Изобретение относится к двухсторонней пропитке погружением в ванну непрерывно перемещающихся рулонных пористых материалов и могут быть применены для пропитки бумаги, тканей и подобных материалов в химической, легкой и других областях народного хозяйства.
Из аналогов уровня техники известно устройство для пропитки ткани, в котором заявлен способ пропитки ткани, заключающийся в предварительном вакуумировании перемещаемой непрерывно ткани, последующей двухсторонней ее пропитке путем погружения в пропитывающий состав в атмосфере разрежения, причем пропитывающий состав подготавливается отдельно от зоны пропитки и подается непрерывно в зону пропитки при повышенном давлении.
Устройство для осуществления этого способа пропитки ткани представляет собой вакуумную четырехвалковую камеру и жидкостную камеру в виде примыкающего к вакуумной камере валкового затвора со щелью для прохождения ткани, соединенного с источником подачи пропитывающей жидкости /см. авторское свидетельство N 628195, кл. D 06 B 5/08, 1978/.
Недостатком аналога является более низкое качество и производительность пропитки из-за сложности достижения глубины вакуума и ограниченного времени пребывания наполнителя в камере вакуумирования, из-за отсутствия предварительного вакуумирования пропиточного состава и возможности его приготовления непосредственно перед пропиткой, из-за отсутствия нагрева наполнителя в вакууме до температуры пропитывающего состава.
Из аналогов уровня техники известно также устройство для пропитки длинномерного волокнистого материала, в котором раскрыто предложение в части способа, заключающегося в пропитке длинномерного наполнителя путем предварительного вакуумирования и последующей его пропитки окунанием в герметичной ванне со связующим, подаваемым под давлением из емкости /см. авторское свидетельство N 613826, кл. B 05 C 3/12, 1978/.
Установка для осуществления данного способа дана в устройстве для пропитки длинномерного волокнистого материала, включающая подачу длинномерного материала с камерой вакуумирования, пропиточную ванну со средствами вакуумирования связующего и отсоса газов, камеру вакуумирования пропитанного изделия и термообработку /см. авторское свидетельство N 613826/.
Недостатком известного аналога является более низкое качество и производительность пропитки из-за сложности достижения большой глубины вакуума и ограниченного времени пребывания наполнителя в камере вакуумирования, из-за отсутствия предварительного вакуумирования пропиточного состава и возможности его приготовления непосредственно перед пропиткой, из-за отсутствия нагрева наполнителя в вакууме до температуры пропиточного состава.
Наиболее близким способом - прототипом к заявляемому из аналогов уровня техники является устройство для непрерывной пропитки жгута из волокнистого материала, в котором раскрыто предложение в части способа, заключающегося в пропитке длинномерного наполнителя путем предварительного вакуумирования и последующей его пропитки окунанием в герметичной ванне со связующим, подаваемым под давлением из емкости /см. авторское свидетельство N 514726, кл. B 29 B 15/12, 1976/.
Установка для непрерывной пропитки жгута из волокнистого материала, содержащая последовательно соединенные камеру вакуумирования и камеру пропитки под давлением, на входе и выходе которой установлены уплотнительные элементы, систему вакуумирования и систему подачи связующего под давлением, выполненную в виде емкости, средства отбора готового изделия и отпускной механизм /см. авторское свидетельство N 514726/.
Общими признаками прототипа и заявленного изобретения являются следующие:
Установка для пропитки длинномерного наполнителя, содержащая отпускной механизм этого наполнителя, камеру вакуумирования, герметично пропиточную ванну с уплотнительными элементами на ее входе и выходе, соединенную с емкостью для подачи связующего, систему вакуумирования и средства отбора готового изделия.
Недостатком способа принятого за прототип, является более низкое качество и производительность пропитки из-за сложности достижения большой глубины вакуума и ограниченного времени пребывания наполнителя в камере вакуумирования, из-за отсутствия предварительного вакуумирования пропиточного состава и возможности его приготовления непосредственно перед пропиткой, из-за отсутствия нагрева наполнителя в вакууме до температуры пропиточного состава.
Кроме того, в известном способе, принятом за прототип, нет приемов поддержания заданного уровня раствора в ванне, а в части устройства нет соответствующих средств для обеспечения уровня в ванне, что также отрицательно влияет на качество и глубину пропитки.
