1
ИзОбретеиие касается источников оптического излучения и может быть использовано в технологии электровакуумного производства при изготовлении источников света с высококачественными олтИческИМи окнами и других приборов специального назначения.
Известен ряд источников света, В1ключаюuiMx как конструктивный элемент торцовое оптическое окно, например, газоразрядные ламоы с торцовьгм выводом излучения и газовые лазеры. Наиболее надежным спосо:бом вакуумплохного соединения оина с колбой я вляется вваривание его в колбу по боковой поверхности. В результате неизбежно деформируется периферийная кольцевая зона окна шириной ,в несколько миллиметров и резко снижается его качество. Чтобы устранить искажающее действие деформированной зоны на выходящий .ок света, диаметр окна выбирают больше размера тела свечения (на удвоенную щирину деформированного кольца, т. е. примерно на 10 мм). Поэтому конец колбы источника света «раздувают до увеличенного окна. Увеличенный диаметр колбы затрудняет при.менение ламны в компактных оптических системам и снижает эффективность принудительного ОХлаждения источ.ника. Кро.ме того, известный способ ва-куумплотного соединения характеризуется низкой механической прочностью, необходимостью иснользова)1ия стеклодувов i особенно кварцедувов высокой квалификации (часты растрескивания ОКиа), пониженной светоотдачей газоразрядных импульсных лами, обусловленной больщими объемами, не занятыми разрядом, и йевозможностью изготовления кварцевых миниатюрных ламп.
Цель изобретения - повысить механическтю ирочность и надежность впа.я и качество онтического окна, а также упростить технологию.
Это обеспечивается выполнением заготовки окна в виде цилиндрического щтабика с длиной, превыщающей его диаметр, который сваривают с баллоном, обрезают и после этого полируют наружный его торец.
При использовании предлагаемого способа при изготовлении бесщтенгельных ла1мп зазор между щтабиком и стенкой колбы перед их
сваркой используют для откачки и наполнения ла1мны.
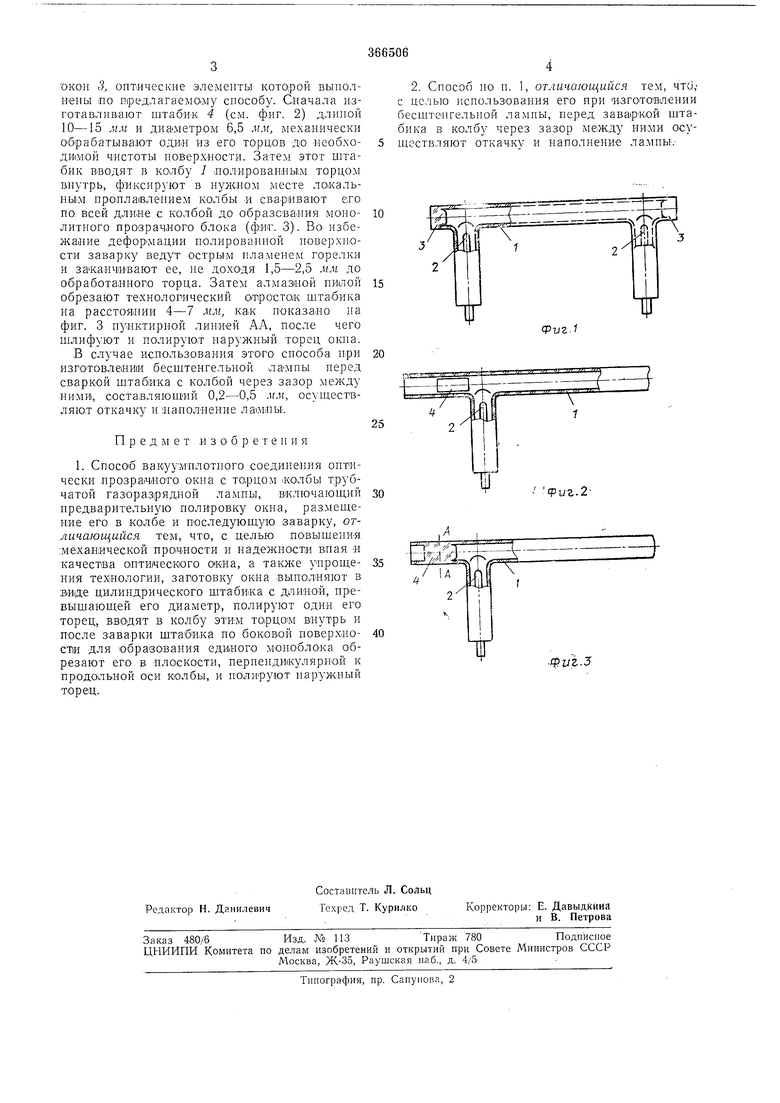
На фиг. 1 изображена лампа с торцовы.мн окнами, заваренными по этому способу; на фиг. 2 - торцовой узел лампы с установленным кварцевым щтаоико.м; на фи1Г. 3 -- то после проплавлеиия щтабика с колбой ламны.
