Известны автоматические станки для изготовления пуговиц с применением комбинированного штампа и поворотного стола для приема отдельных частей пуговиц и подведения их к механизму для склеивания; в подобных станках ленты материала, из которого изготовляются пуговицы, обычно подаются в продольном направлении при помощи валков.
В предлагаемом станке, кроме обычных валков, подающих в продольном и параллельном друг другу направлении две металлические ленты, предназначенные для изготовления из них пуговичных чашечек и шайб, применены еще валики для подачи в поперечном направлении третьей металлической ленты для изготовления глазков, причем все три ленты продвигаются по поверхности одной и той же матричной плиты. Матерчатая лента продвигается другими валками в продольном направлении через прорез матричной плиты. Предварительно отштампованные пуговичные чашечки с глазками подаются пунсоном через сквозной канал в матричной плите на поверхность матерчатой ленты для приклеивания к последней. Под матрицей для .пунсона, штампующего пуговичную шайбу, матричная плита имеет скошенное дно для передачи пуговичных щайб поверх матерчатой ленты на ту матрицу, для которой пунсоны снабжены выталкивателями, передающими отдельные оштампованные пуговичные части на поворотный стол, подводящий их к групповому барабану для склёпывания. X На схематическом чертеже фиг. 1 изображает продольный вертикальный разрез станка; фиг. 2-вид станка слева по фиг.1; фиг. 3-вид станка сверху; фиг. 4-разрез группового барабана; фиг. 5-вид его сбоку, и фиг. 6-вид его сверху.
На основании 7 укреплены подшипники 7/, в которых установлены оси 2, 2, 7, 7 с валками 5, 5, 4, 4, 5, 5. Ось 2 получает вращение от храповика 6 и посредством ремня 8 и шкивов 72, 73 вращает ось 2. В подшипниках 14, 14 установлены оси 13, 11 с валками 12 12. Ось 13 получает вращение от оси 2 посредством шкива 14 и ремня /5, а ось 13 от Gtvi 2 с помощью шкива 74 и ремня 10. Нажимные валки 16, 16 вращаются на осях 76, 77 и находятся под давлением пружин, расположенных в подшипниках 14, 14.
В левой по фиг. 1 части основания Т имеются направляющие 15, в которых установлен ползун 16. На пальце 17, ввернутом в ползун 22, устанавливается трехконечная звездочка 7S. На нее снизу надевается храповик 25, а сверху ввертываются пальцы 19 по несколько штук, на каждый из трех отростков (на чертеже показан по три пальца). Звездочка 18 получает вращение от храповика б через шкивы 78, 79, ремень 23 и кулачок 24, сидящий на валике 80. Кулачок 26 при вращении передвигает в направляющих 15 поЛзун 18, который сжимает пружину 26; при этом собачка храповика 25 поворачивает звездочку 18. Кулачок 24, сделав полный оборот, оста|1авливается и пружина 26 возвращает ползун 16 на прежнее место и ставит звездочку 25 на замок (на чертеже не указанный). Справа от зйезцочки 25 устанавливаются валки 35, 36. Валки 35 получают вращение от храповика 6 чеоез шкивы 80, 81, ремень 34 и ось 83. Нажимной ролик 36 находится под давлением пружин. Сверху на основании вставляются матрицы 84 для склепывания чащечкй с полотном и матрицы 85 для прокалывания дыр в полотне. К верхней части основания приворачивается квадратная матричная плита 37. Между плитой 37 и основанием помещается собиратель 73, состоящий из двух листов волнистого железа. Слева от роликов 35, 36 к нижней части плиты 37 присоединяется металлическая пластинка 41. На верхней части плиты 37 устанавливается пластинка 39 и на шпильках 40 с пружинами-другая пластинка J5. По углам плиты 37 ввернуты стержни 42, которые служат направляющими для пластины 43. На пластине 43 укреплены пунсоны 44, 45 и, кроме того, болтами привернуты на некотором расстоянии от ее нижней поверхности пластинки б б , 47, 48. В пластинке 47 ввернуты втулки 47 а в пластинке 48- втулки 55. В отверстия пластины 41 пропускаются колодки 49, 50, 51 52, 53 (фиг. 1, 2), прикрепленные к пластинке 5-. В этИх колодках укреплены пунсоны 55, 56, 57, ножи 59с. направляющими шпильками 58 и пальцы 87, передающие давление пресса на механизм, отдельноизображенный на фиг. 4, 5, 6.
На верхней части основания / устанавливается привод для механизма подачи материала, идущего .на изготовление глазков. Коническая шестерня 27 наде-. | вается на валик 7, а другая 28-на, валик 29. Ближе к противоположному концу валика 29 надевается цилиндрическая шестерня 30, которая передает вращение шестерне 31 (фиг. 2), сидящей
на оси 88. На последней надет подающий валик 32. Нажимной валик 33 находится под давлением пружин, расположенных в подшипниках 89, 90.