Техническая задача, поставленная изобретением способом пропитки длинномерного наполнителя и установкой для его осуществления, является устранение вышеупомянутых недостатков. Технический результат поставленной задачи в заявляемом изобретении - способе пропитки длинномерного наполнителя, достигается тем, что по сравнению со способом пропитки длинномерного волокнистого материала, принятом за прототип, в котором так же, как и в заявляемом способе пропитку длинномерного наполнителя осуществляют путем предварительно вакуумирования последующей его пропитки окунанием в герметичной ванне со связующим, подаваемым под давлением из емкости, в упомянутой герметичной ванне создают вакуум, величина которого больше степени вакуумирования емкости со связующим и обеспечивает равенство подаваемого в ванну и отбираемого из нее наполнителем количества связующего, при этом осуществляют нагрев наполнителя перед пропиткой до температуры, превышающей температуру связующего в ванне.
Технический результат поставленной задачи в заявляемом изобретении в установке для осуществления способа пропитки длинномерного наполнителя достигается тем, что по сравнению с устройством для пропитки длинномерного волокнистого материала принятым за прототип, установка для пропитки длинномерного наполнителя, содержащая отпускной механизм этого наполнителя, камеру вакуумирования, герметичную пропиточную ванну с уплотнительными элементами на ее входе и выходе, соединенную с емкостью для подачи связующего, систему вакуумирования и средства отбора готового изделия, упомянутые отпускной механизм, пропиточная герметичная ванна и средства отбора готового изделия помещены в камеру вакуумирования, отпускной механизм имеет обогреваемый транспортирующий наполнитель валок, а расположенные на входе и выходе герметичной пропиточной ванны уплотнительные элементы выполнены в виде полых трубок из эластичного материала, соединенных с системой подачи рабочей среды под давлением, при этом система вакуумирования соединена с емкостью для подачи связующего в пропиточную ванну для обеспечения поддержания разницы в степенях вакуумирования между ней и камерой вакуумирования.
Кроме того, технический результат достигается тем, что емкость для подачи связующего в пропиточную ванну снабжена средством для подачи отвердителя и соединена с емкостью для предварительного приготовления расплава.
Кроме того, технический результат достигается тем, что отпускной механизм и средства отбора готового изделия смонтированы на раме с возможностью перемещения относительно камеры вакуумирования.
Кроме того, технический результат достигается тем, что соединяющий пропиточную ванну с емкостью для подачи связующего трубопровод снабжен средствами его нагрева.
Сопоставительный анализ изобретения с техническим решением принятым за прототип другими техническими решениями в способе пропитки длинномерного наполнителя операции, последовательность операций и режимы операций, а также в установке для пропитки длинномерного наполнителя элементы, взаимосвязь элементов и расположение элементов являются новыми, соответствуют критерию изобретения "новизна", обладают отличительными признаками от известных технических решений, что позволяет сделать вывод соответствия их критерию "существенные отличия". Изобретение имеет изобретательский уровень, так как для специалиста явным образом не следует из уровня техники.
Установка для пропитки длинномерных изделий поясняется чертежами, на которых изображены:
Фиг. 1. Принципиальная схема установки для осуществления способа пропитки длинномерного наполнителя.
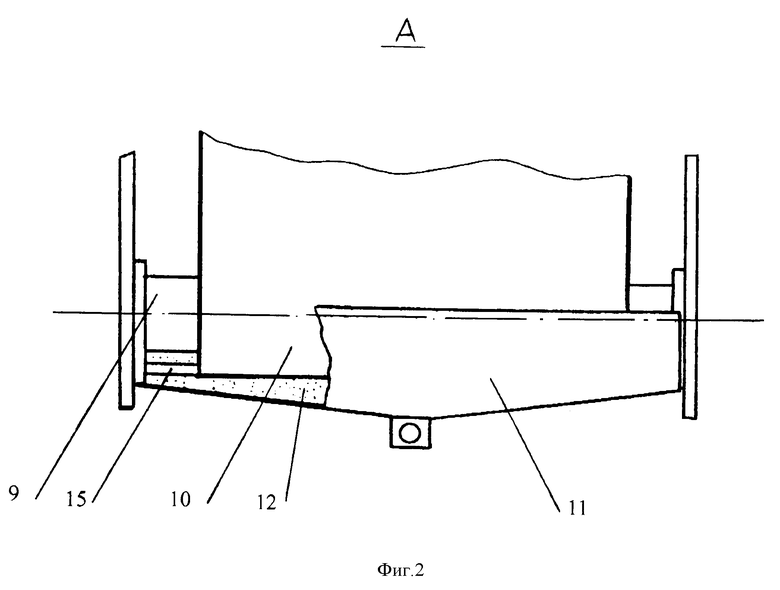
Фиг. 2. Вид А на фиг. 1.
