L
Изобретение относится к области автоматизации нроизводственных процессов сварки.
Известные автоматическне регуляторы параллельной работы многопостовых сварочных преобразователей, состоящие из блоков су.чмирования и управления, и неэкономичны в работе.
Предлагаемый регулятор отличается от известных тем, что в блоке управления установлены датчики уровня токов включения преобразователей, подключенные ко входу сумматора, включающего магнитные усилнтели, воздействующие на объекты регулирования.
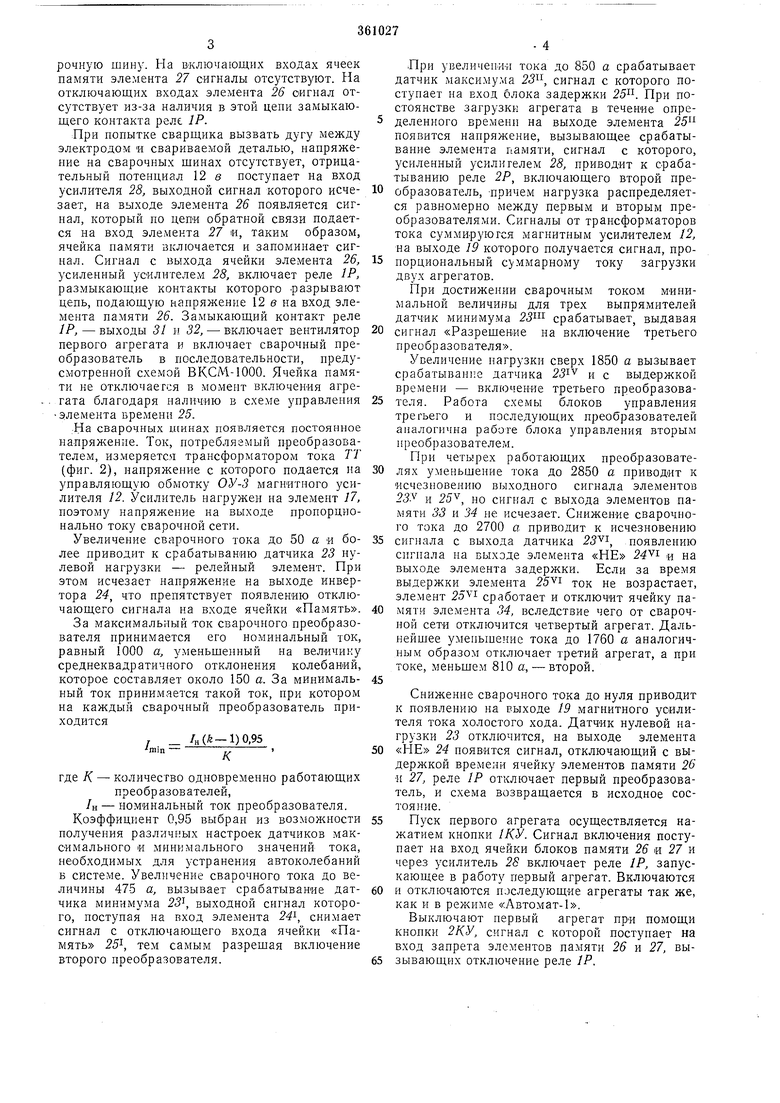
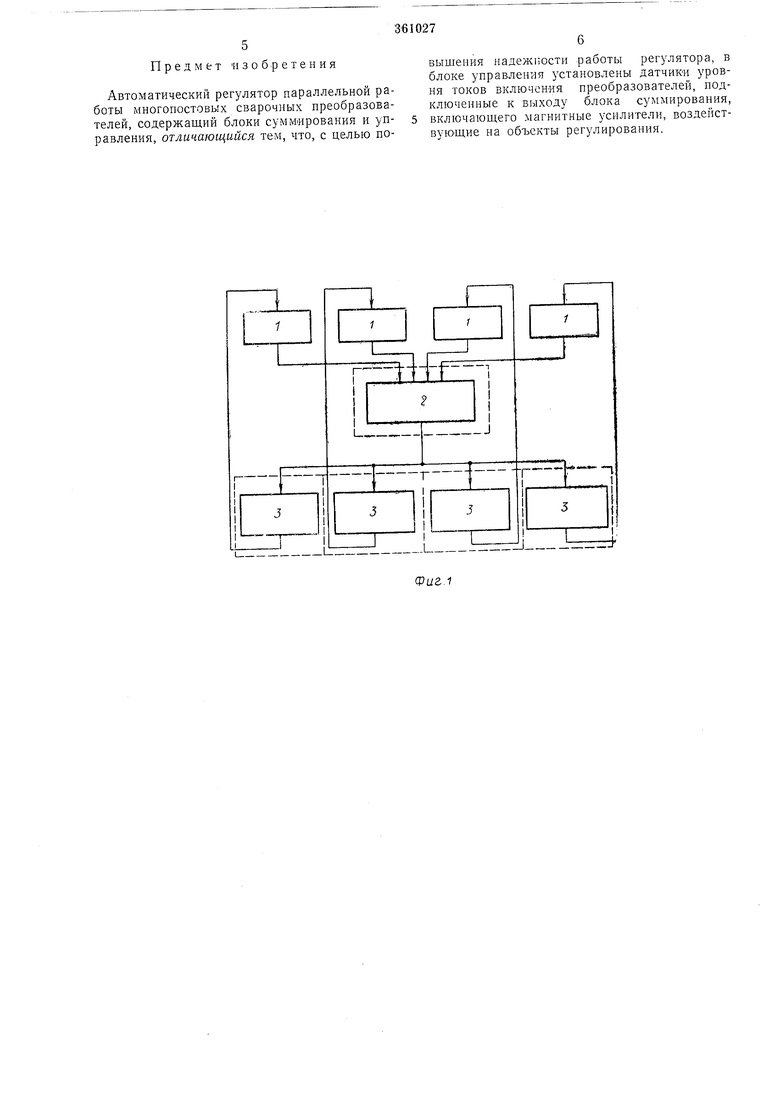
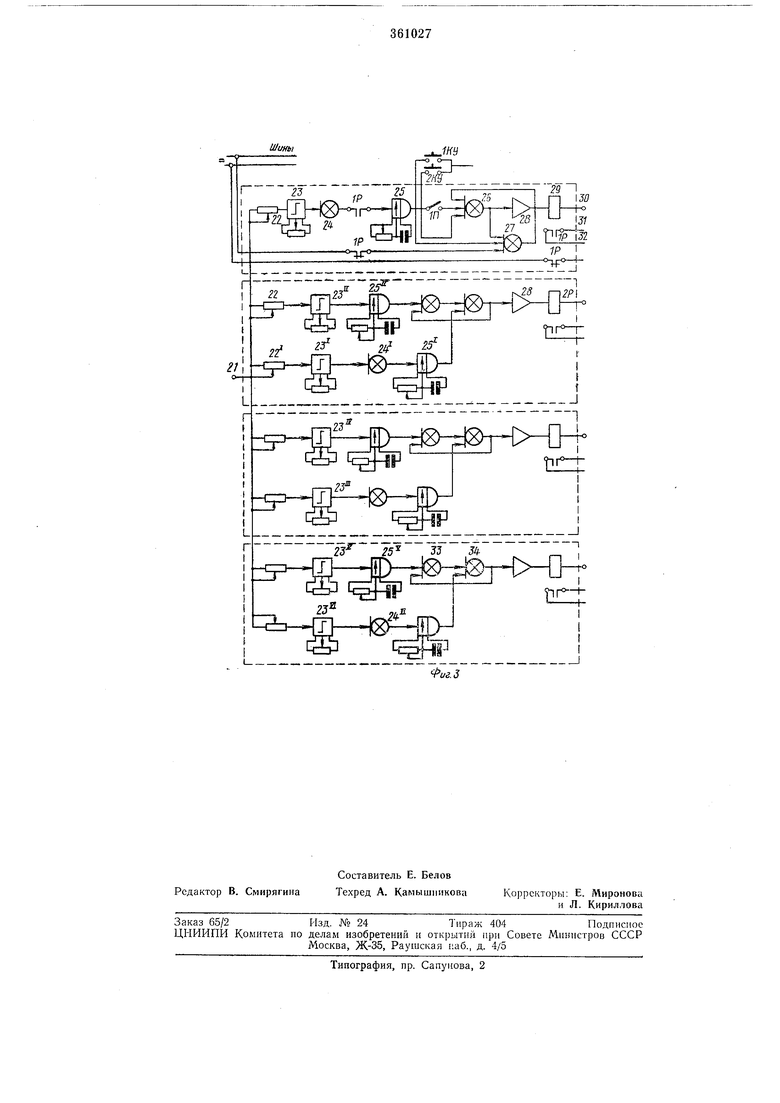
На фиг. 1 приведена блок-схема .регулятора; на фиг. 2 изображена принципиальная схема блока суммирования; на фнг. 3 приведена принципиальная схема блока унравления преобразователями.
Схема включает объекты регулирования /, блок суммирования 2 и блоки 3 управления преобразователями.
Блок суммирования состоит из входов 4 и 5, подключаемых к трансформаторам для измерения тока каждого преобразователя, выпрямителей 6, нагрузочных резисторов 7, фильтрующих конденсаторов 8, регулировочных сопротивлений 9, резистора 10 установки смещения, входа И обмотки смещения магнитного усилителя 12 (МУ), элементов 13 и М контура гибкой обратной связи, рабочая обмотка 15 МУ, диоды 16, элементы 17 и 18 регулирования параметров выхода 19.
Блок управления содержит общий вход 21, резистор 22 установки порога отключения первого преобразователя, датчик 23 и инвертор 24, элемент регулируемой задержки 25, элементы схемы памяти 26 и 27, усилитель 28, реле 29, клемму 30 обмотки реле, контакты 31 и 32 реле.
Регулятор работает в трех режимах.
«Автомат-1 --Листанционный пуск со сварочных постов и автоматическое отключение первого преобразователя.
«Автомат-2 - пуск и отключение первого
преобразователя с пульта }правления; «Ручное управление - независимая работа преобразователей.
Включение и отключение второго и последующих преобразователей в режимах «Автомат-1 и «Автомат-2 производится автоматически в функции тока сварочной сети.
Для работы устройства в режиме «Автомат-1 переключатели /Я в блоке унравления первым преобразователем и переключатель,
установленный в схеме преобразователей /, устанавливаются в замкнутое положение.
В исходном состоянии автоматического регулятора потенциал порядка 12 в подается от блока пнтання автомагического регулятора
через размыкаюнгий контакт реле IP на сварочную шину. На в-ключающих входах ячеек памяти элемента 27 сигналы отсутствуют. На отключающих входах элемента 26 сигнал отсутствует из-за наличия в этой цепи замыкающего контакта реле IP.
При нопытке сварщика вызвать дугу между электродом И свариваемой деталью, напряжение на сварочных шинах отсутствует, отрицательный потенциал 12 в поступает на вход усилителя 28, выходной сигнал которого исчезает, на выходе элемента 26 появляется сигнал, который по цепИ обратной связи подается па вход элемента 27 и, таким образом, ячейка памяти включается и запоминает сигнал. Сигнал с выхода ячейки элемента 26, усиленный усилителем 28, включает реле IP, размыкающие контакты которого разрывают цепь, подающую напряжение 12 в на вход элемента памяти 26. Замыкающий контакт реле IP, - выходы 31 и 32, - включает вентилятор первого агрегата и включает сварочный преобразователь в последовательности, предусмотренной схемой ВКСМ-1000. Ячейка памяти не отключаегся в мо.мепт включения агрегата благодаря наличию в схеме управления элемента времени 25.
На сварочных шинах появляется постоянное напряжение. Ток, потребляемый преобразователем, измеряется трансформатором тока ТТ (фиг. 2), напряжение с которого подается на Заправляющую обмотку ОУ-3 магнитпого усилителя 12. Усилитель нагружен на элемент 17, поэтому напряжение на выходе пропорционально току сварочной сети.
Увеличение сварочного тока до 50 а и более приводит к срабатыванию датчика 23 нулевой нагрузки - релейный элемент. При этом исчезает напряжение на выходе инвертора 24, что препятствует появлению отключающего сигнала на входе ячейки «Память.
За максимальный ток сварочного преобразователя принимается его номипальный ток, равный 1000 а, уменьшенный па величину среднеквадратичного отклонения колебаний, которое составляет около 150 а. За минимальный ток принимается такой ток, при котором на каждый сварочный преобразователь приходится
/„(fe-1)0,95
тт - К
где К - количество одновременно работающих
преобразователей,
/н - номинальный ток преобразователя. Коэффициент 0,95 выбран из возможности получения различных настроек датчиков максимального и минимального значений тока, необходимых для устранения автоколебаний в системе. Увеличение сварочного тока до величины 475 а, вызывает срабатывание датчика минимума 25, выходной сигнал которого, поступая на вход элемента 24, снимает сигнал с отключающего входа ячейки «Память 251, T-g.y самым разрешая включение второго преобразователя.
