При запайке и отделении вакуумных сосудов размягченный путем нагрева стеклянный штенгель под действием внешнего атмосферного давления сжимается, в случае же внутреннего избыточного давления щтенгель при 5 его размягчении раздувается, в результате чего оплавление затрудняется. Для предотвращения этого размягченное стекло непосредственно после нагрева или одновременно с ним быстро зажимается с помощью механических органов. TaKiKaiK различные сорта стакла п.ри температуре размягчения начинают прилипать «металлу, то наружная поверхность стекла предварительно, во избежание прилипания стекла к 15 зажимному органу, обычно покрывается разделительным слоем, например, графитом. Так как размягчение и сжатие стекла тем же инструментом значительно упрощает процесс, то уже предлагалось оплавляющий ин- 20 струмент изготовлять из материала, слулсащего для электрического нагрева. Известны зажимные инструменты, изготовленные из специальных сплавов, при этом их нагревание производится посредством газово- 25 го пламени. Поскольку температуру инструмента поддерживают как можно более низкой, периоды оплавления будут весьма продолжительны. На практике в каждой позиции. 10 та с вращающимся столом, устанавливается по одному самостоятельному оплавляющему устройству. Они работают в течение значительной части времени нагнетания таким образом, что всасывающая труба запирается лишь на последних позициях. Тем не менее, прилипание инструмента к стеклу на практике не устранено. Поэтому известные устройства не могут быть использованы в массовом производстве. Цель настоящего изобретения заключается в устранении этих недостатков. Предлагаемое устройство отличается от известных тем, что, с целью обеспечения надежности работы и согласования процесса оплавления штенгеля с движением автомата, оно содержит приспособление для намазки оплавляющего инструмента суспензией графита и управляемый от программного вала переключатель, имеющий два рабочих положения, в одном из которых замыкается цепь нагрева оплавляющего инструмента, а в другом - цепь пускателя приводного двигателя откачного автомата. Оплавляющий инструмент выполнен в виде двух одноплечих рычагов, закрепленных на соответствующих осях и
Приспособление для намазки оплавляющего инструмента суспензией графита выполнено в виде щеток, приводимых в движение зубчатой рейкой, соверщающей периодическое .перемещение, и 1вальцов, (погруженных в сосуд с графитовой суспензией. Кроме того, оплавляющий инструмент снабжен дополнительной обмоткой для предварительпого подогрева, включенной через выключатель, управляемый от программного вала.
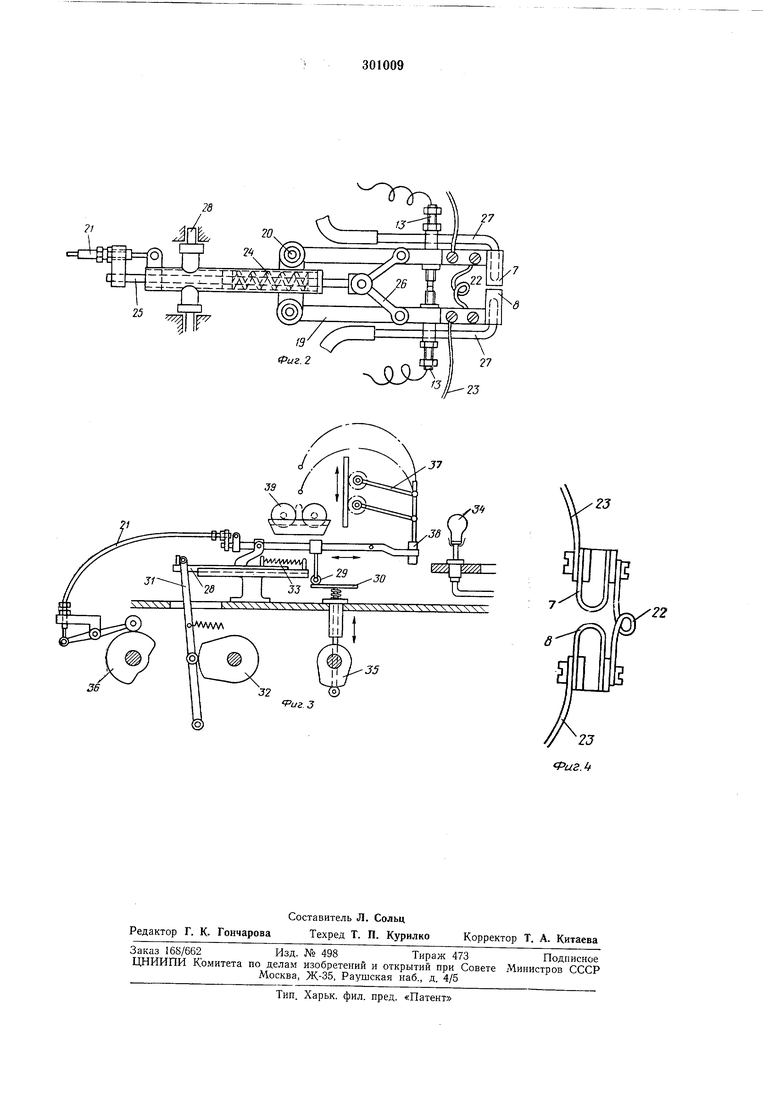
На фиг. 1 изображена принципиальная схема предлагаемого устройства; на фиг. 2- оплавляющий ипструмепт, вид сверху; па фиг. 3 - оплавляющий инструмент с приспособлением для промазки, вид сбоку; на фиг. 4 .показана деталь оплавляющего инструмента.