Установка содержит смонтированную на станине (не показано) вакуумную камеру 1, в которой на раме 2, выполненной с возможностью выдвижения из камеры (крышка которой не показана), размещен отпускной механизм, включающий в себя смоточный механизм 4, направляющие валы 6, 7, 8 и питающий вал 9 для перемещения длинномерного материала наполнителя 10, тянущий механизм 3 в виде вала и средство отбора 5 с фиксаторами по оси для установки гильз с материалом.
Тянущий механизм 3 - вал приводится во вращение от привода, размещенного снаружи вакуумной камеры 1 (не показан) через герметичное соединение, размещенное на задней стенке (не показано).
Смоточный механизм 4, на который устанавливается гильза с исходным рулоном наполнителя 10, снабжен тормозным устройством (не показано), а средство отбора 5, в зажимы которого вставляется гильза для намотки пропитанного материала - препрега, снабжен муфтой, регулирующей усилие натяжения пропитанного материала (не показана).
В камере 1 установлена также пропиточная ванна 11 со связующим 12 и с рычажным механизмом 13 ее перемещения для отвода от питающего вала 9 при выдвижении рамы 2 для установки рулона наполнителя 10 и снятия пропитанного материала со средства отбора 5. Ванна 11 к моменту выдвижения рамы из камеры отводится от вала 9 и фиксируется в нижнем положении. Ванна 11 может быть при необходимости вынута из камеры 1.
Зоны камеры I со смоточным механизмом 4 представляет собой зону 1 предварительного вакуумирования наполнителя.
В зоне II - зоне нагрева и стабилизации температуры наполнителя направляющие валы 6, 7, 8 являются обогреваемыми, транспортирующими наполнитель над этими валами по всей ширине наполнителя 10 установлен коллектор 14 вакуумотсоса для отсоса газов из камеры 1.
Зона II по сути совмещена с зоной предварительного вакуумирования наполнителя и размещена по ходу перемещения наполнителя до зоны III - зоны пропитки, в которой установлена пропиточная ванна 11, крышкой которой является питающий вал 9, входящий в отпускной механизм и имеющий установленный вдоль его образующей элемент 15 (см. фиг. 2) для оттяжки наполнителя на расстояние, достаточное для затекания пропитывающего состава вокруг краев наполнителя на соприкасающуюся с поверхностью питающего вала 9 сторону наполнителя 10, т.е. скользящую по валу. Для герметизации места контакта "вал 9 - стенка ванны 11" на ванне установлены полые эластичные трубки 16 (на входе в ванну и на выходе из нее), полость которых соединена с атмосферой (или может быть соединена с линией сжатого воздуха (не показано) через регулятор давления 17, расположенный вне вакуумной камеры 1 напротив окошечка в стене камеры 1, сделанное для визуального контроля за вытеканием связующего 12 из ванны 11.
На раме 2 в зону IV окончательного вакуумирования (зона со средством отбора 5) может быть установлен рулон разделительной антиадгезионной пленки 18 на съемной гильзе 19 механизма ее установки для подачи на поверхность препрега при намотке вместе с ним в рулон. Пропиточная ванна 11 снабжена термопарой (не показана), установленной над уровнем пропитывающего состава в его верхней точке для контроля заполнения ванны связующим.
Источник приготовления пропитывающего состава выполнен в виде не менее двух емкостей - реактора 20 предварительного приготовления пропитывающего состава без отверждающих компонентов, то есть для приготовления сменной потребности неотверждающих компонентов, и реактора 21 окончательного приготовления пропитывающего состава для минимально необходимого количества связующего с отверждающими компонентами, используемыми в течение периода жизнеспособности.
Реакторы 20, 21 через управляемые вентили 22 подключены, как и камера 1, к системе вакуумирования и к атмосфере, снабжены устройствами: перемешивания - мешалками 23, нагрева и регулирования температуры - рубашками 24 и имеют загрузочные люки 25.
Ванна 11 сообщена с источниками приготовления пропитывающего состава реакторами 20, 21 трубопроводом 26, 27, 28, образуя сообщающие сосуды.
