До настоящего времени склепка серебряных контактных накладок с контактными пружинами якорей реле про,изводилась вручную, причем было необходимо нарезать короткие отрезки медной проволоки, которые забивались в качестве заклепок в совпадающие друг с другом отверстия в накладках и пружинах. Предлагаемый прибор имеет целью механизировать эту операцию путем применения супорта, шарнирно соединенного с ножом и снабженного пазом для помещения в нем склепываемых накладки и плоской, пружины; этот супорт при помощи рукоятки и связанной с ним системы рычагов поочередно вступает во взаимодействие с приемным супортом для закладки отрезков медной проволоки в отверстиях помещенных в его пазу склепываемых частей; для склепывания и обрезывания головок заклепок этот же супорт вступает во взаимодействие с пунсонами, получающими перемещение под действием рукоятки с эксцентриками.
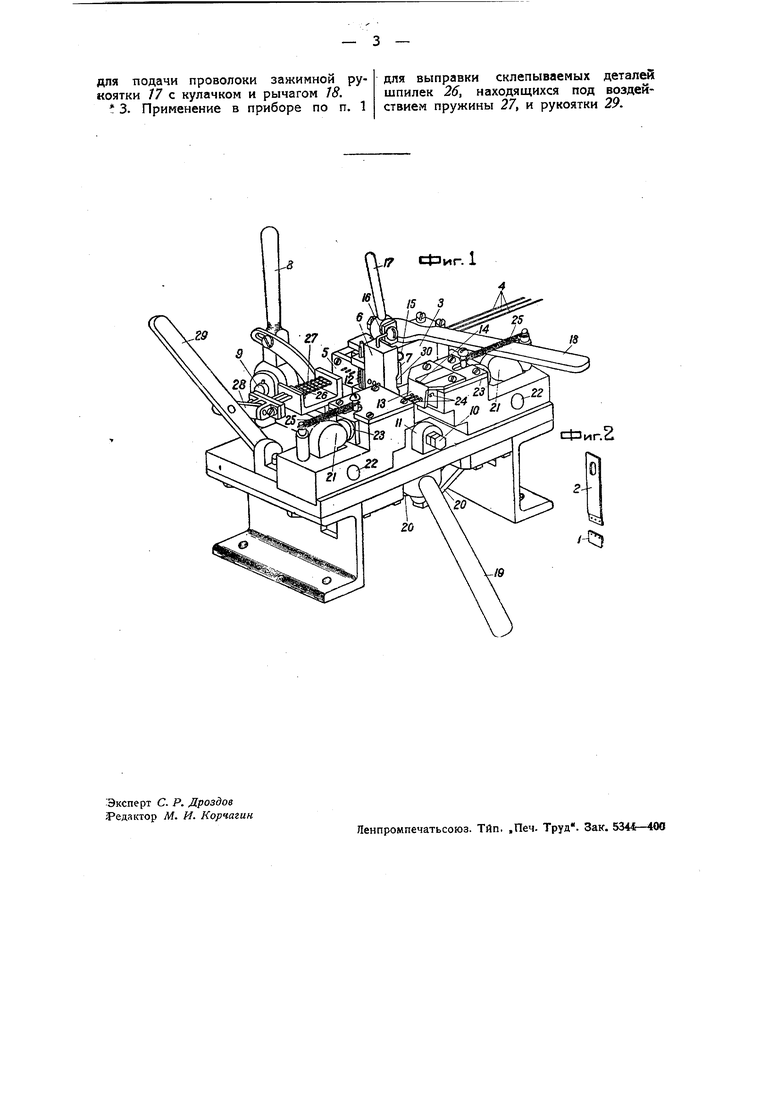
На чертеже фиг. 1 изображает предлагаемое приспособление в перспективе; фиг. 2-контактную пружину якоря реле, на конец которой наклепывается серебряная контактная накладка.
В приемный супорт 3 прибора закладываются три медных проволоки 4, вы(520)
ступающие с воими концами из отверстий в планке 5; при этой операции подвижной супорт б находится в своем крайнем положении, при котором нож 7, закрепленный на этом супорте шарнирно, примыкает вплотную к его поверхности, а три отверстия, имеющиеся в ноже (на чертеже не показанные), расположены против отверстия в планке 5.
Перед началом работы на приборе при заправке проволок-# их концы, выступающие из планки 5, входят в отверстия ножа 7. Поворотом рукоятки 8 около оси 9 передвижной супорт 6 перемещается по пазам и при этом увлекает с собой нож 7, который обрезает концьь проволок, выступающие из.планки 5.
Последняя операция производитсятолько в начале работы при закладке новых проволок и имеет своей целью выравнивание концов проволок.
