1
Изобретение относится к области машиностроения, в частности к до,р;нам для обработки отверстий, редуцирования наружных циЛИйдрических поверхностей, тонкого пластического деформирования конических и криволинейных поверхностей. Принцип действия инcTipyMeHTa основан ,на изменении диаметра его рабочей деформирующей поверхности.
Известны дорны для дорнования отверстий с изменяющимся диаметром рабочей части, представляющие собой корпус, который обрабатывает цилиндрические конические и криволинейные отверстия не по всей их длине, а «а необходимых участках. Корпус этого дорна выполиен в виде разреаных секторов, которые при помощи конической оправки принимают заданный диаметр.
Однако на поверХ|Ности, обрабатываемой известным инструментом, появляются риокиследы канавок между разрезными секторами. При обработке весьма пластичных материалов наблюдается затекаиие их в канавки между сектора1ми дорна, что значительно ухудщает качество обработанной поверхности.
Целью изобретения является улучшение качества обрабатываемой поверхности.
Это достигается тем, что корпус дорна выполнен цельным и внутри пустотелым под гидропласт, изменяющий толщину его стенок
под воздействием плунжера, которые могут иметь различную толщину в разных диаметральных сечениях.
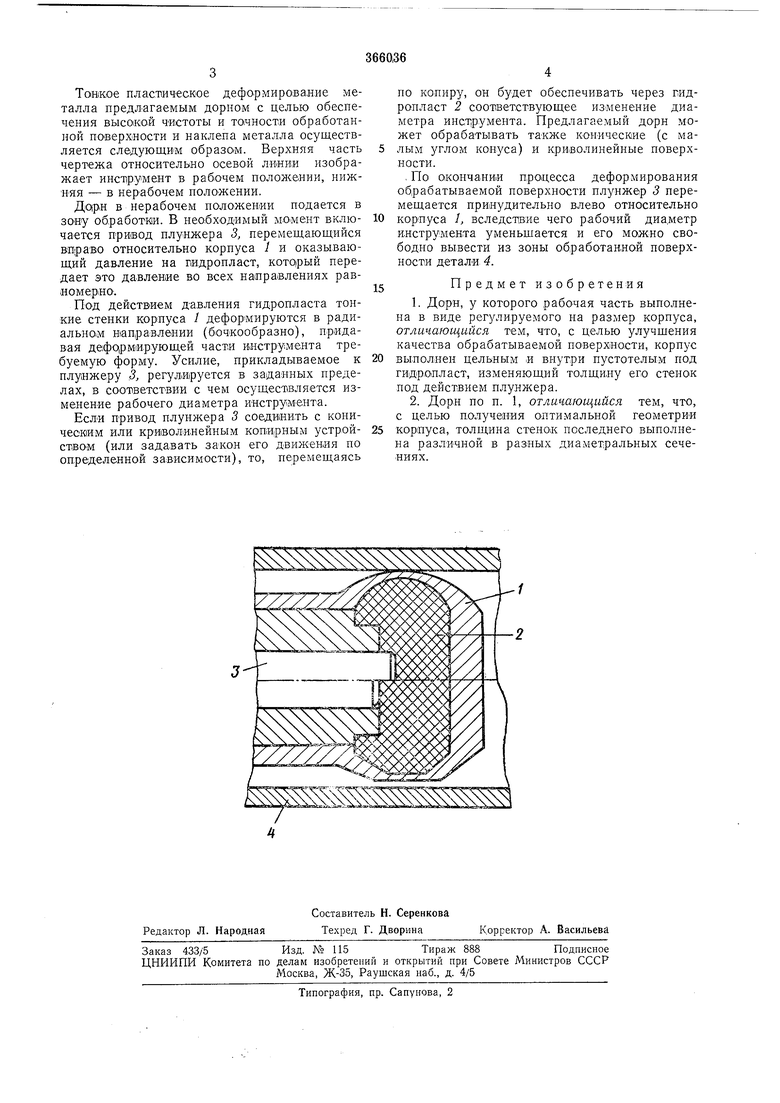
На чертеже изображена конструкция описываемого дорна. Инструмент для тонкого пластического деформирования (дорн для калибрующего дорнования отверстий) состоит из цельного пустотелого внутри деформирующего корпуса 1, в котором размещена упругая масса - гидроБласт 2. Да:вление на гидропласт 2 передается посредством плунжера 3.
Корпус / имеет стенки толщины. В месте, где под давлением гидрОпласта стенки должны раздаваться в радиальном направлении, ани выполнены тонкими. Причем толщина стенок в этом месте рассчитывается и профилируется та1к, что после раздачи внутренней полости наружная поверхность инструмента (дорна) приобретает оптимальные размеры и 1|ребуемую форму.
Корпус / изготавливается из материала, который после термообработки приобретает высокую твердость и упругость. При покрытии деформирующей части корпуса I износостойким слоем и применении при обработке деталей предлагаемым инструментом оптимальных смазок обеспечивается высокая износостойкость инструмента. Особенно эффективно инструмент работает при обработке мягких высокопластичных материалов.
Тонкое пластическое деформирование металла предлагаемым дорном с целью обеспечения высокой чистоты и точности обработанной поверхности и наклепа металла осуществляется следующим образом. Верхняя часть чертежа относительно осевой линии изображает инструмент в рабочем положении, нижняя - в нер-абочем положении.
Д|Счрн в нерабочем положении подается в зону обработки. В необходимый момент включается привод плунжера 3, перемещающийся вправо относительно корпуса 1 и оказывающий давление на шдропласт, котарый передает это давление во всех направлениях равномерно.
Под действием давления гидропласта тонкие стенки корпуса / деформируются в радиальном направлении (бочкообразно), придавая деформирующей част.и инструмента требуемую форму. Усилие, прикладываемое к плунжеру 3, регулируется в заданных пределах, в соответствии с чем осуществляется изменение рабочего диаметра инструмента.
Если привод плунжера 3 соединить с коническим или криволинейным когаирным устройством (или задавать закон его движения по определенной зависимости), то, перемещаясь
по копиру, он будет обеспечивать через гидропласт 2 соответствующее из менение диаметра инст1румента. Предлагаемый дорн может обрабатывать также конические (с малым углом конуса) и криволинейные поверхности.
. По окончании процесса деформирования обрабатываемой поверхности плунжер 3 перемещается принудительно влево относительно корпуса 1, вследствие чего рабочий диа.метр инструмента уменьщается и его можно свободно вывести из зоны обработанной поверхности детали 4.
Предмет изобретения
1.Дорн, у которого рабочая часть выполнена в виде регулируемого на размер корпуса, отличающийся тем, что, с целью улучщения качества обрабатываемой поверхности, корпус выполнен цельным и внутри пустотелым под гидропласт, изменяющий толщину его стеиок под действием плунжера.
2.Дорн по п. 1, отличающийся тем, что, с целью получения оптимальной геометрии корпуса, толщина стенок последнего выполнена различной в разных диаметральных сечениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2185270C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