На фиг. I изображена лампа, состоящая ИЗ трубчатой колбы /, электродов 2 п выходных 0Ko)i 3, оптические элементы котО:рой выполнены по П1редлагаемО|Му способу. Сначала изготавливают штабИК 4 (см. фиг. 2) длипой мм и диаметром 6,5 мм, механически обрабатывают оди-н из его торцов до «еобходи1мой чистоты поверхности. Затем этот штабик вводят в колбу 1 полирован«Ы|М торцом вцутрь, фиксирХЮт в нужном месте локальHHiM нроплаелением колбы и сваривают его ПО: всей длине с колбой до образования монолитного прозрачного блока (фнг. 3). Во избежание деформации полированной поверхности заварку ведут острым пламенам горелки и заканчивают ее, не до.ходя 1,5-2,5 мм до обработанного торца. Затем алмазиой пипой обрезают технологический отросток штабнка на расстоянии 4-7 ьи, KaiK ноказано на фиг. 3 пунктирной ливи-ей АА, после чего шлифуют и полируют наружный торец окна. В случае использования этого способа нри изготовлении бесштенгельной лампы перед сваркой штабика с колбой через зазор между НИМН, соста.вляющий 0,2-0,5 мм, осуществляют откачку и наполнение лаогпы. Предмет ,и з о б р е т е п и я 1. Способ вакуумплотного соединения оптически прозранното окна с торцом (КОлбы трубчатой газоразрядной лампы, включающий предварительную полировку окна, размещение его в колбе и последующую заварку, отличающийся тем, что, с целью повыщения :.механнческой прочности и надежности впая и качества онтинеского окна, а также упрощения технологии, заготовку окна выполняют в виде цилиндрического щтабика с длиной, пр€вышающей его диаметр, полируют один его торец, вводят в колбу эти.м торцо внутрь и после заварки щтабика по боковой поверхносш для 1образования единого моноблока обрезают его в плоскости, перпенди1кулярно:й к продольной оси иолбы, и полируют наружный торец. пособ по п. 1, отличающийся тем, что, ю использования его при изготовлении пгельпой лампы, перед заваркой штаколбу через зазор между ни:ми осуяют откачку и наполнение лампы-/ фиг.2 1Л 1 -VJ i-vА фуг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВОЙ НОЖКИ ГАЗОРАЗРЯДНОЙ ЛАМПБ1 С НЕСКОЛЬКИМИ ТОКОВВОДАМИ | 1972 |
|
SU337851A1 |
| Газоразрядная безэлектродная высокочастотная лампа и способ ее изготовления | 1988 |
|
SU1571697A1 |
| Мощная газоразрядная лампа и способ ее изготовления | 1981 |
|
SU970513A2 |
| Газоразрядная безэлектродная высокочастотная лампа и способ ее изготовления | 1989 |
|
SU1697141A1 |
| ИМПУЛЬСНЫЙ ГАЗОРАЗРЯДНЫЙ ИСТОЧНИК СВЕТА | 1973 |
|
SU387468A1 |
| Способ изготовления газоразрядной лампы | 1983 |
|
SU1173466A1 |
| Мощная газоразрядная лампа и способ ее изготовления | 1980 |
|
SU905917A1 |
| Способ изготовления мощных газоразрядных источников света | 1979 |
|
SU855783A1 |
| Газоразрядная спектральная лампа и способ ее изготовления | 1983 |
|
SU1108534A1 |
| Способ изготовления газоразрядной лампы | 1978 |
|
SU736216A1 |
