Изобретение может быть использовано в металлообрабатывающей промышленности для обработки турбинных лопаток.
Известны фасонные фрезы с ножами полного и неполного профилей, установленными в пазах корпуса под углом к его оси и закрепленными цилиндрическими штифтами с конусной лыской, расположенными в отверстиях корпуса.
Предлагаемая фреза отличается от известных тем, что отверстия под крепежные штифты выполнены в зоне стружечной канавки, примерно перпендикулярно дну пазов под ножи. Это увеличивает количество монтируемых в корпусе ножей и повышает надежность их крепления.
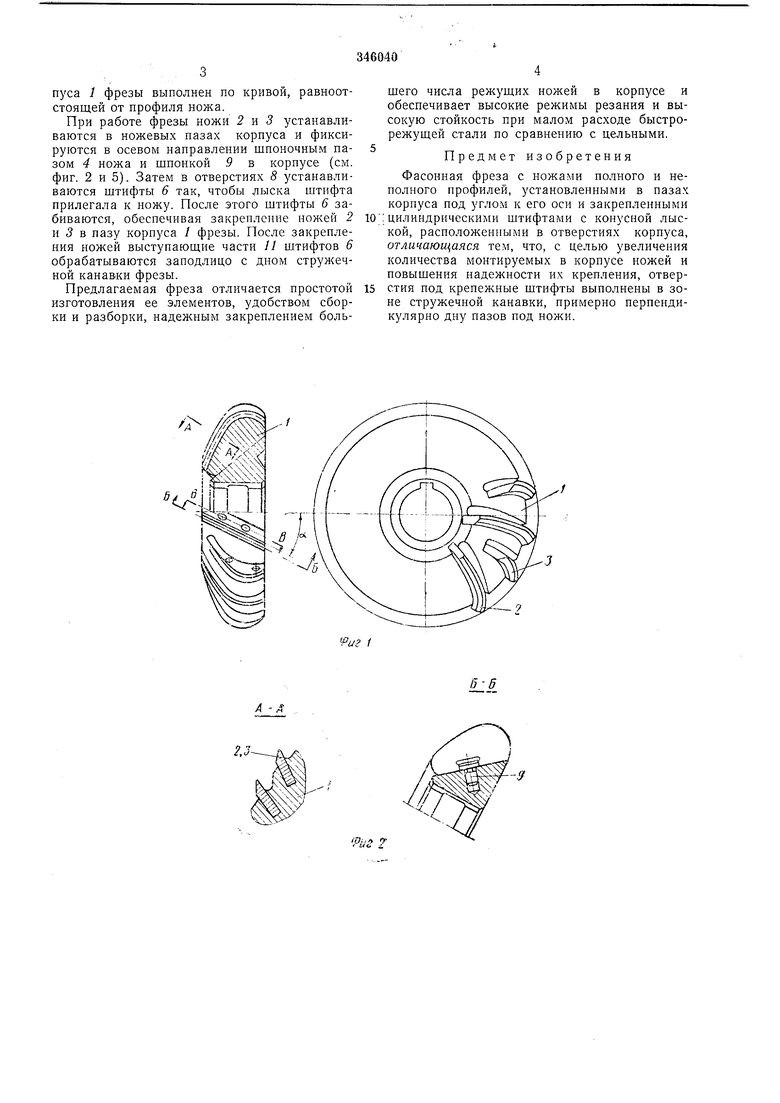
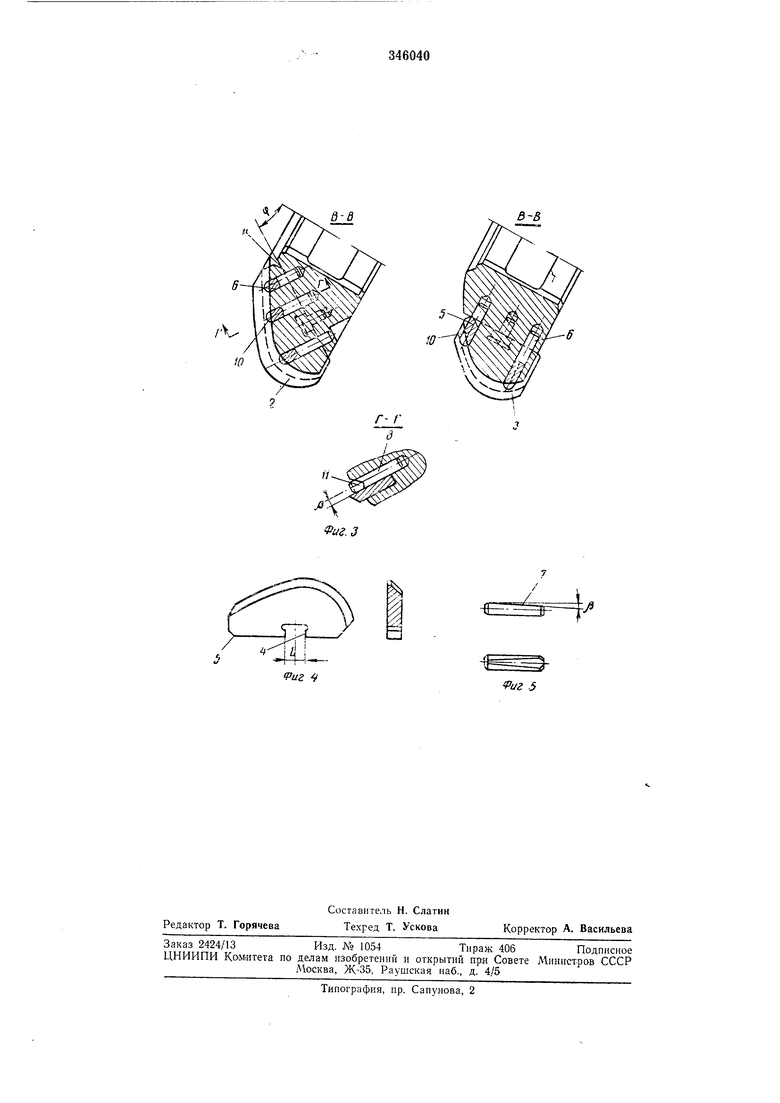
Па фиг. 1 изображена описываемая фреза, две проекции; на фиг. 2 - то же, сечения А-А и Б-Б; на фиг. 3 - то же, сечения В-В л Г-Г для ножа полного профиля ножа неполного профиля; на фиг. 4 - нож полного профиля; на фиг. 5 - крепежный штифт.
Фасонная фреза со вставными содержит корпус 1, в котором выполнены сквозные ножевые пазы с параллельными боковыми сторонами, наклоненными к оси фрезы под углом а. В пазах корпуса закреплены чередующиеся шарокие 2 и узкие 3 режущие ножи, которые, устанавливаются в пазах 4 корпуса с .чазором. Пож 2 имеет полный
профиль режущей кромки, а нож 3 - неполный профиль.
Пож фрезы - плоский с параллельными боковыми сторонами. Для удобства разборки