Электродвигатель /, приводящий в движение откачной автомат питается через выключатель 2 и пускатель 3. Пускатель 3 замкнут тогда, когда катущка подключена к трансформатору 4, либо в контактах а переключателя 5. Кулачок 6 регулируется таким образом, что оп после охвата щтенгеля оплавляющими патронами 7 и 5 прерывает цепь питания электродвигателя /. В это время к оплав;1яющим патронам 7 и 5 через выключатель 9 подается ток по цепи (см. фиг. 1, изображена толстыми сплощпыми линиями), содержащей контакты б переключателя 5, трансформатор пагрева 10, резистор // и контакт, управляемый кулачком 12 программного вала.
При сближении оплавляющих иатронов 7 и 8 сближаются также механически связанные с ними контакты 13, которые в отрегулирован, ном положении замыкают цепь питания (см. фиг. 1, показана крупным пунктиром), от трансформатора 4 к катущке переключателя 5, пускатель 3 срабатывает, замыкая контакт а и размыкая контакт б. При этом разрывается цепь питания оплавляющих патронов 7 и 5, а тем самым одновременно прекращается их нагрев. С другой стороны контактом а переключателя 5 замыкается накоротко контакт кулачка 6, в результате чего электродвигатель 1 и весь механизм откачного автомата вповь пускают в ход. При вращении программного вала кулачок 6 проворачивается и контакт замыкается, а когда он вновь размыкается (что происходит лишь при возобновленном нагреве оплавляющих патронов), то кулачок уже замкнул электрическую цепь катущки переключателя 5. Другие сидящие на программном валу дисковые кулачки также продолжают вращаться, дисковый кулачок 12 снова прерывает электрическую цепь, в то щремя ка;к кулачок 14 замыкает накоротко электрическую цепь. Дисковый к лачок 14 при подводе электрического тока к оплавляющим патронам должен накоротко замыкать резистор // в течение первых десятых секунды для резкого повыщения температуры (см. фиг. 1, электрическая цепь изображена тонкими щтриховыми линиями). Здесь следует заметить, что сопротивление резистора 11, а тем самым и температура оплавляющих пат.
ронов могут изменяться путем отключения различных секций резистора //. Замыкание накоротко происходит с помощью контакта выключателя 15. Этот контакт размыкается при отключении двигателя /. Таким образом оплавляющие патроны предохраняются. Когда кулачок замыкает резистор //, оплавляющие патроны, представляющие собой нагревательпые тела сопротивления, мгновенно выгорают. Оплавляющие патроны снабжены обмоткой 16 предварительного нагрева, питаемой от трансформатора /7 через выключатель 18. Пневматический клапан (на чертежах не показан), который приводится в действие аналогичным образом от сидящего на программном валу кулачка и в момент приведения в действие выключателя при возобновлении механических перемещений направляет струю охлаждающего воздуха на оплавляющие патроны.
Электрически нагреваемые и включенные последовательно оплавляющие патроны изолированы один от другого и укреплены на концах рычагов 19, поворачиваемых в шарнирах 20 посредством тягового троса 21. Включенные последовательно с помощью кабеля 22 оплавляющие патроны питаются током по пнтающим проводам 23. В неподвижном ноложении оплавляющих патронов рычаги 19 с помощью пружины 24 поддерживаются в замкнутом положении, соответственно, в положении, ограниченном контакта.ми 13, которые выполнены в виде винтов.
Стержень 25, приводимый в действие тросом 21, осуществляет разведение и соответственно смыкание через промежуточную рычажную систему 26 рычагов 19 оплавляющих патронов.
Электрически изолированные контакты 13 являются составными частями системы автоматического регулирования.
