Изобретение относится к производству крупногабаритных изделий слоистой структуры, применяющихся в судостроении, строительстве, холодильной и других отра-слях промышленности. Установка, в частности, лредназначела для изготовления шлюпок с заполнителем из пенополистирола и усиленных оболочками из стеклопл.астика горячего отверждения типа препрег.
Известна установка для производства пластмассовых строительных элементов на основе пенопластов.
В этой установке формование пенополистирола производится в поле электродов высокой частоты рабочего конденсатора, а соединение вспененного ленополистирола с облицовочными покрытиями (термопластами, древесными материалами, асбоцементом, керамикой) осуществляется в процессе формования пенополистирола с помощью клея, наносимого заранее «а поверхность облицовочных покрытий. Для обеспечения температуры, необходимой для отверждения клея, в установке предусмотрен подогрев электродов горячей водой.
Установка имеет следующие недостатки:
б) большая энергоемкость процесса, так как одновременно с нрогревом поверхности электродов прогревается и вся их масса;
в) трудность регулирования температуры поверхности электродов во время формования ввиду большой инерционности системы.
Цель изобретения - повысить температуру поверхности формы, в которой производится высокочастотное формование, лри минимальных затратах электроэнергии и большой производительности. Эта цель достигается тем, что матрица и пуансон формы выполнены из диэлектрического теплоизоляционного материала с расположенными на их поверхностях, контактирующих с формуемым материалом, тонкими металлическими полосами с высоким омическим сопротивлением, являющимися одновременно элементами электродов рабочего конденсатора и электронагревателя, а установка снабжена источником питания электронагревателя и механизмом для поочередного подключения металлических полос к генератору высокой частоты для питания электродов рабочего конденсатора и к. источнику промышленной частоты для питания электронагревателя.
металлических иолос при рЗботе в качестве электронагревателя; на фиг. 4 - схема соединения металлических полос при работе в качестве электродов рабочего конденсатора.
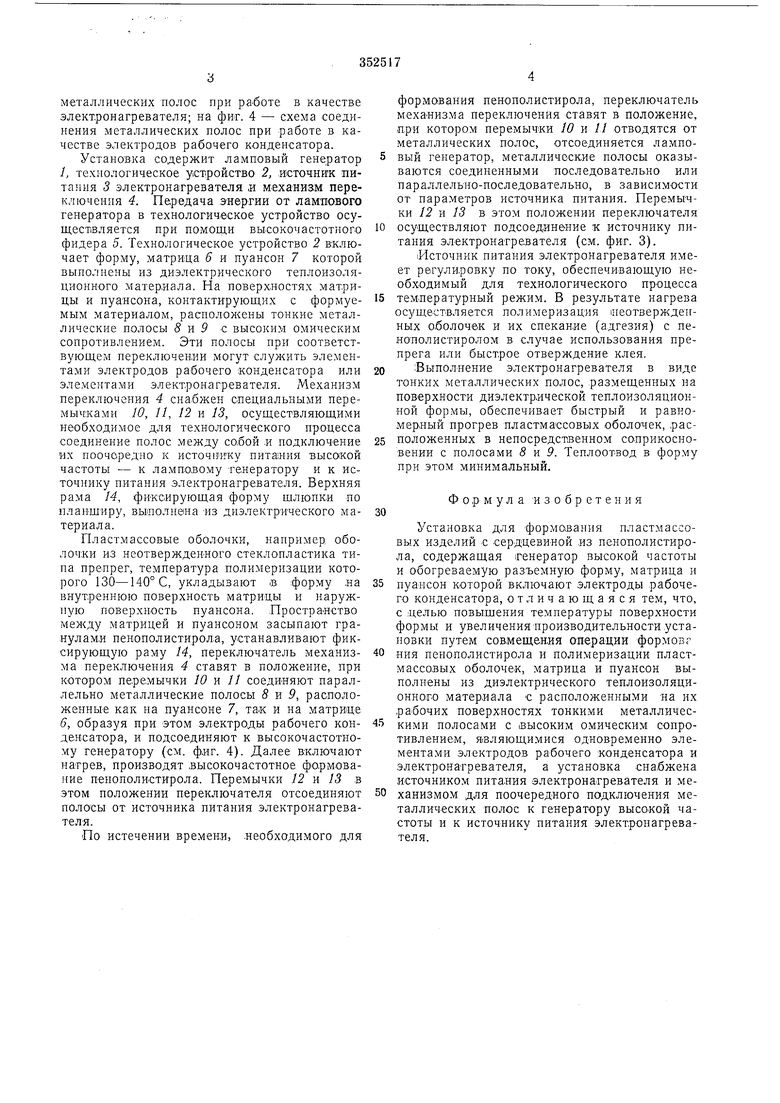
Установка содержит ламповый генератор 1, технологическое устройство 2, йсточник пита 1ия 3 электронагревателя ,и м еханизм переключения 4. Передача энергии от лампового генератора в технологическое устройство осуществляется при помощи высокочастотного фидера 5. Технологическое устройство 2 включает форму, матрица 6 и нуансон 7 которой выполнены из диэлектрического теплоизоляционного материала. На поверхностях матрицы и пуансона, контактирующих с формуемым материалом, расположены тонкие металлические полосы S и 5 с высоким омическим сопротивлением. Эти полосы при соответствующем переключении могут служить элементами электродов рабочего конденсатора или элементами электронагревателя. Механизм переключения 4 снабжен специальными неремычками 10, 11, 12 и 13, осуществляющими необходимое для технологического процесса соединение полос .между собой .и подключение их поочередно к источнику питания высокой частоты - к ламповому генератору и к источнику питания электронагревателя. Верхняя рама 14, фиксирующая форму шлюпки но планширу, вьшолнана из диэлектрического материала.