фрезы па боковой стороне ножа выполнены фаски 5. Пожи в корпусе закрепляются крепежными цилиндрическими штифтами 6 с лыской 7, выполненной под углом р, равным 3-5°.
Штифты в корпусе установлены в цилиндрических отверстиях 8, выполненных в зоне дна стружечной канавки. Оси отверстий 8 наклонены под углом р, равным 3-5° к боковой плоскости ножевого паза или ножа. Принятый
угол обеспечивает самоторможение режущего ножа и штифта.
Для увеличения надежности крепления ножей штифты 6 изготовляются, например, из
стали 45 без термообработки. Дно пазов для ножей 2 наклонено к оси фрезы под углом ф, что у.меньшает глубину пазов в корпусе и размер полней 2. Дно пазов для ножей 3 выполнено параллельно оси фрезы. Па дне каждого ножевого паза корпуса закреплена шпонка (цилиндрический палец) 9, которая фиксирует положение в корпусе фрезы. Верхние участки 10 штифтов 6 выполнены заподлицо со струпуса 1 фрезы выполнен по кривой, равноотстоящей от профиля ножа.
При работе фрезы ножи 2 Е 3 устанавливаются в ножевых пазах корпуса и фиксируются в осевом направлении шпоночным пазом 4 ножа и шпонкой .9 в корпусе (см. фиг. 2 и 5). Затем в отверстиях 8 устанавливаются штифты 6 так, чтобы лыска штифта прилегала к ножу. После этого штифты 6 забиваются, обеспечивая закрепление ножей 2 и 3 в пазу корпуса / фрезы. После закрепления ножей выступающие части // штифтов 6 обрабатываются заподлицо с дном стружечной канавки фрезы.
