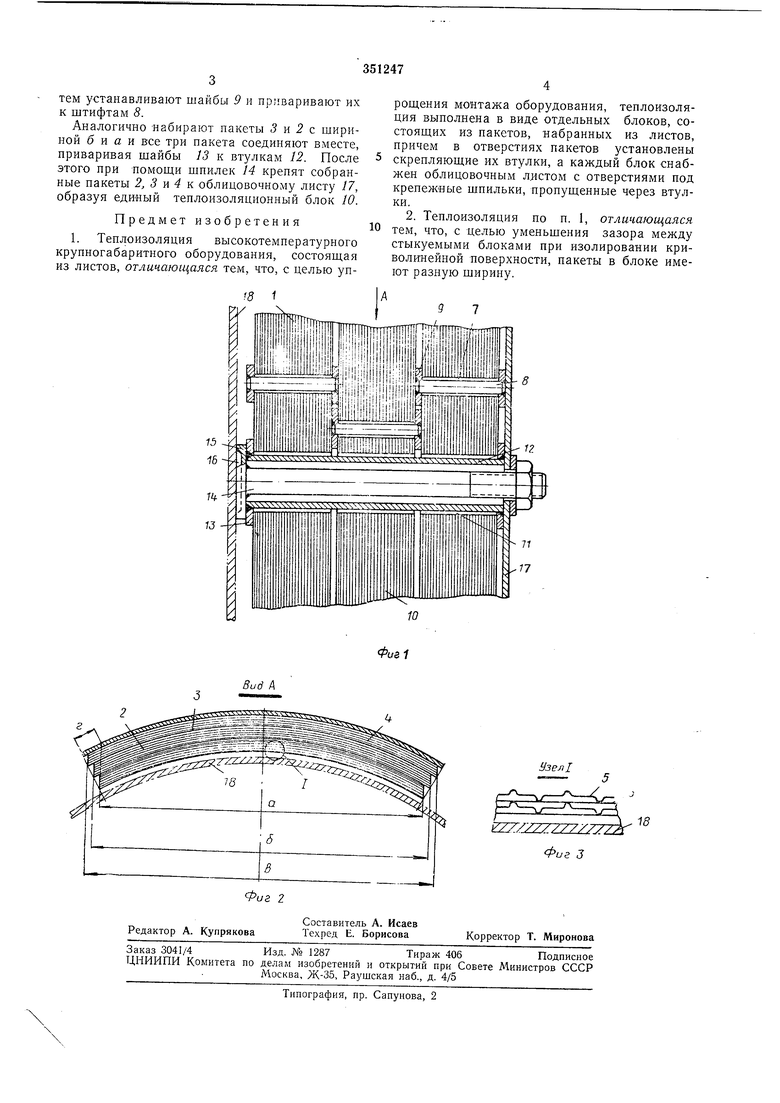
Изобретение относится к устройствам для теплоизоляции оборудования, в частности для теплоизоляции емкостей сложной формы, например корпусов реакторов, и может найти применение в энергетической промышленности. Известная конструкция теплоизоляции высокотемпературного крупногабаритного оборудования содержит ЛИСТЫ с отверстиями под ШПИЛЬКИ, приваренные к оборудованию. Однако необходимость приварки шпилек к изолируемому изделию и поодиночное навешивание ЛИСТОВ увеличивает продолжительность монтажа теплоизоляции, а в некоторых случаях приварка шпилек к изолируемому изделию не допустима; кроме того, в известной конструкции большое количество привариваемых к изделию шпилек создает дополнительный тепловой мост. Описываемая конструкция отличается от известной тем, что листы набраны с помощью штифтов в пакеты, которые втулками, пропутценными через отверстия, стянуты в блок. БЛОК снабжен облицовочным листом с отверстиями под крепежиые шпильки, пропущенные через втулки, а упорная головка крепежной ШПИЛЬКИ выполнена с выточкой. П крепление блоков между собой, исключает необходимость приварки к изделию шпилек, что улучшает изоляцию изделия. На фиг. 1 изображена предлагаемая конструкция, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - узел I на фиг. 2. Конструкция теплоизоляции / содержит пакеты 2-4 с шириной соответственно а, б, в, набранные из чередующихся один с другим гофрированных 5 и гладких 6 листов, имеющих отверстия 7 под штифты 8, снабженные шайбой 9. Пакеты 2-4 составляют блок 10 и BbinOvTHeны с отверстиями 11, в которых размещена втулка 12, снабженная щайбой 13, и шпилька 14. Головка 15 щпильки 14 имеет выточку 16. Конструкция теплоизоляции / снабжена облицовочным ЛИСТОМ 17. При изолировании криволинейной поверхности изделия 18 для уменьшения зазора г пакеты 2, 3, 4, выполнены с различной шириной а, б, в, приче.м a.. Сборку конструкции теплоизоляции производят следующим образом. К облицовочному листу 17 крепят втулки 12 без щайб 13. Затем на втулки 12 поочередно надевают лисгы 5 и 6 с шириной в. После установки нужного количества листов 5 и 6 последние при помощи штифтов 8 скрепляют в пакет 4, для чего продевают со стороны облицовочного листа 17 штифты 8 без шайб 9. Затем устанавливают шайбы 9 и приваривают их к штифтам 8. Аналогично забирают пакеты 5 и 2 с шириной б и а и все три пакета соединяют вместе, приваривая шайбы 13 к втулкам 12. После этого при помощи шпилек 14 крепят собранные пакеты 2, 3 и 4 к облицовочному листу 17, образуя единый теплоизоляционный блок 10. Предмет изобретения 1. Теплоизоляция высокотемпературного крупногабаритного оборудования, состояшая из листов, отличающаяся тем, что, с целью уп10рощения монтажа оборудования, теплоизоляция выполнена в виде отдельных блоков, состоящих из пакетов, набранных из листов, причем в отверстиях пакетов установлены скрепляющие их втулки, а каждый блок снабжен облицовочным ллстом с отверстиями под крепежные шпильки, пропущенные через втулки. 2. Теплоизоляция по п. 1, отличающаяся тем, что, с целью уменьшения зазора между стыкуемыми блоками при изолировании криволинейной поверхности, пакеты в блоке имеют разную ширину.
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины | 1979 |
|
SU832649A1 |
| Устройство для приварки по копиру шпилек в стык к листовому металлу | 1933 |
|
SU39890A1 |
| ПРИВАРКИ ШПИЛЕК | 1972 |
|
SU350232A1 |
| ТЕПЛОИЗОЛЯЦИЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ | 2003 |
|
RU2241898C1 |
| Теплоизоляция для трубопроводов | 1982 |
|
SU1104339A1 |
| Металлическая тепловая изоляция (МТИ) | 2022 |
|
RU2809132C1 |
| Металлическая блочная тепловая изоляция (МБТИ) | 2023 |
|
RU2798333C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАГОТОВКИ ДЛЯ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028896C1 |
| Лёточный кирпич | 2019 |
|
RU2718809C1 |
| АРМИРОВАННАЯ СЪЕМНАЯ ТЕПЛОВАЯ ИЗОЛЯЦИЯ (АСТИ) | 2017 |
|
RU2716771C2 |