Пластмассовые оболочки, например оболочки из неотвержденного стеклонластика типа препрег, температура полимеризации которого 130-140° С, укладывают (В форму .на внутреннюю поверхность матрицы и наружную поверхность пуансона. Пространство между матрицей и пуансоном засыпают гранулами пеноиолистирол.а, устанавливают фиксирующую раму 14, переключатель механизма переключения 4 ставят в положение, при котором перемычки 10 и // соединяют параллельно металлические нолосы S и Р, расположенные как на пуансоне 7, так и на матрице 6, образуя при этом электроды рабочего конденсатора, и подсоединяют к высокочастотному генератору (см. ф.иг. 4). Далее включают натрев, производят .высокочастотное формование ненонолистирола. Перемычки 12 и 13 в этом положении нереключателя отсоединяют полосы от источника питания электронагревателя.
По истечении времени, леобходимого для
формования пенополистирола, переключатель меха«изма переключения ставят в положение, при котором перемычки 10 и 11 отводятся от металлических полос, отсоединяется ламповый генератор, металлические полосы оказываются соединенными последовательно или нараллельно-последовательно, в зависимости от параметров источника питания. Перемычки 12 -и. 13 в этом положении переключателя
осуществляют подсоединение к источнику питания электронагревателя (см. фиг. 3).
Источник питания электронагревателя имеет регулировку по току, обеспечивающую необходимый для технологического процесса
температурный режим. В результате нагрева осуществляется полимеризация 1неотвержденных оболочек и их спекание (адгезия) с пенополистиролом в случае использования препрега или быстрое отверждение клея.
Выполнение электронагревателя в виде тонких металлических иолос, размещенных на поверхности диэлектр.ической теплоизоляционной фор.мы, обеспечивает быстрый и равномерный нрогрев пластмассовых оболочек, ,расположенных в неносредственном соприкосновении с полосами 8 и 9. Теплоотвод в форму при этом минимальный.
Формула изобретения
Установка для формования пластмассовых изделий с сердцевиной из пенополистирола, содержащая генератор высокой частоты и обогреваемую разъемную форму, матрица и
пуансон которой включают электроды рабочего конденсатора, отличающаяся тем, что, с целью повышения температуры поверхности формы и увеличения производительности установки путем совмещения операции формовг
ния ненополистирола и нолимеризации нластмассовых оболочек, матрица и пуансон выполнены из диэлектрического теплоизоляционного материала с расположенными на их рабочих поверхностях тонкими металлическими нолосами с высоким омическим сопротивлением, являющимися одновременно элементами электродов рабочего конденсатора и электронагревателя, а установка снабжена источником питания электронагревателя и механизмом для поочередного подключения металлических полос к генератору высокой частоты и к источнику питания электронагревателя.
t
S 9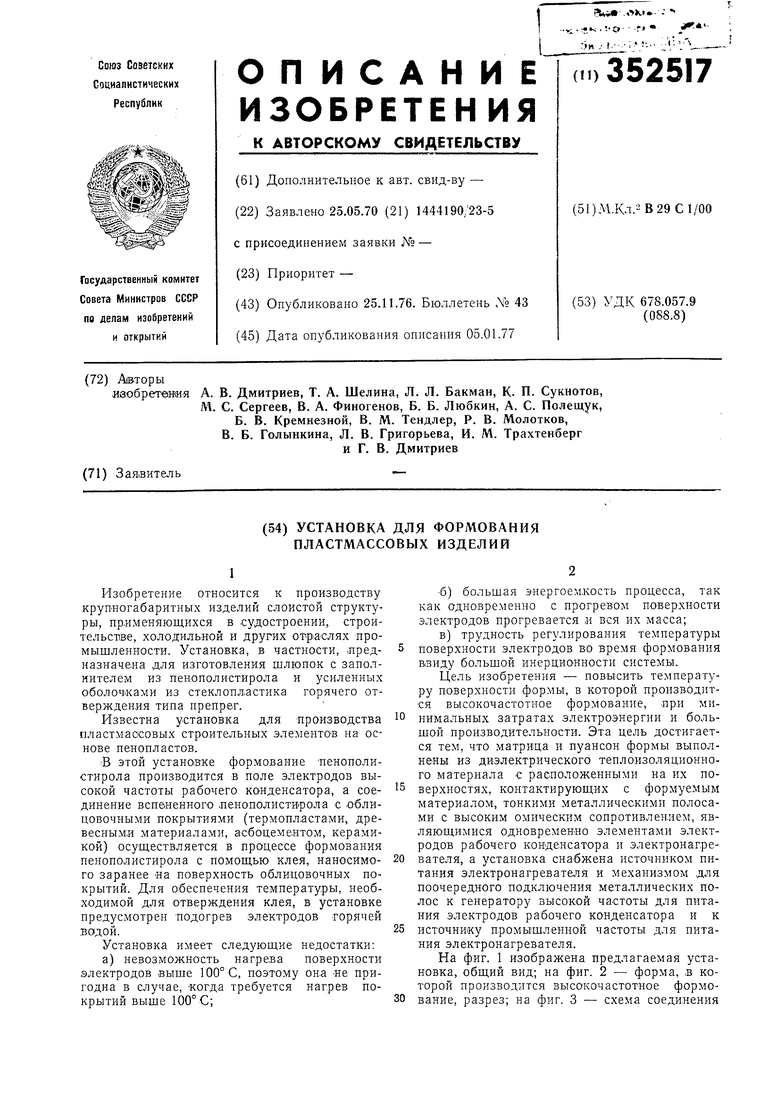
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования пластмассовых изделий | 1977 |
|
SU735410A2 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ СОЕДИНЕНИЯ МЕТОДОМ СПЛАВЛЕНИЯ | 1996 |
|
RU2153778C2 |
| Датчик холла | 1972 |
|
SU446920A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКОВ | 1969 |
|
SU238140A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СЕГНЕТОЭЛЕКТРИЧЕСКОЙ АНТЕННЫ И ЕЕ УСТРОЙСТВО | 2004 |
|
RU2264005C1 |
| СВЧ-ТРАНЗИСТОРНАЯ МИКРОСБОРКА | 1992 |
|
RU2101804C1 |
| ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ ШИРОКОАПЕРТУРНЫЙ ИСТОЧНИК УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ НА ОСНОВЕ МАТРИЦЫ МИКРОШНУРОВ ПЛАЗМЫ | 2006 |
|
RU2326463C2 |
| Способ получения нелинейно оптического стеклокристаллического текстурированного материала | 2024 |
|
RU2841449C1 |
| ПРОТИВООБЛЕДЕНИТЕЛЬНЫЕ СИСТЕМЫ | 2019 |
|
RU2800691C2 |
| Устройство для определения типа проводимости полупроводников | 1982 |
|
SU1085390A1 |

10