Предлагаемая фреза отличается простотой изготовления ее элементов, удобством сборки и разборки, надежным закреплением большего числа режущих ножей в корпусе и обеспечивает высокие режимы резания и высокую стойкость при малом расходе быстрорежущей стали по сравнению с цельными.
Предмет изобретения
Фасоиная фреза с ножами полного и неполного профилей, установленными в пазах корпуса под углом к его оси и закрепленными
цилиндрическими штифтами с конусной лыской, расположенными в отверстиях корпуса, отличающаяся тем, что, с целью увеличения количества монтируемых в корпусе ножей и повышения надежности их крепления, отверстия под крепежные штифты выполнены в зоне стружечной канавки, примерно перпендикулярно дну пазов под ножи.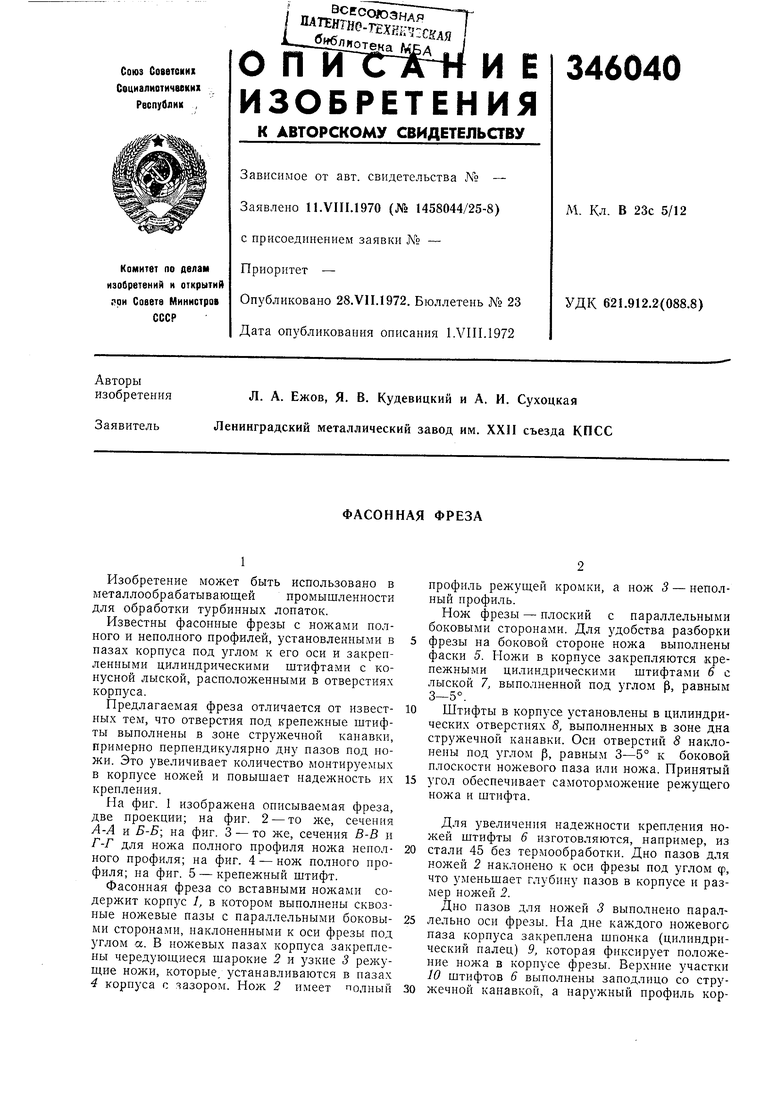
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Торцово-цилиндрическая фреза | 1991 |
|
SU1757791A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| Торцовая ступенчатая фреза | 1990 |
|
SU1796360A1 |
| Сборная фреза | 1989 |
|
SU1731483A1 |
| КОНЦЕВАЯ ФРЕЗА | 1995 |
|
RU2136452C1 |
| ОТРЕЗНОЙ НОЖ, СНАБЖЕННЫЙ НОЖЕВОЙ ВСТАВКОЙ | 2012 |
|
RU2594929C2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| УНИВЕРСАЛЬНОЕ ДИСКОВОЕ ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ СО СМЕННЫМИ РАБОЧИМИ ЧАСТЯМИ "ВИКОСТ" | 2007 |
|
RU2371899C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
Э.-.-л Г и i.