Трубопровод 26 от штуцера (не обозначен) в дне пропиточной ванны 11 до герметичного соединения 29 в стене вакуумной камеры 1 выполнен гибким для обеспечения опускания ванны 11 в нижнее зафиксированное положение при выдвижении рамы из камеры в момент смены рулона.
Трубопровод 27 соединяет трубопровод 26 с реактором 21 через устройство перекрытия трубопровода 27 - специальным краном 30 (по типу пробкового крана с притертыми поверхностями) для исключения зоны не перемешивания компонентов в сливном патрубке реактора 21. Между собой реакторы 20 и 21 соединены трубопроводом 28 с устройством его перекрытия - краном 31. Для удобства работы трубопроводы 27 и 28 могут быть выполнены гибкими. Трубопровод 26, 27, 28 снабжен устройством нагрева (не показано).
Трубопровод 26, 27, 28 расположен с понижением уровня соответственно от реактора 20 до ванны 11 в ее нижнем зафиксированном положении (соответственно от трубопровода 28 до трубопровода 26). Это предохранит трубопровод от закупорки стекающими со стенок остатками расплава. Для выдвижения отпускного механизма камера 1 имеет направляющие 32.
Установка работает следующим образом. При открытой вакуумной камере 1, отпущенной ванне 11 и выдвинутой раме 2 рулон с непропитанным наполнителем (стеклоткань типа Т-23) устанавливается на зажимах смоточного механизма 4, заправляется через направляющие валы 6, 7, 8 питающий 9 и тянущей 3 вала.
Конец ткани из рулона закрепляется вместе с разделительной антиадгезионной пленки 18 на средство отбора 5. Рама 2 задвигается обратно в камеру 1, фиксируется на направляющих 32 камеры 1, пропиточная ванна 11 рычажным механизмом 13 возвращается в свое верхнее рабочее положение. Гибкий трубопровод 26 не препятствует такой траектории перемещения ванны. Камера 1 закрывается и соединяется с вакуумной системой.
После откачки воздуха в камере достигается разрежение порядка 13 Па и менее, вакуумный насос отключается.
В это время включена система нагрева направляющих валов 6, 7, 8, которая отключится по достижении температуры, при которой удаляются летучие вещества с ткани наполнителя (120-150oC для удаления замасливателей, влаги и т.п.) через коллектор 14 для отсоса этих летучих.
Перед этим в реактор 20 последовательно загружаются через люк 25 основные компоненты пропитывающего состава (без отвердителя) в количестве сменной потребности.
Загруженную смесь разогревают через рубашку 24 до потребной температуры при перемешивании мешалками 23 для равномерности распределения компонентов и расплавления их.
Компоненты могут быть отвакуумированы за счет подключения реактора 20 к вакуумной системе, что уменьшает количество летучих веществ.
Затем реактор 20 отключают от вакуумной системы и соединяют с атмосферой, а в реакторе 21 создают вакуум до 13 Па и менее. Затем открывают кран 31 и "подливают" за счет разности давлений в реактор 21 необходимое минимальное количество основных компонентов пропитывающего состава для пропитки. Отверждающий компонент в реактор 21 загружают через загрузочный люк 25.
При дальнейшем перемешивании мешалками 23, нагреве и вакуумировании при разрежении до 13 Па пропитывающий состав очищают от летучих веществ и доводят до потребной температуры пропитки /75-80oC - для связующего ЭДТ-69/, равномерного распределения отверждающего компонента и необходимой вязкости, что может составить 15-20 минут.
После приготовления пропиточного состава его начинают подавать в пропиточную ванну 11, для чего в реакторе 21 устанавливают необходимое абсолютное давление равное 0,6-0,8 атм, которое перемещает связующее при открывании крана 30 по трубопроводу 27,26 в пропиточную ванну 11. О заполнении связующим сигнализирует увеличение температуры по показанию термопары, установленной в ванне, а также появление связующего в месте контакта пропитываемого рулонного наполнителя 10 и полых эластичных трубок 16. Затем включается привод отпускного механизма и рулонный наполнитель 10 начинает перемещаться через зоны I, II, III, IV.
При прохождении через валы 6, 7, 8 зоны II нагрева и стабилизации температуры наполнителя, в которой к моменту перемещения поверхность валов уже доведена до рабочей температуры /120-150oC для стеклоткани типа Т-23/, со стеклоткани испаряются и отсасываются в вакуумопровод 14 влага, замасливатель и другие летучие вещества.
