Известны прессформы для изготовления изделий из стеклолластиков, содержащие выполненные из неметаллического материала пуансон и матрицу, а также металлические электроды .высОКОчастотиого генератора.
Ь известных прессформах пуансон и матрица 11згото влены из керамики, диэлектрические свойства которой резко отличаются от диэлектрических свойств прессуемого стеклопластика. Поэтому для равнолшрного прогрева прессуемого материала при изготовлении изделия сложной конфигурации в известных прессфо.рмах электроды ,высо1кочастотного генератора выполнены ,из латунной или медной сетки сложйой конфигурации (соответствующей конфигурации шделия), расположенной на различных расстояниях от поверхности прессуемого изделия. Это услолсняет конструкцию прессформы для изготовления изделий сложной конфигурации, например лопастей гребных винтов.
Предлагаемая прессфо.рма отличается от известных тем, что пуансон и матрица выполнены из диэлектрического материала, имеющего близкие с прессуемым материалом диэлектрическую нроиицаемость и тангенс угла диэлектрических потерь, например ситалла, а электроды .выполнены в виде плоских и .параллельно расположенных пластин, напри.мер, из нержавеющей стали.
При такой упрощенной конструкции прессформы и наличии мелхду электродами однородной (в отношении диэлектрической пролпцаемости) среды, образованной материалами пуансона, изделия и матрицы, обеспечивается
любой конфиравномерный прогрев изделия гурации.
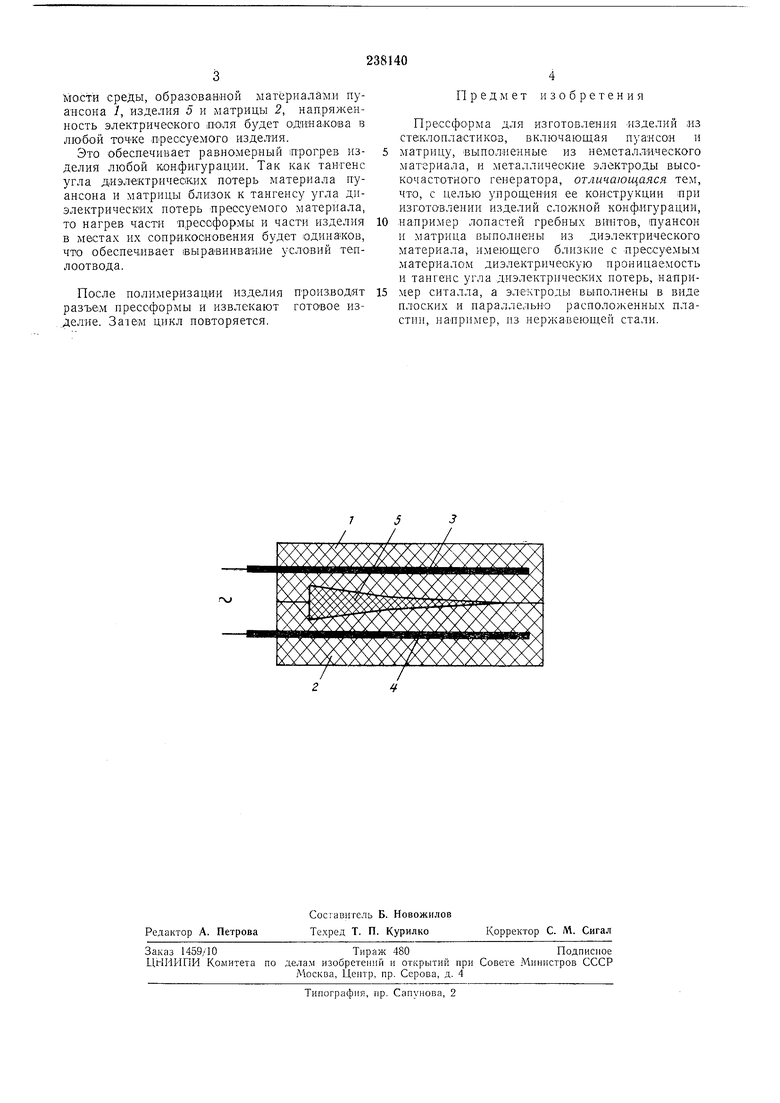
На чертел е изображена предложенная лрессфор.ма.
Прессформа для изготовлен-ия изделпй из стеклопластиков содержит пуансон 1 и матрицу 2, выполненные из неметаллического .материала, имеющего близкие с прессуемым материало.м электрическую проницаемость и тангенс угла диэлектр-ических потерь, напр,имер ситалла. Пуансон и матрица снабжены металлически.ми электродами о и 4, выполненными в виде плоских и параллельно расположенных пластин, например, из нержавеющей сталл. Электроды соединены с выходным контуром высокочастотного ламиового генератора.
Для изготовления изделий из стеклопластиков в формующую иолость прессформы помещают прессуемый материал. Затем пуансон 1 и матрицу 2 смыкают, а на электроды 3, 4 подают энергию от выходного контура высокочастотного лампового генератора. Ввиду наличия между электродами 3 и 4 однородной в отношении диэлектрической прон1щаемости среды, образовааной материалами иуансона 1, изделия 5 и матрицы 2, напряженность электрического будет од1и:нако1ва в любой точке прессуемого изделия.
Это обеспечивает равномерный inporpcB изделия любой конфигурации. Так как тангенс угла диэлектрических потерь материала пуансона и матрицы близок к тангенсу угла диэлектрических потерь прессуемого материала, то нагрев части преосформы и части изделия в местах их соприкосновения будет одинаков, что обеспечивает 1выравниван.ие условий теилоотвода.
После полимеризации изделия производят разъем прессформы и извлекают готовое изделие. Затем цикл повторяется.
Пред м ет изобретения
ПрессфОрма для изготовл.ения ИЗделий из стеклопластиков, включающая иуа:нсо;н и матрицу, выполненные из неметаллического материала, и металлические электроды высокочастотного генератора, отличающаяся тем, что, с целью упрощения ее конструкции при изготовлении изделий сложной конфигурации, например лопастей гребных винтов, оуансон и матрица выполнены из диэлектрического материала, имеющего близкие с прессуе.мым материалом диэлектрическую проницаемость и тангенс угла диэлектрических потерь, наиример ситалла, а электроды выполнены в виде плоских и параллельно расположенных пластин, например, из нержавеющей стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОБОЛОЧКИ АНТЕННОГО ОБТЕКАТЕЛЯ ИЗ РЕАКЦИОННО-СВЯЗАННОГО НИТРИДА КРЕМНИЯ | 2010 |
|
RU2453520C1 |
| Способ изготовления формообразующей детяли прессформы | 1976 |
|
SU608654A1 |
| Способ управления процессом прессования реактопласта | 1976 |
|
SU620385A1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ ДЛЯ ВЫСОКОЧАСТОТНЫХ КОНДЕНСАТОРОВ | 1971 |
|
SU299877A1 |
| Способ получения нелинейно оптического стеклокристаллического текстурированного материала | 2024 |
|
RU2841449C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2171177C1 |
| Способ оптимизации радиотехнических характеристик антенного обтекателя со стенкой из многокомпонентного материала | 2017 |
|
RU2653185C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163584C1 |
| Способ прессования термоэлектрических материалов и устройство для реализации способа | 2020 |
|
RU2772225C1 |
| Снаряд-невидимка | 2020 |
|
RU2728070C1 |