При увеличепИ-и тока до 850 а срабатывает датчик .максимума 25, сигнал с которого поступает на вход блока задержки 25. При постоянстве загрузки агрегата в течение определенного времени на выходе элемента 25 появится напряжение, вызывающее срабатывание элемента памяти, сигнал с которого, усиленный усилигелем 28, приводит к срабатыванию реле 2Р, включающего второй преобразователь, -причем нагрузка распределяется равномерно между первым и вторым преобразователями. Сигналы от трансформаторов тока суммирую гея магнитным усилителем 12, на выходе 19 которого получается сигнал, пропорциопальный су.ммарному току загрузки двух агрегатов.
При достижении сварочным током минимальной величины для трех выпрямителей датчик минимума срабатывает, выдавая
сигнал «Разрешение на включение третьего преобразователя.
Увеличение нагрузки сверх 1850 а вызывает срабатывание датчика 25 и с выдержкой времени - включение третьего преобразователя. Работа схемы блоков управления
трегьего и последуюших преобразователей
аналогична рабоге блока управления вторым
преобразователе,.
При четырех работающих преобразователях уменьшение тока до 2850 а приводит к Исчезновению выходного сигнала элементов 23У и 25, но сигнал с выхода элементов памяти 33 и 34 не исчезает. Снижение сварочного тока до 2700 а приводит к исчезновению
сигнала с выхода датчика 25Vi, появлению сигнала па выходе элемента «НЕ и на выходе элемента задержки. Если за время выдержки элемента ток не возрастает, элемент сработает и отключит ячейку памяти элемента 34, вследствие чего от сварочной сети отключится четвертый агрегат. Дальнейшее уменьшение тока до 1760 а аналогичным образом отключает третий агрегат, а при токе, меньшем 810 а, -второй.
Снижение сварочного тока до нуля приводит к появлению на выходе 19 магнитного усилителя тока холостого хода. Датчик нулевой нагрузки 23 отключится, на выходе элемента
«НЕ 24 появится сигнал, отключающий с выдержкой времени ячейку элементов памяти 26 и 27, реле IP отключает первый преобразователь, и схема возвращается в исходное состояние.
Пуск первого агрегата осуществляется нажатием кнопки 1КУ. Сигнал включения поступает на вход ячейки блоков памяти 26 и 27 и через усилитель 25 включает реле IP, запускающее в работу первый агрегат. Включаются
и отключаются последующие агрегаты так же, как и в режиме «Автомат-1.
Выключают первый агрегат при помощи кнопки 2/СУ, сигнал с которой поступает на вход запрета элементов памяти 26 и 27, вызывающих отключение реле IP.
Предмет изобретения
Автоматический регулятор параллельной работы многопостовых сварочных нреобразователей, содержащий блоки суммирования и управления, отличающийся тем, что, с целью повышения надежности раооты регулятора, в блоке управления установлены датчики уровня токов включения преобразователей, подключенные к выходу блока суммирования, включающего магнитные усилители, воздействующие на объекты регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты реверсивного тиристорного электропривода постоянного тока | 1983 |
|
SU1100683A1 |
| Автоматическая система управления силовой установкой | 1983 |
|
SU1149044A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для управления к сортировочным автоматам | 1982 |
|
SU1102643A1 |
| Устройство для защиты вентильного преобразователя | 1981 |
|
SU1029315A1 |
| Способ управления мощностью трехфазной электрокалориферной установки,выполненной на параллельных нагревательных элементах с питанием от управляемого статического преобразователя и устройство для его осуществления | 1982 |
|
SU1334353A1 |
| Система автоматического регулирования загрузки дробилки в.и.янтурина | 1984 |
|
SU1205936A1 |
| Регулятор нагрева пропитываемых обмоток электрических машин | 1984 |
|
SU1318998A1 |
| Задатчик сварочного тока | 1989 |
|
SU1697997A1 |
| СИСТЕМА ДЛЯ АВТОМАТИЧЕСКОГО ОГРАНИЧЕНИЯ МОЩНОСТИ ТУРБОГЕНЕРАТОРА | 1971 |
|
SU436325A1 |
: ч- 17Гс: СГ 4. nwk -i
Шины
сЭ |чР
J