Отдельно изображенный в увеличенном масштабе на фиг. 4, 5, б механизм помещается частично в плите 37 и частично на звездочке 18. К диску 60, лежащему на пружине 61, прикреплены 62, режущие полотно на п;1астинке 41 в дырах 91. В середину ножей 62 вставлены пальцы 63, поддерживаемые пружинами 64, упирающимися в заплечики ножей 62. На нижние концы пальцев 63 пружинами 92 присоединяются втулки 93. К пластине 41 снизу прикрепляются подшипники 65, в которых на пружинах 66 лежат ползуны 67. В ползуны вставлены валики 68, на которых надеты: а) групповой барабан 69, в отверстиях которого имеются поршни 70, б) эксцентрики 70 и в) шкивы 7/. Внизу под барабаном 69 на звездочке 18 помещаются пальцы 19, как это было указано выше. Сверху на пальцы 19 надеваются втулки 21, поддерживаемые пружинами 20. По оси пальцев 19 сквозь них пропускаются иглы 22.
Все описанное устройства помещается на стол обыкновенного механического пресса с двойным ходом пунсона. Основание / прикрепляется к столу пресса, деталь 72 присоединяется к пунсону и деталь 43-к ползуну пунсона посредством отверстий 94. Тяга 81 соединяется с эксцентриком, сидящим на коленчатом валу пресса. Между валками 12, /5 через собиратель 73 и между валками 55, 36 по.пластинке / пропускается заготовленное полотно для обтяжки пуговиц. Валки 12 и 76 -подают полотно под пунсоны 55, 56. Между валками 3, 4, 3, 4 пропускаются металлические ленты для изготовления чашечек и шайб для пуговицы. Ва;лками 3, 4 ленты подаются под пунсоны 44, 86, 47, 56, 55. Между валками 32, 33 пропускается металлическая лента для изготовления пуговичных глазков. Валки 52, 33 подают материал под пунсоны 57 и ножи 59.
Изготовление чашечки производится в следующем порядке: металлическая лента валками 3, 4 подается под пунсоны 55 и при первом обороте пресса, пластина 86 прижимает ленту к ппастинке 38 и ходом пунсона, к которому присоединены пластиной 54 штампы 55, последние прокалывают сначала дыры для глазков в металлической ленте, а затем, опускаясь ниже, также, прокалывают дыры и в полотне, подаваемом валками 72, 14. При подъеме пунсона, когда штампы освобождают .Металлическую ленту, храповик, 6, соединенный тягою 8 с эксцентриком, сидящим на коленчатом валу пресса, поворачивается и приводит во вращение шкив 72, а последний ремнем 8 передает вращение шкиву 73 на валу 2. Последний поворачивается вместе с валком 4 и подает ленту на требуемое расстояние. Подача полотна производится роликами /2, 74. Одновременно с подачей металлической ленты, при втором обороте пресса, лента- с заготовленными дырами попадает под ножи 59, где „глазки (вторая деталь пуговицы), заготовленные из другой металлической ленты, подаваемой валками 32, 33 через передачу шестернями 27, 28, 30, 3J, отрезаются и по направляющим шпилькам55 попадают на металлическую ленту в дыры, сделанные пунсоном 55. При третьем обороте вала пресса лист : „глазками передвигается роликами 5, 4 под пунсоны 47, 56. Здесь -первым ходом ползуна вырезается заготовка дпя чашечек штампом 47 и вторым ходом пунсона выдавливаются чашечки пунсон.ом 56 и проталкиваются через отверстия в пластине 57 готовые дыэы в полотне, загото,вленные штампом 55, и затем приклепывается чашечка глазками к полотну. При четвертом обороте пресса (ходом ползуна) втулки 55, давят на диск 64 (фиг. 4 и б) и ножами 62 режут полотно на пластинке- / вокруг приклепанной чашечки и (ходом пунсона) пальцы 87 давят на пальцы 63, которь1е проталкивают заготовку сквозь дыры 91 во втулку 21, сидящую на пальцах 19. При пятом обороте вала пресса звездочка 18 с заготовкой поворачивается на треть окружности и попадает, под групповой барабан 69, а валки 3, 4, 12, 16 выбрасывают из пресса отходы металлической ленты и полотна. С этим оборотом заканчивается изготовление чашечки.
Для образования шайбочки металлический лист подается в станок валками 3,
4 под пунсоны 44. При первом обороте пресса вырезается сердцевина шайбочки и выдавливается форма ее, затем -она передвигается дальше под пунсоны 45, где вторым оборотом пресса вырезается уже полностью шайбочка и по уклону 74 (на фиг. 1 показанному пунктиром) скатывается на полотно, подаваемое валками 12, 15, 35, 36 на пластинку 41. При третьем обороте вала пресса таким же образом и у чашечки режется полотно и заготовка подается в групповой барабан 69 и здесь же заготовка склепывается с чашечкой, подведенной под групповой барабан звездочкой 18. При четвертом обороте пресса звездочка 8 поворачивается и ролики, укрепленные на итак 22, накатываются на уклон.75, вследствие чего иглы 22 поднимаются вверх и Ьыбрасывают готовые пуговицы из станка.
