Изобретеиие может быть применено в машиностроевии при чистовой обработке деталей машин и инструмеита.
Известны способы чистовой обработки, при которых абразивному инструменту .сообщают колебательное движение иод углом к образующей вращающейся детали, или вокруг центральной оси абразивного инструмента, или по дуге окружности. При таком движении абрази1В ного инструмента его рабочая поверхность состоит из боковых цилиндрических участков и соединяющей их плоской площадки, а в крайних положениях - из участков и их соединяющей колебателыной площадки. В жрайн«х положениях колебательного движения боковые участки абразивиого инструмента соударяются с обрабатываемой поверхностью, вызывая при этом самозатачивание вершин его зерен. Происходит ироцесс «епрерывиого резания. Однако при соударении боковых участков ииструмеита с деталью происходит процесс непрерывиого резаиия, не Позволяющего получить чистоту поверхности ;выще 10-го .класса даже при применении мелкозернистых з-шстру ментов.
Целью изобретения является совмещение в одном цикле процесса резания и последующего выхаживания. Это достигается тем, что по предлагаемому способу обработку поверхности детали осуществляют в две стад1 и. Первую стадию выполняют при амплитуде колеба1ний, при которой происходит соударение с деталью боковых участков абразивного инструмента, а вторую стадию выполняют при уменьшенной амплитуде, при которой боковые участки в работе не участвуют. Дальнейшая обработка осуществляется только зернами, расположеииьгми на плоской площадке .между боковыми участкалш.
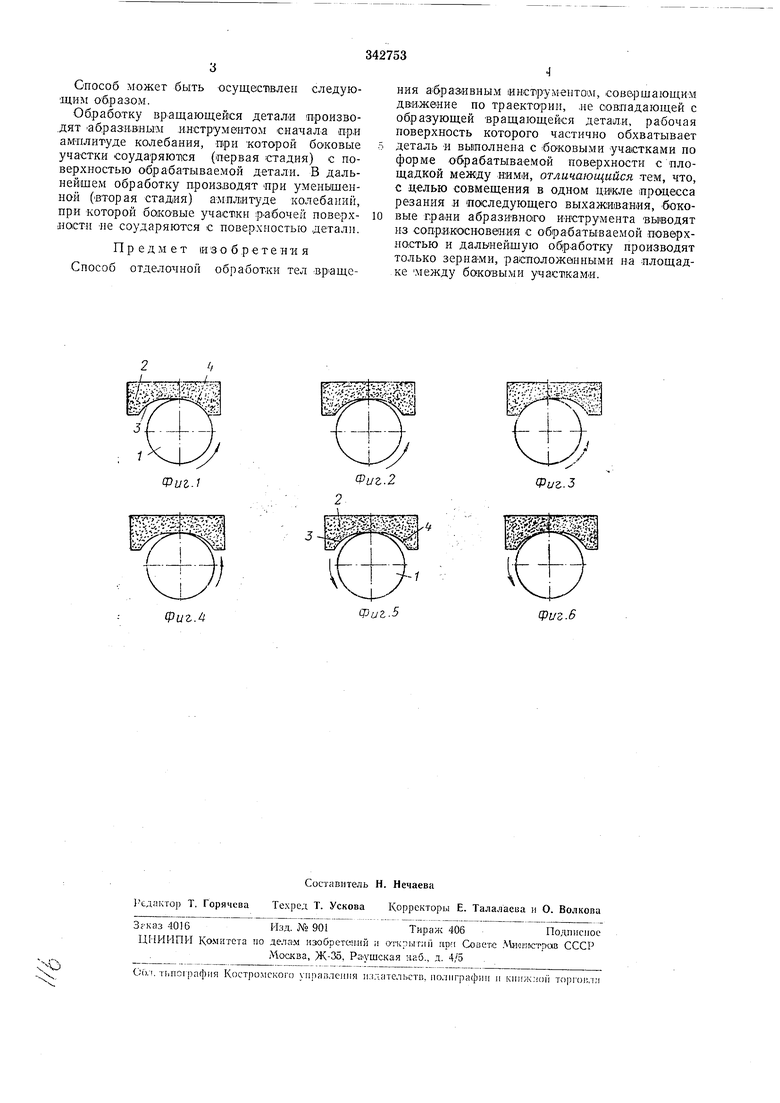
На фиг. 1 показано положение абразивного инструмента относительно детали в nepBOii стадии обработки; иа фиг. 2 - то же, среднее; на фиг. 3-то же, крайнее правое; на фиг. 4- положеиие абразивного инструмента относительно детали во :второй стадии доводки, крайнее левое; на фиг. 5 - то же, среднее; на фиг. 6 - то же, Крайнее правое.
Описываемый способ заключается в том, что обработку поверхности детали / ведут
абразивным инструментом 2, совершающие колебательное движение по траектории, не совпадающей с образующей вращающейся детали. В завершающей стадии обработки уменьщают амплитуду колебания ииструмента таким образом, чтобы его боковые участки 3 и 4 не соударялись с oбpaбaтьreae oй деталью. Это обеспечивает возможность наряду со значительным съемом металла в первой стадии получать высокие (до 13-14) классы
Способ может быть
осуществлен следующим образом.
Обработку вращающейся детали троизво.дят абразивным .и.нструментом сначала пр.и амплитуде колебания, при которой боковые участки соударяются (первая стадия) с поверхностью обрабатываемой детали. В дальнейшем обработку производят -при уменьщенной (вторая стадия) амплитуде колебаний, при которой боковые участки р абочей поверхности -не соударяются с поверхностью детали.
Предмет и з о б р е т е Б -и я Способ отделочной обработки тел вращения а1браэивным инструментам, совершающим движение по траектории, .не совпадающей с образующей -вращающейся детали, рабочая поверхность которого частично обхватывает деталь и вьшолнена с :боковыми участками по форме о брабатываемой поверхности с площадкой между НИМИ, отличающийся тем, что, с целью совмещения в одном процесса резания .и |П01Следующего выхаживания, боковые грани абразивного инструмента выводят из соприкосновения с о-бра батываемой поверхностью и дальнейшую обр-аботку производят только зернами, расположвнныМИ на площадке между боковыми участками.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| Способ чистовой обработки ограниченных плоских поверхностей абразивным бруском | 1982 |
|
SU1038200A2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
Фигл
Фиг.2
(ригЛ
lim
Фиг-5
Фиг. 6
