 1987 |
|
SU1528593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
САМОУСТАНАВЛИВАЩАЯСЯ ОПРАВКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ, содержащая конический рабочий участок и цилиндрический калибрунщий участок, имеющие различную шероховатость, о т л ич а ю-т, а я с я тем, что, с целью повышения качества обрабатываемых. труб за счет стабилизации положения оправки в очаге деформации, на коническом рабочем и цилиндрическом калибрующим участках шероховатость выполнена-в виде микронеровностей, причем на коническом рабочем участке микронеровности направлены по оси оправки, а на цилиндрическом калибрующем участке - перпендикулярно оси оправки. 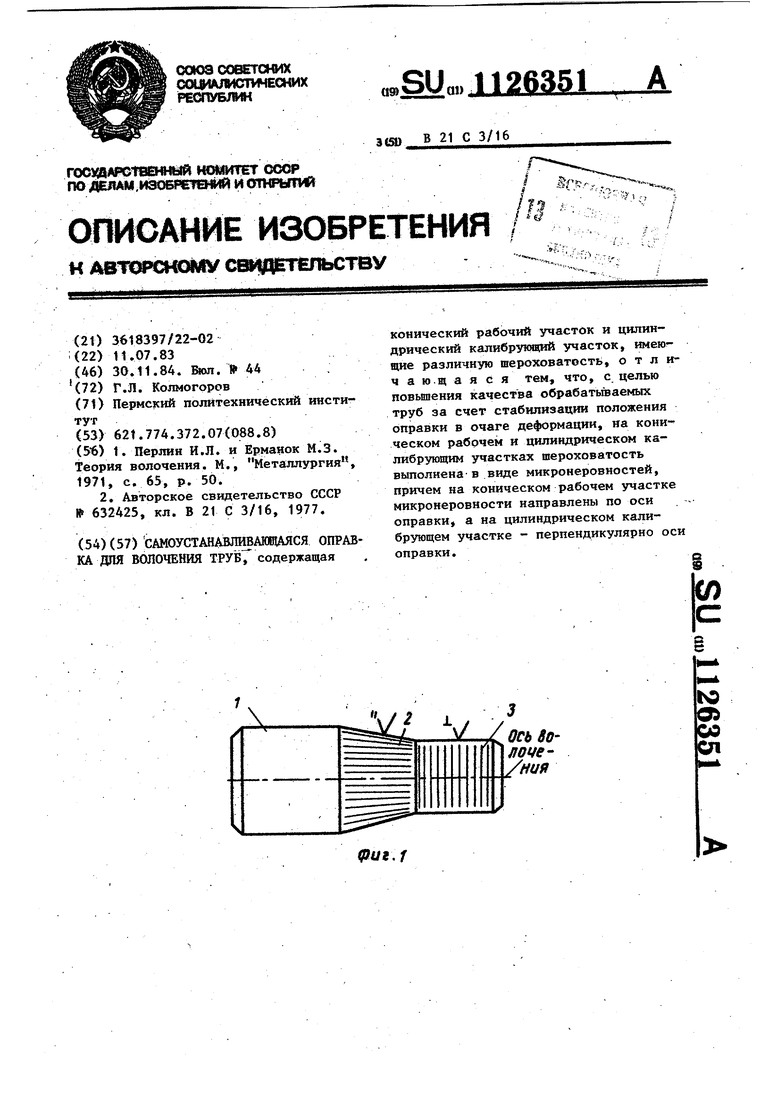
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Перлин И.Л | |||
| и Брмаяок М.З | |||
| Теория волочения | |||
| М., Металлургия, 1971, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Самоустанавливающая оправка для волочения труб | 1977 |
|
SU632425A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