Групповой барабан 69 (фиг. 4-6) получает вращение от шкива 96 через ремень 95, который идет на шкив 7/. Последний сидит на шпонке на валике 68 и поворачивает грунтовой барабан 69. Чтобы барабан 69 мог свободно поворачиваться, не задевая за пластинку 4f, предусмотрены эллипсообразные эксцентрики 70, которые на шпонках насажены на валик 68 в таком положении, как показано на чертеже. Эксцентрики 70, поворачиваясь, отодвигают барабан 69 от пластинки 41, причем ползуны 67, сидящие 8 подшипниках 65, сжимают пружины 66. Сделав полоборота, эксцентрики 70 останавливаются и барабан 69 пружинами 66 вновь подвигается к пластинке 4L Ремень 95, перекинутый через шкивы 96 и 7/, все время сохраняет полное натяжение при помощи нажимного ролика 97; последний передвигается в направляющих под действием пружины 9S и притягивает ремень 95 почти с одинаковой силой. Склепка пуговицы производится общеизвестным механизмом.
Предмет изобретения.
Автоматический станок для изготовления пуговиц с применением комбинированного штампа и поворотного стола для приема отдельных частей пуговицы и подведения их к механизму для склепывания, а также с подачею лент материала валками, отличающийся тем, что помимо обычных валков 5, 4, 3, 4 .(фиг. 1) для подачи двух металлических
tgHT по поверхности матричной плиты 37 продольном, параллельном друг к другу, направлении применены валки 32, 33 (фиг. 3) для поперечной подачи третьей металлической ленты также по поверхности матричной плиты 37 и валки /2, J6, 72, 76 (фиг. 1)-для продольной подачи матерчатой ленты в прорезе матричной плиты 57, пунсон же 56 служит
для передачи пуговичной чашечки с глазками на матерчатую ленту через сквозной канал в матричной плите, а последняя снабжена под матрицей для пунсонов 45 гнездом со скошенным дном 74 для передачи пуговичных шайб поверх матерчатой ленть на матрицу 41 (фиг. 4, 5, 6),. пунсоны для которой снабжены выталкивателями 63 в целях передачи отдельных пуговичных частей на поворЬтный стол J8, с целью подведения их для склепывания к групповому барабану 69.
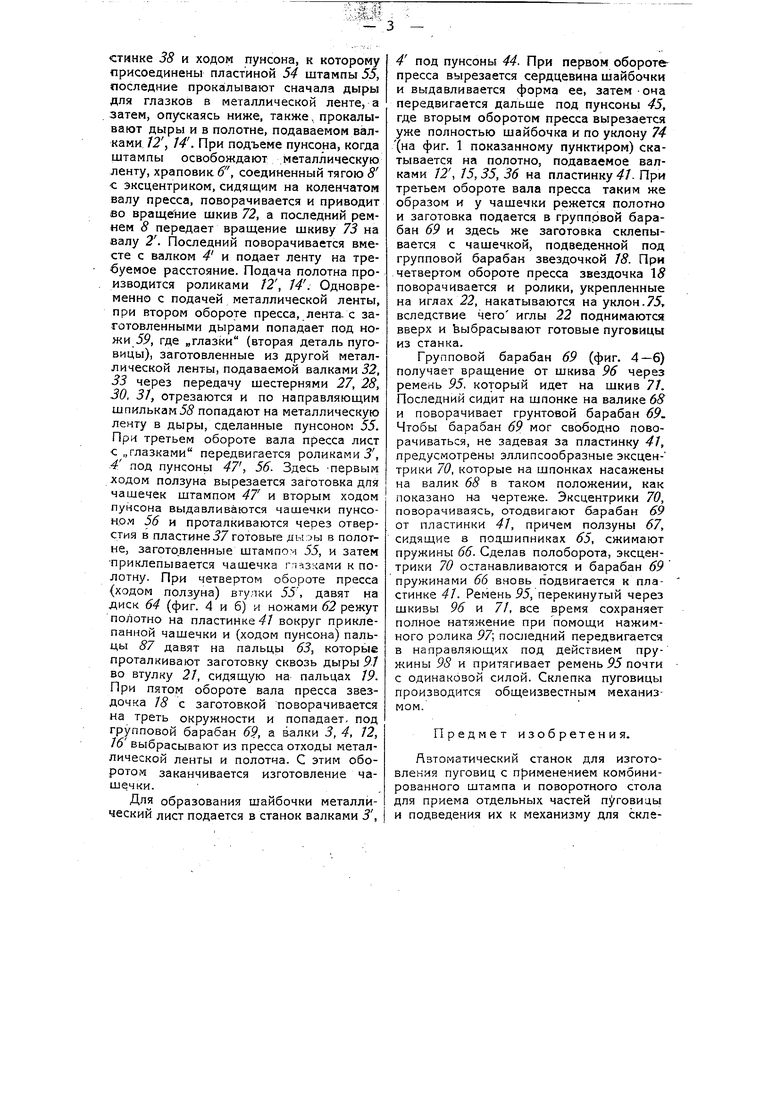

Фиг. 1 s -rr°ff(3 / т 3 ji . / -LjQ; Р --- . . / ; 7 :,. .V---; , 1 ; , О 1 «5 i; ; -Ui iHd-/-;--ч-. : 1 Шип 2 ,54 Фиг.4 Г-

