1
Изобретение относится к способам получения диметилдиоксана (ДМД), который является промежуточным продуктом синтеза изопрена.
Известен способ получения диметилдиоксана взаимодействием изобутилена с формальдегидом в кислых водных растворах в системе жидкость-жидкость при нагревании и проведении реакции в «кинетической области, т. е. в условиях, обеспечивающих дракти.чески предельное насыщение водной реакционной фазы растворенным в ней изобутиленом, что дает сравнительно высокий промышленный выход целевого продукта (до 83%).
Однако При известном способе образуется большое Количество побочных высококипящих продуктов (20% от веса получаемого ДМД).
С целью уменьшения количества побочных продуктов и увеличения выхода ДМД процесс проводят в реакторе, обеспечивающем малое продольное перемешивание реакционной л идкости.
В реакторе проводят конденсацию изобутилена с формальдегидом в кислой водной ереде (преимущественно в присутствии серной кислоты) в системе жидкость-жидкость при нагревании, предпочтительно не выше 80°С.
Малое продольное перемешивание может быть, в частности, достигнуто проведением
процесса в реакторе с труоками, имеющими соотнощение высоты и диаметра порядка 1500, либо с трубками большего диаметра, но разделенными на секторы нродольными перегородками.
Возможно также разделение реакционных труб большого диаметра на секции поперечными перфорированными перегородками, расстояние между которыми не должно превышать 2 М.
Проведение процесса по предлагаемому способу снижает количество образующихся нобочных продуктов до 9,6% за счет уменьшения побочных реакций, а. также снижаег температуру реакцнн до 65°С, что дает дополнительный выход ДМД, достигающий 88,7%.
Пример 1. В производственную реакцнонЕ1ую систему, состоящую из двух последовательно включе11ных реакторов, калчдып из которых содержит 37 реакционных труб диаметром 200 мм и высотой по 15 м, нропускается противотоком формалиновая шихта и изобутиленизобутановая фракция в весовом соотношении iC4H8 н СН20 1,17:1,0.
Концентрация изобутилена в исходной углеводородной фракции составляет 48%, а формальдегида в его исходном водном растворе, содержащем 1,4% серной кислоты, 43,5 вес. %.
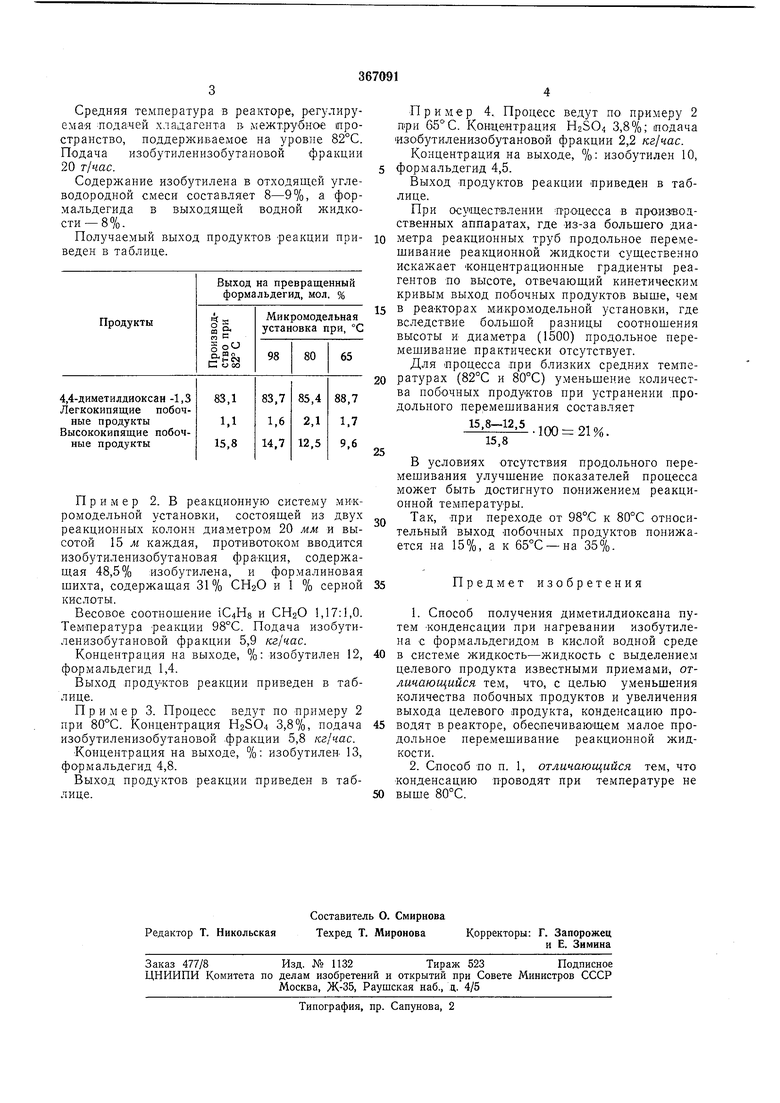
Средняя температура в реакторе, регулируем а-я -подачей хладагента в межтрубное пространство, поддерживаемое на уровне 82°С. Подача изобутиленизобутановой фракции 20 т/чос.