В очищенном и отвакуумированном состоянии ткань наполнителя поступает, скользя по валу 9, в III зону пропитки - в ванну 11 с пропитывающим составом 12, в которой за счет оттяжки элементом 15 подвергается воздействию затекаемого на соприкасающуюся с поверхностью питающего вала сторону 9 сторону ткани связующего, то есть двухсторонней пропитке подаваемого под давление в закрытую ванну 11 связующего. Напор подаваемого связующего уравновешивают гидравлическое сопротивление перемещающего в уплотнительной щели наполнителя 10 на входе в закрытую ванну 11 и на выходе из нее. Регулировку величины этого гидравлического сопротивления осуществляют путем подачи воздуха с атмосферным или повышенным давлением через регулятор давления 17 в полость эластичной трубки 16. То есть эластичная трубка 16 силой своего сжатия на выходе из ванны регулирует силу сжатия материала наполнителя и тем самым слой уносимого с наполнителем связующего. Эквивалентность количества подаваемого связующего и уносимого с наполнителем визуально обеспечивается исключением вытекания связующего из ванны 11, что видно через окошечко в стене камеры 1 (не показано) и достигается регулированием давления в полости уплотнительных трубок 16 через регулятор давления 17, установленный вне вакуумной камеры. Под действием градиента давления происходит заполнение капилляров и пор материала пропитывающим составом.
После пропитки III пропитанный наполнитель - препрег - поступает в зону окончательного вакуумирования, где при том же разряжении (13 Па и менее) и подвергается окончательному вакуумированию для удаления последних остатков летучих веществ из пор препрега.
Очищенный препрег вместе с разделительной антиадгезионной пленкой 18, скручиваемой с гильзы 19, наматывается на средство отбора 5.
После пропитки всего рулона наполнителя привод отпускного механизма отключается, реактор 21 соединяется с вакуумной системой и отключается от атмосферы, а вакуумная камера 1 отключается от вакуумной системы и соединяется с атмосферой.
В условиях превышения давления в камере 1 остаток связывающего из ванны 11 и трубопровода 26, 27 возвращается в реактор - 21, который после начала повышения давления в нем закрывается краном 30.
Затем вакуумная камера 1 открывается, ванна 11 отпускается в нижнее положение, выдвигается на раме 2 отпускной механизм и производится снятие рулонов с пропитанным материалом, и установка рулона с непропитанным.
При проведении пропитки следующего рулона реактор 21 загружается снова, как было указано.
По окончании пропитки реактор 21 во избежании отверждения компонентов, остающихся в реакторе, охлаждается. На новой установке для пропитки ткани Т-23 связующим ЭДТ-69Н достигнута производительность 3-4 м/мин.
Способ и установка обеспечивают повышение эффективности процесса пропитки за счет повышения качества изготавливаемого препрега, так как многократное глубокое вакуумирование на всех технологических этапах его изготовления способствует очищению пор наполнителя и самого связующего от примесей, а равномерное и своевременное перемешивание пропитывающего состава при гарантированной быстрой подаче его с требуемыми величинами вязкости и температуры расплава повышает не только качество, но и ее производительность в 2-3 раза по сравнению с широко известным способом пропитки по растворной технологии на серийных установках УПСТ-1000.
Заявляемые способы для пропитки длинномерного наполнителя и установка для их осуществления расширяют технологические возможности работы на расплавах из-за увеличения применяемой номенклатуры этих расплавов, так как своевременно обеспечивается поддержание потребных характеристик расплава. Тем самым исключается необходимость работы по растворной технологии и уменьшается взрывоопасность, улучшается экологическая атмосфера в цехе при производстве препрегов композиционных материалов из-за отказа от органических растворителей, может быть снижена в итоге категория взрывоопасности производства. За счет исключения энергоемкого оборудования для сушки, используемого по растворной технологии, снимаются энергетические затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ВОЛОКНИСТОГО ДЛИННОМЕРНОГО МАТЕРИАЛА СВЯЗУЮЩИМ | 2006 |
|
RU2318610C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕПРЕГА | 2010 |
|
RU2447097C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2005 |
|
RU2302431C1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ЛЕНТОЧНОГО МАТЕРИАЛА | 2007 |
|
RU2364505C1 |
| СПОСОБ ПРОПИТКИ СЛОИСТЫХ ЗАГОТОВОК НА ОСНОВЕ ТКАНЫХ НАПОЛНИТЕЛЕЙ И ЭПОКСИДНЫХ, КРЕМНИЙОРГАНИЧЕСКИХ И ПОЛИИМИДНЫХ СВЯЗУЮЩИХ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2020 |
|
RU2743422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕПРЕГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243093C1 |
| ПРОПИТОЧНАЯ МАШИНА ДЛЯ ПРОПИТКИ ТКАНЫХ НАПОЛНИТЕЛЕЙ РАЗЛИЧНЫХ ШИРИН | 2007 |
|
RU2408437C2 |
| Линия для непрерывного изготовления листовых слоистых пластиков | 1987 |
|
SU1454725A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2008 |
|
RU2392285C1 |
| Устройство для пропитки под давлением | 2023 |
|
RU2808625C1 |
В способе пропитки длинномерного наполнителя его предварительно вакуумируют и затем пропитывают окунанием в герметичной ванне со связующим, подаваемым под давлением из емкости. В герметичной ванне создают вакуум, величина которого больше степени вакуумирования емкости со связующим и обеспечивает равенство подаваемого в ванну и отбираемого из нее наполнителем количества связующего. При этом осуществляют нагрев наполнителя перед пропиткой до температуры, превышающей температуру связующего в ванне. Установка для пропитки длинномерного наполнителя содержит камеру вакуумирования, герметичную пропиточную ванну с уплотнительными элементами на ее входе и выходе, соединенную с емкостью для приготовления и подачи связующего, систему вакуумирования и средства отбора готового изделия. Установка снабжена отпускным механизмом. Герметичная пропиточная ванна, отпускной механизм и средства отбора готового изделия помещены в камеру вакуумирования. Отпускной механизм имеет обогреваемые направляющие валы. На входе и выходе герметичной пропиточной ванны расположены уплотнительные элементы в виде полых эластичных трубок. Способ и установка обеспечивают повышение эффективности процесса пропитки. 2 с. и 3 з.п.ф-лы, 2 ил.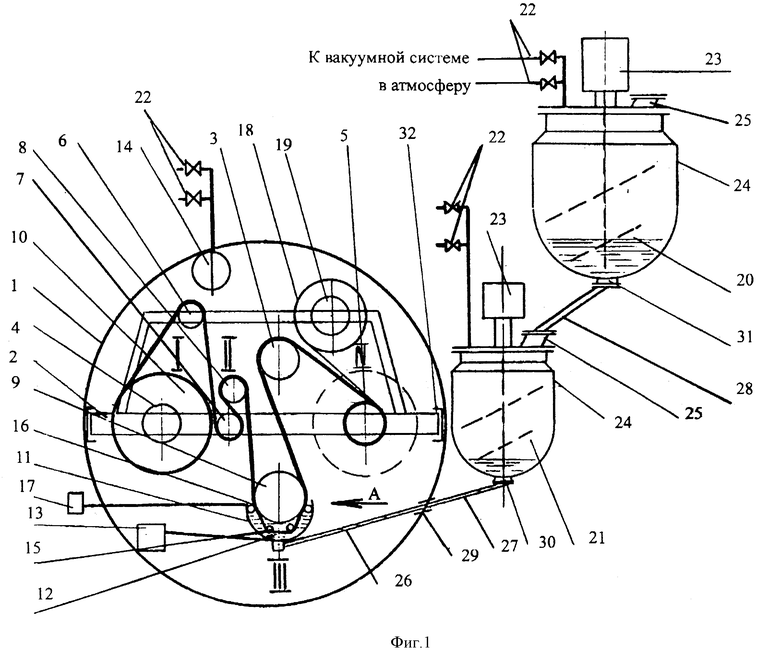
| Устройство для непрерывной пропитки жгута из волокнистого материала | 1975 |
|
SU514726A1 |
| Устройство для проптки длиномерного волокнистого материала | 1975 |
|
SU613826A1 |
| DE 4031437 А1, 09.04.92 | |||
| Устройство для пропитки ткани | 1972 |
|
SU628195A1 |
| Устройство для пропитки текстильного материала | 1977 |
|
SU654712A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ПРОПИТКИ ПОГОНАЖНЫХ волокнистых ИЗДЕЛИЙ жидким СОСТАВОМ | 0 |
|
SU219159A1 |