Затем подвижной супорт б отводится в свое крайнее положение до упора в регулировочный винт Ю, закрепленный в кронштейне 7/. В этом положении супорта 6 нож 7, который имел возможность во время передвижения супорта б отойти от его стенки под действием пружины /2, не препятствует непосредственному прилеганию этой стенки к наклонному лотку 13. При этом все три отверстия в подвижном супорте приходятся точно против соответствующих отверстий наклонного лотка. Затем, в прорез J4, находящийся сверху наклонного лотка 13, закладывается сере-бряная контактная накладка 7 в поло:жении, указанном на фиг. 2, которая проваливается вниз по лотку и попадает в гнездо 30 в стенке неподвижного супорта б и остается там в вертикальном -положении.
В пазы той же стенки подвижного супорта закладывается сама контактная пружина 2 (фиг. 2), прижимаемая к супорту пружиной 75 в положении, показанном на той же фиг. 2, причем нижний конец ее заходит за накладку 7 и при.жимается к ней вплотную при строгом совпадении отверстий в . пружинке и накладке; своими верхними прорезами пружина 2 надевается на стерженек 16 прибора.
После этой установки подвижной суэторт 6 при помощи рукоятки 8 снова отводится в свое первоначальное поло,жение, вместе с заложенными в ней .деталями. При перемещении нож 7, упираясь своей поверхностью о боковую стенку приемного супорта 3, поворачиВается и прикрывает снаружи заложен«ые в супорт склепываемые детали.
При остановке передвижения супорта 6 отверстия, имеющиеся в супорте, отверстия в серебряной накладке / и в контактной пружине 2, отверстия SB ноже 7 и отверстия в планках 5 точно -совпадают друг с другом.
Поворотом рукояток 77 с кулачками производится зажим проволок 4, а повоipOTOM рычага 13 зажатые проволоки подаются на требуемую величину, причем выступающие из планки 5 концы проволок проходят через отверстия в ноже, а также отверстия в сложенных деталях, « в подвижном супорте. При движении последнего в обратном направлении нож 7 отрезает концы проволок, которые остаются вложенными в отверстия в собранных деталях 7 и 2 и вместе с ними передвигаются в подвижном супорте до упора последнего в регулировочный винт 10.
При этом движении нож 7 под действием пружины 72 снова отходит от стенки подвижного супорта под действием пружины 72 и освобождает поверхности собранных деталей с вложенными в их отверстия концами отрезанных проволок.г
После окончательной установки подвижного супорта б в его крайнем положении до упора в винт W приводится в движение рычаг 19. который при помощи двух тяг 20 вращает кулачки 27 около осей 22; эти кулачки, упираясь в пунсонодержатели 23, сближают их, причем пунсоны 24-, входят с одной стороны в отверстия в подвижной колодке 6, а с другой стороны - в отверстия в наклонном лотке 75, и производят склепку собранных деталей 7 и 2 находящимися в их отверстиях медными заклепками.
По окончании склепки рычаг 19 приводится в первоначальное положение, пунсоны 24 расходятся под действием пружин 25 на пунсонодержатели 23, подвижной супорт 6 переводится в среднее положение, собранные детали снимаются, поспе чего операция склепки новых деталей повторяется в том же порядке.
Устройство, входящее в прибор, состоящее из трех шпилек 26, приходящихся против отверстия в планке 5 пружины 27 рычага 28 и рукоятки 29, служит для выправки деталей 7 и 2 в случае, если их отверстия при закладке в подвижной супорт 6 не совпадают.
Настоящий прибор получил практическое применение на радио-аппаратном заводе имени Казицкого в г. Ленинграде.
Предмет изобретения.
1.Прибор для склепки контактных накладок с контактными пружинами реле, отличающийся применением супорта б, шарнирно соединенного с ножом 7 и снабженного пазом ВО для помещения в нем склепываемых изделий, каковой супорт б посредством рукоятки 8, соединенной с ним системой рычагов, поочередно вступает во взаимодействие с приемным супортом 3 для закладки отрезков проводки в несомые им изделия и, в целях образования головок заклепок,-с пунсонами 24-24, передвигаемыми под действие эксцентриковых кулачков 27-27 при повороте рукоятки 19.
2.Применение в приборе по п. 1
для подачи проволоки зажимной рукоятки /7 с кулачком и рычагом 18. 3. Применение в приборе по п. 1
для выправки склепываемых деталей шпилек 26, находящихся под воздействием пружины 27, и рукоятки 29.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для запрессования заготовок для букс в отверстия якорей реле | 1933 |
|
SU35662A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК ИЗ ПРОВОЛОКИ | 1936 |
|
SU52368A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ И КЛЕПАНИЯ | 1937 |
|
SU52944A1 |
| Автомат для запрессовки заклепок в голосовые планки гармоний | 1961 |
|
SU147445A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| Приспособление к лущильному станку для выключения коробки скоростей | 1933 |
|
SU33673A1 |
| Устройство для резки кондитерских изделий | 1936 |
|
SU49783A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ШТАМПОВКИ СТЕРЖНЯ ЗОЛОТНИКА АВТОВЕНТИЛЯ | 1934 |
|
SU44775A1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1991 |
|
RU2057614C1 |
/7 143иг. 1
18
.Е