Содержание изобутилена в отходящей углеводородной смеси составляет 8-9%, а формальдегида в выходящей водной жидкости-8%.
Получаемый выход продуктов реакции приведен Б таблице.
Пример 2. В реакционную систему ми-кромодельной установки, состоящей из двух реакционных колонн диаметром 20 мм и высотой 15 м каждая, противотоком вводится изобутиленизобутановая фра-кция, содержащая 48,5% изобутилена, и формалиновая шихта, содержащая 31 % СН2О и 1 % серной кислоты.
Весовое соотношение iC4H8 и СН2О 1,17:1,0. Температура реакции 98°С. Подача изобутиленизобутановой фракции 5,9 кг/час.
Концентрация на выходе, %: изобутилен 12, формальдегид 1,4.
Выход продуктов реакции приведен в таблице.
Пример 3. Процесс ведут по примеру 2 при 80°С. Концентрация H2SO4 3,8%, подача изобутиленизобутановой .фракции 5,8 кг/час.
Концентрация на выходе, %: изобутилен 13, формальдегид 4,8.
Выход продуктов реакции приведен в таблице.
Пример 4. Процесс ведут по примеру 2 при 65°С. Койцеитрация H2SO4 3,8%; иодача изобутиленизобутановой фракции 2,2 кг/час.
Концентрация на выходе, %: изобутилен 10, формальдегид 4,5.
Выход продуктов реакции приведен в таблице.
При осуществлении процесса в про-извоаственных аппаратах, где из-за большего днам-етра реакционных труб продольное перемешивание реакционной жидкости существенно искажает концентрационные градиенты реагентов по высоте, отвечаюший кинетическим кривым выход побочных продуктов выше, чем в реаКторах микромодельной установки, где вследствие большой разницы соотношения высоты и диаметра (1500) продольное перемешивание практически отсутствует.
Для процесса при близких средних температурах (82°С и 80°С) уменьшение количества побочных продуктов цри устранении .продольного перемешивания составляет
15,8-12,5 .100-21%. 15,8
В условиях отсутствия продольного перемешивания улучшение показателей процесса может быть достигнуто понижением реакционной температуры.
Так, при переходе от 98°С к 80°С относительный выход побочных продуктов понижается на 15%, а к 65°С -на 35%.
Предмет изобретения
1.Способ получения диметилдиоксана путем Конденсации при нагревании изобутилена с формальдегидом в кислой водной среде
в системе жидкость-жидкость с выделение:. целевого продукта известными приемами, отличающийся тем, что, с целью уменьшения количества побочных продуктов и увеличения выхода целевого продукта, конденсацию проводят в реакторе, обеспечивающем малое продольное перемешивание реакциОНной жидкости.
2.Способ по п. 1, отличающийся тем, что конденсацию проводят при температуре не
выше 80°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2000 |
|
RU2177469C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2001 |
|
RU2235709C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2001 |
|
RU2184107C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2002 |
|
RU2230054C2 |
| Способ получения изопрена | 1975 |
|
SU671208A1 |
| Способ получения 4,4-диметил-1,3-диоксана | 2016 |
|
RU2624678C1 |
| Способ получения 4,4-диметил-1,3-диоксана (варианты) | 2016 |
|
RU2631429C1 |
| СПОСОБ ПОЛУЧЕНИЯ 4,4-ДИМЕТИЛ-1,3-ДИОКСАНА | 2007 |
|
RU2330848C1 |
| Способ получения 4,4-диметил-1,3-диоксана | 2018 |
|
RU2663292C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2004 |
|
RU2266888C1 |
