Изобретение относится к технологии пропитки, наприме,р, стеклоармирующего материала связующим в производстве стеклопластика.
Известен способ вакуумной пропитки стеклоармирующего материала (стеклонаполиителя), состоящий в том, что в форму помещают стеклонаполнитель, затем форму смыкают, герметизируют, отсасывают из нее воздух и связующее под действием атмосферного давления поступает в форму, пропитывая стеклОиаполнитель. Недостатком известного способа является применение сложного оборудования, трудность контроля процесса пропитки, трудоемкость обслуживания установки:.
Целью изобретения являются улучщение качества и уменьщение времени процесса пропитки. Поставленная цель достигается тем, что герметизацию формы осуществляют путем сплошной заливки прочитывающего состава Поверх уложенного в форму материала с последующим вакуумированием полости формы со стороны пропитываемого материала.
Способ пропитки армирующего материала связующим заключается в следующем.
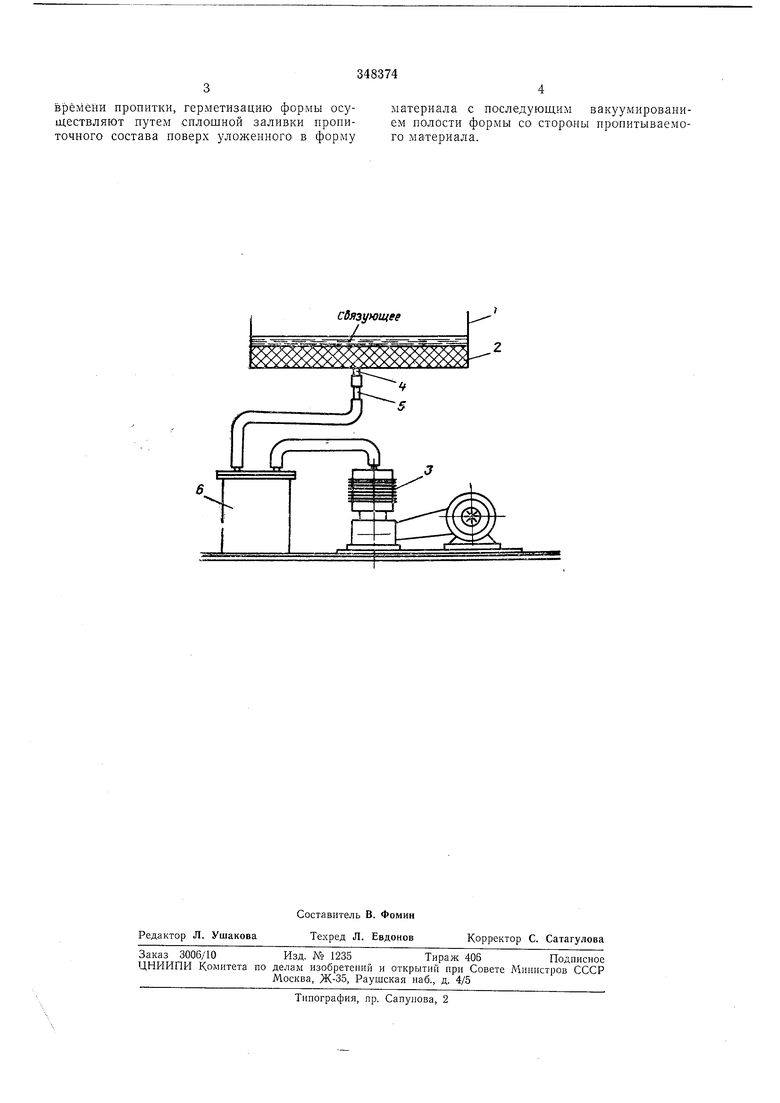
пакета так, чтобы не было участков стеклоткани непокрытых смолой. Затем включают вакуум-насос 5, доводят разрежение в системе до 700-750 мм. рт. ст. Пропитка стеклоткани производится за счет давлений сверху и снизу пакета. Разрежение в системе поддерживается за счет гидравлического затвора, которым является слой связующего над пакетом 2 стеклоткани. Под действием вакуум-насоса 3 воздух из пор стеклоткани отсасывается через штуцер 4, освобождаемое пространство заполняется связующим.
Процесс пропитки заканчивают при появлении связующего в стеклянной трубке 5.
Например, время пропитки пакета, состоящего из 60 слоев стеклоткани марки «Т, составляет 6-7 мин. Для предотвращения попадапия связующего в вакуум-насос 3 устанавливают промежуточную емкость 6, которая постоянно заполнена водой.
Предмет изобретения
Способ вакуумной пропитки пористого материала, например стеклонапслнителя, путем укладки его в форму, герметизации формы, вакуумировапия и подачи внутрь нее пропитывающего состава, отличающийся тем, что, с целью улучшения качества и сокращения
времени пропитки, герметизацию формы осуществляют путем силошной заливки пропиточного состава поверх улол енного в форму
материала с последующим вакуумированием полости формы со стороны пропитываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для изготовления композитного изделия | 2019 |
|
RU2748461C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА | 2017 |
|
RU2657078C1 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА СО СРЕДНИМ СЛОЕМ ИЗ ПЕНОПЛАСТА, АРМИРОВАННОГО РЕБРАМИ ЖЕСТКОСТИ | 2010 |
|
RU2429155C1 |
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ НЕСУЩИХ КОНСТРУКЦИЙ ИЗ СТЕКЛОАРМИРУЮЩЕГО МАТЕРИАЛА И ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2405710C1 |
| СПОСОБ ГЛУБОКОЙ ПРОПИТКИ ДРЕВЕСИНЫ | 2011 |
|
RU2469842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2009 |
|
RU2393053C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ДЕТАЛЕЙ ИНЖЕКЦИОННЫМ МЕТОДОМ | 2001 |
|
RU2217312C2 |
| СПОСОБ ОРТОГОНАЛЬНОЙ ПРОПИТКИ СЛОИСТЫХ ВОЛОКНИСТЫХ ЗАГОТОВОК ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2722530C1 |
сбязующее /