В том случае, если щтенгель зажат оплавляющими патронами, то контакты 13 замыкают электрическую цепь и при этом дают пусковой импульс на осуществление определенного процесса.
Оплавляющие патроны в соответствующие моменты времени охлаждаются потоками воздуха, вытекающими через сопла 27, регулируемые пневматическим клапаном.
Оплавляющие патроны с помощью салазок 28 и ролика 29 прижимаются к регулирующей планке 30. Салазки 28 приводятся в движение рычагом 31, который, в свою очередь, управляется кулачком 32, а именно таким образом, что оплавляющие патроны под действием пружины 33 движутся вперед к паходяп1.ейся на позиции оплавления лампе 34, щтенгель которой уже предварительно нагрет. По окопчаиин процесса оплавления салазки обратно в мертвое полол ение.
Очистка патронов и их промазка чистым графитом производится с помощью зубчатых реек 57, которые .проталкивают щетки 38 для промазки патропов графитом сначала между двумя погружающимися в «оллоидяый графит промазными вальцами 39, после чего покрытая таким образом графитом щетка 38 протягивается между оплавляющими патронами и тем самым стирается старый слой графита и наносится новый.
Привод кулачков 32, 35 и 36, регулирование пневматического клапана, а также кулачка 14, ускоряющего нагрев, осуществляется от общего программного вала, который вращается синхронно с главным валом откачного автомата.
Предмет изобретения
1. Устройство для отпайки стеклянных щтенгелей электровакуумных приборов, в частности ламп накаливания, наполненных газом до давления выще атмосферного, с абженное электрически нагреваемым оплавляющим инструментом и установленное на откачном автомате с приводным электродвигателем, управляемым программным валом с кулачками, отличающееся тем, что, с целью обеспечения надежности работы и согласования процесса оплавления штенгеля с движением автомата, оно содержит приспособление для намазки оплавляющего инструмента суспензией графита i управляемый от программного вала переключатель, имеющий два рабочих положения, в одном из которых замыкается цепь нагрева оплавляющего инструмента, а в другом - цепь пускателя приводного двигателя откачного автомата.
2.Устройство по п. 1, отличающееся теМ; что, оплавляющий инструмент выполнен в виде двух одноплечих рычагов, закрепленных на соответствующих осях и несущих электрнческл нагреваемые оплавляющие патроны, а также
регулируемые контакты для управления магнитным пускателем приводного двигателя откачного автомата.
3.Устройство по пп. 1 и 2, отличающееся тем, что приспособление для намазки оплавляющего инструмента суспензией графита выполнено в виде щеток, приводимых в движенне зубчатой рейкой, совершающей периодическое перемещение, и вальцов, погруженных в сосуд с графитовой суспензией.
4.Устройство по пп. 1-3, отличающееся тем, что оплавляющий инструмент снабжен допо.тнительной обмоткой для предварительного подогрева, включенной через выключатель, управляемый от указанного программного вала.
/в
оЕЭ-о
i
27
23
23 Фиг.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СБОРКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ЗАМКА ЗАСТЕЖКИ-МОЛНИИ | 1972 |
|
SU346848A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛАМП НАКАЛИВАНИЯ С ДАВЛЕНИЕМ НАПОЛНИТЕЛЬНОГО ГАЗА ВЫШЕ АТМОСФЕРНОГО | 1970 |
|
SU260741A1 |
| ПЕЧЬ ДЛЯ НЕПРЕРЫВНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU383318A1 |
| ИОНИЗАЦИОННЫЙ ДЕТЕКТОР | 1973 |
|
SU375870A1 |
| СССРЗависимое от авт. свидетельства № — Заявлено 28.X1I.1970 (№ 1605541/24-7) Приоритет 29.ХП.1969, № EE-I770 | 1973 |
|
SU383342A1 |
| УСТРОЙСТВО для ЗАЩИТЫ ЭЛЕКТРИЧЕСКОЙ АППАРАТУРЫ | 1971 |
|
SU320131A1 |
| УСТРОЙСТВО для ОБРЕЗКИ ЭЛЕКТРОДОВ ЛАМП НАКАЛИВАНИЯ | 1972 |
|
SU345706A1 |
| ПОЛУАВТОМАТ ДЛЯ ОТКАЧКИ ЭЛЕКТРОВАКУУМНЫХПРИБОРОВ | 1971 |
|
SU321871A1 |
| ВСЕСОЮЗНАЯ ПАТ?НТН04ЕХНН4ЕШБИБЛИОТЕКА | 1971 |
|
SU310431A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |