Изобретение касается устройства для обрезки электродов ламп накаливания и прочих источников света. Лампы накаливания изготавливаются на автоматической линии, специально предназначенной для этой цели. Нить накала лампы и контакты соединяются посредством так называемых электродов. Технология сборки ламп накаливаяин на автоматической лннии должна быть такова, чтобы электроды были длинее их окончательного размера. Электроды путем пайки или сваривания прикрепляются к головке лампы, Электроды до их окончательного размера необходимо обрезать перед закреплением.
Неред обрезанием электроды не должны подвергаться растягивающему усилию, так как может привести к их обрыву.
Электроды должны обрезаться до установленной длины таким образом, чтобы материал для найкн покрывал концы электродов после прнпаивания. Приведение в действие обрезающего устройства не должно вызывать колебаний в остальных составных частях лампы. Обрезание электродов не должно затрагивать цоколя лампы. Срок службы режущнх кромок обрезающего устройства должен быть но возможности наибольн1им.
режущие приспособления, которые отвечают вышеназванным требованиям. Эти автоматы выполняют чередующиеся движения, и обрезание электродов происходит тогда, когда удерживающее лампу зажимное устройство находится в спокойном положении.
Производительность обычной технологической лнннп может быть увеличена только нутем увеличения скорости движения.
Но увеличению скорости в иесколько раз по сравнению с первоначальной мещает то обстоятельство, что с целью избежания движения инструмента но самой детали лампа накаливания на автоматической линии останавливается на время выиолнення операции, а остановка детали увеличивает расстояние деталей друг от друга, т. е. длина автоматической линии и необходимое для производства пространство возрастают.
На автоматическнх линиях, имеющих больщую скорость, ламны накаливания без остановки проходят технологические процессы. Следовательно, у непрерывно двигающихся автоматических станков больщой пронзводнтельностн для ламп накаливания нельзя применять обычные приспособления для резки. Это вызвано тем, что во время резки они, вследствие поступательного движения инструмента, волокутся по электродам, в результате чего обрез становится неточным, и обрезанная поверхность имеет неровную форму, при этом электроды также часто обрываются.
Цель изобретения - обеспечить непрерывную обрезку электродов.
Для обрезания электродов могут применяться, например, два вращающихся относительно друг друга заточенных диска или одна неподвижная режущая кромка и один вращающийся диск, имеющий вращающуюся с постоянной угловой скоростью режущую кромку. Из числа вращающихся дисков один или оба могут иметь моторный привод. Конструкция диска может быть снабжена зубьями. Преимущество зубчатого диска состоит в том, что он устраняет вызываемые возможными изменениями коэффициента трения изменения тяговых усилий, более надежно захватывает электроды и точнее прижимает их к режущей кромке.
Толщина зубчатого диска составляет 0,5- 0,8 мм, что дает возможность близко подвести головку лампы к режущему устройству, в результате чего обеспечивается небольшой размер остающегося после обрезки кончика проволоки.
Вращающийся с постоянной угловой скоростью диск не вызывает колебаний, так что связанные с режущим устройством остальные составные части не испытывают колебательного воздействия. Число оборотов режущего диска следует подбирать таким образом, чтобы окружная скорость вращения была согласована с поступательной скоростью вращения или была больше нее.
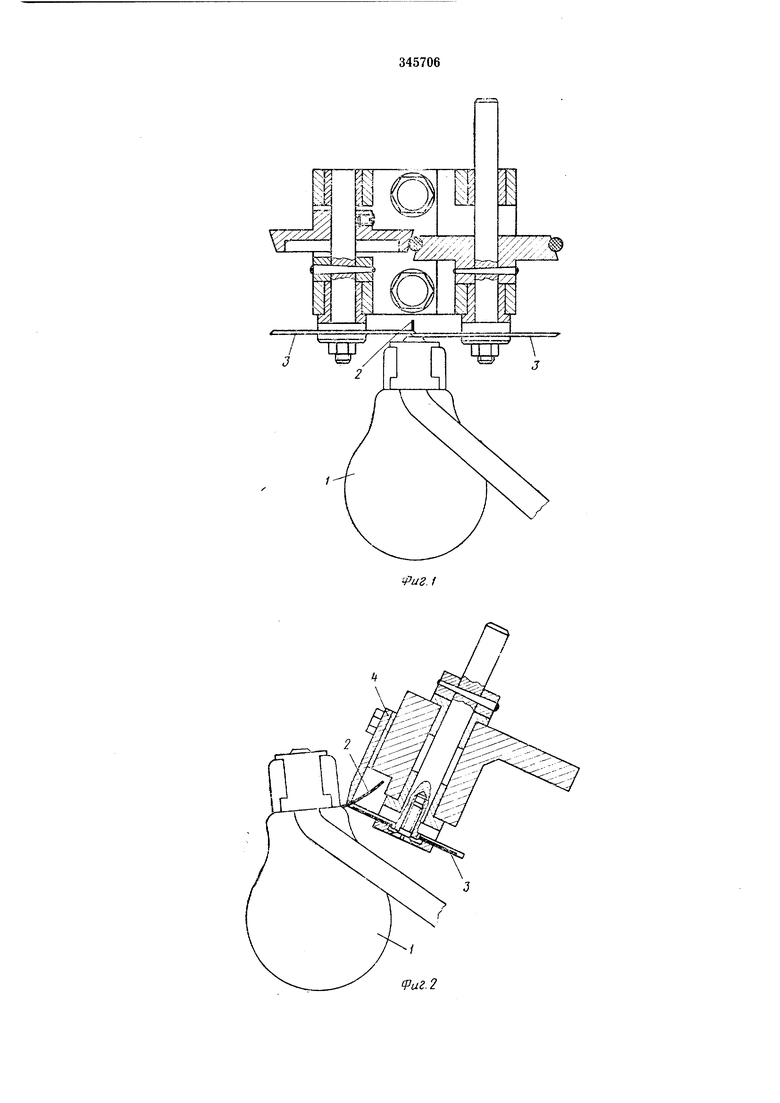
На фиг. 1 изображено устройство, пригодное для обрезания центрального электрода; па фиг. 2 - устройство, пригодное для обрезания бокового электрода.
Выступающий из лампы / электрод 2 обрезается вращающимся ножом 3, при этом лампа выполняет непрерывное движение вперед (фиг. 1).
При работе устройства, изображенного на
фиг. 2, выступающий сбоку лампы, которая выполняет непрерывное движение, электрод 2 обрезается неподвижным ножом 4 и вращающимся ножом 3.
Преимущество предлагаемого устройство, которое выполняет непрерывное вращательное движение, состоит в следующем: оно одинаковым образом может использоваться у автоматов, выполняющих непрерывное или чередующееся движение.
Потребность в режущем усилнн меньше, чем у обычных режущих приспособлений. Во время обрезки электрод не подвержен напряжению при растяжении. Обрезание не подвергает нагрузке цоколь лампы.
Длина оставшегося после обрезания конца электрода может быть снижена до значительно меньшего размера. Срок службы режущей кромки больще, чем у обычных режущих устройств.
Кинематика устройства простая, число составных частей меньше, чем у его предшественников.
Вследствие непрерывного вращательного движения не возникают обычные, как у прежних станков колебания.
Технический уход проще, чем у прежних станков.
П р е д м е т н 3 о б р е т е н и я
Устройство для обрезки электродов ламп накаливания, содержащее дисковые ножи, приводимые во вращение с помощью приводного механизма, отличающееся тем, что, с
целью обеспечения непрерывной обрезки электродов, механизм обрезки центральных электродов выполнен из двух вращающихся дисковых ножей, между которыми перемещается обрезаемый центральный электрод, а
механизм обрезки боковых электродов выполнен из неподвижной режущей кромки и вращающегося дискового ножа, между которыми перемещается обрезаемый боковой электрод.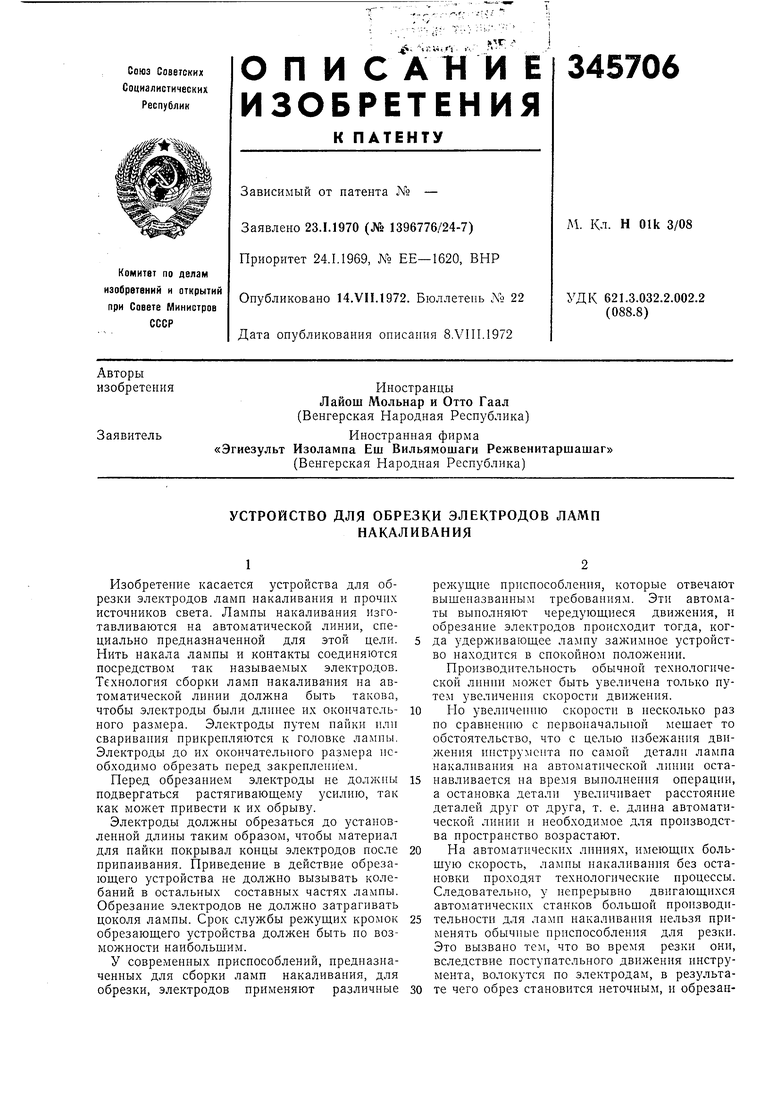
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОТПАЙКИ СТЕКЛЯННЫХ ШТЕНГЕЛЕЙ | 1971 |
|
SU301009A1 |
| ЛАМП НАКАЛИВАНИЯ | 1972 |
|
SU357773A1 |
| СССРЗависимое от авт. свидетельства № — Заявлено 28.X1I.1970 (№ 1605541/24-7) Приоритет 29.ХП.1969, № EE-I770 | 1973 |
|
SU383342A1 |
| УСТАНОВКА ДЛЯ СБОРКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ЗАМКА ЗАСТЕЖКИ-МОЛНИИ | 1972 |
|
SU346848A1 |
| ВОЛЬФРАМОВЫЙ ПОРОШОК НА ОСНОВЕ ТРЕХОКИСИВОЛЬФРАМА, | 1970 |
|
SU284740A1 |
| ИОНИЗАЦИОННЫЙ ДЕТЕКТОР | 1973 |
|
SU375870A1 |
| АЭРОИОКИЗАТОР | 1972 |
|
SU359784A1 |
| МАШИНА ДЛЯ ЗАШИВАНИЯ НАПОЛНЕННЫХ МЕШКОВ | 1972 |
|
SU346889A1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ выдвижных БЛОКОВ РАДИОАППАРАТУРЫ В МОНТАЖНЫХ СТОЙКАХ | 1971 |
|
SU291544A1 |
| МАШИНА ДЛЯ РАСПЫЛЕНИЯ ЖИДКОСТЕЙ | 1972 |
|
SU330580A1 |