До настоящего времени запрессовка медных заготовок для букс в отверстия нейтральных якорей реле производилась вручную. Нарезанные короткие отрезки проволоки забивались в. отверстия и затем развальцовывались.
Предлагаемый прибор для запрессовки медных заготовок для букс в отверстия нейтральных якорей реле значительно упрощает и ускоряет эту трудоемкую операцию ,путе1я применения крробки, поддерживающей якорь реле и имеющей в бортах совпадающие с отверстиями в якоре отверстия, служащие для ввода в отверстия якоря при помощи пуисонов концов проволоки; для отрезания проволоки используются режущие кромки на боковых сторонах коробки.
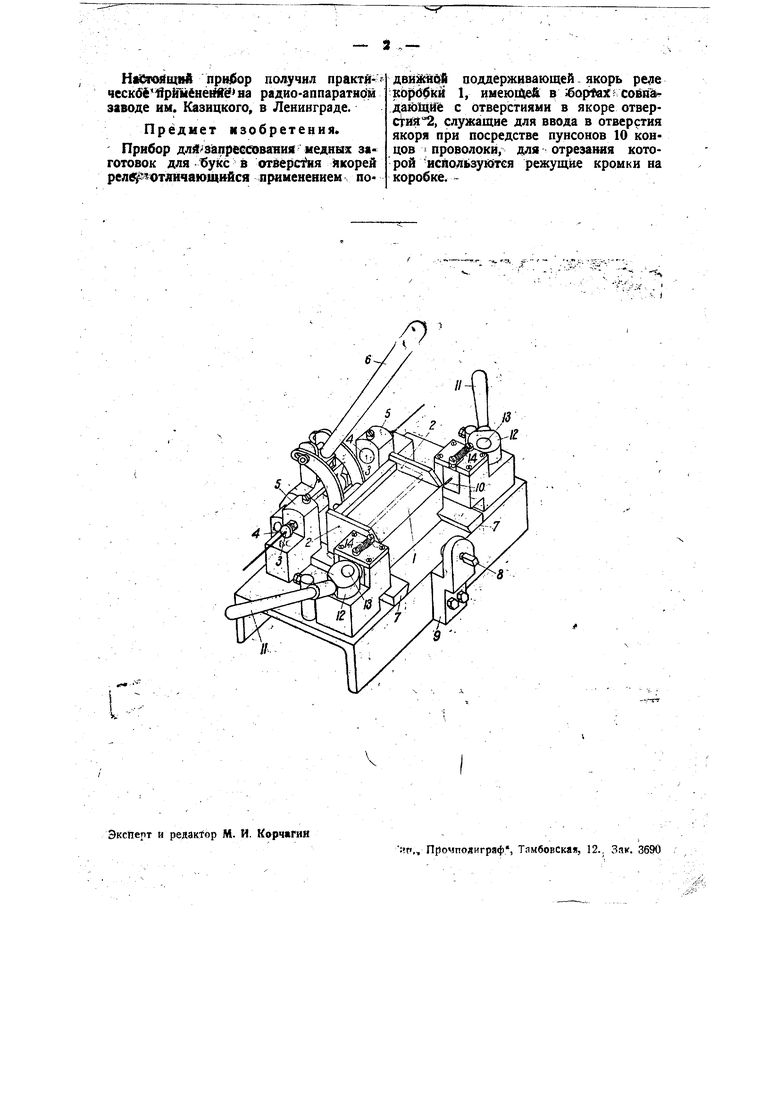
На чертеже прибор представлен в перспективном виде.
Якорь, изображенный на чертеже пунктиром, с готовыми для нежных заготовок отверстиями и нагретый до требуемой температуры, укладывается на подвижную колодку 1, находящуюся в своем крайней положении, при котором ртверст1 я 2 в бортах коробки совпадают с .отверстиями .3 во втулках 4, закрепленных в стрйках 5.
В оба отверстия 3 закладываются медвые проволоки, которые проходят черев
(538)
отверстия 2 В бортах подвижной коробки 1 и упираются с Двух сторон в боковые поверхности якоря, в тех местах, где должна произойти запрессовка медных заготовок. После этого, движением рукоятки 6, снабженной эксцентриком, коробке 1 сообщается движение по направляющим 7 до встречи с регулируемым упором 8, закрепленным в кронштейне 9. При движении коробки 1 заложенные в отверстия 2 ее бортов проволоки автоматически отрезаются.
Отрезки проволоки, оставщиеся в отверстиях 2 и служащие заготовками для букс, предназначаются для запрессовки; сами же отверстия в конечном положении коробки 1 точно приходятся против ,пунсонов 10. При повороте рукояток 11, эксцентрики 12, сидящие на осях 13, вводят пунсоны в отверстия 2 и выталкивают из них отрезки проволоки, которые входят в отверстия якорей.
По. окончании операции запрессовки, рукоятки 11 возвращаются в исходное положение, пунсоны 10 расходятся под действием пружин 14 и выходят из отверстий 2; затем готовый якорь снимается, а коробка 1 при помощи рукоятки 6 возвращается в исходное положение.
Операция запрессовки проволоки в новый якорь повторяется в том же порядке.
H ei4Mlmiift npHjSop получил практйческдё 12рймёнё|Мёна радио-аппаратнср заводе им. Казицкого, в Ленинграде.
Прёдиет изобретения.
Прибор длЯ з1апресс(1ва1{ия медных за« готовок для 6ykc в отверстия йкорей релб отяичающийся применением подвйжнс й поддерживающей - якорь корббкй 1, им€Ю1Де& в Торфах совпав ЛахЩт с Отверстиями в якоре отверстия, служащие для ввода в отверстия якоря при посредстве пунсонов 10 концов (проволоки, для отрезания которой используются режущие кромки на коробке. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для склепки контактных накладок с контактными пружинами реле | 1933 |
|
SU36137A1 |
| ПРИСПОСОБЛЕНИЕ К ЭКСЦЕНТРИКОВОМУ ПРЕССУ ДЛЯ ПРИКРЕПЛЕНИЯ ПЕТЕЛЬ К ОЧКАМ | 1932 |
|
SU32888A1 |
| Станок для изготовления сшивателей для приводных ремней | 1932 |
|
SU29827A1 |
| Перфоратор | 1933 |
|
SU37140A1 |
| Станок для изготовления проволочных пряжек | 1929 |
|
SU20623A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ И КЛЕПАНИЯ | 1937 |
|
SU52944A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| РУЧНОЙ ШТАМП ДЛЯ ОТРЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 2002 |
|
RU2217270C1 |
| РУЧНОЙ ПРИБОР ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ГВОЗДЕЙ | 1933 |
|
SU35158A1 |
| Станок для склепывания язычка с трикотажной иглой | 1929 |
|
SU31282A1 |
:

