1
Изобретение относится к области накатки резьбы.
Известен прибор для настройки роликов, содержащий индикатор и калибр с профилем, соответствующим профилю впадины резьбы роликов.
Недостатком его является сложность изготовления и возможность использования только для одного типоразмера детали.
С целью настройки роликов для прокатки резьб различного диаметра предложен прибор, который снабжен базирующейся по наружному диаметру и торцу роликов линейкой, установленной с возможностью свободного перемещения при настройке от одного ролика к другому, иа которой смонтирована каретка, несущая индикатор и калибр, при этом калибр выполнен в виде кольцевого диска, жестко закрепленного на установленной в каретке плавающей оси, взаимодействующей своим торцом с индикатором.
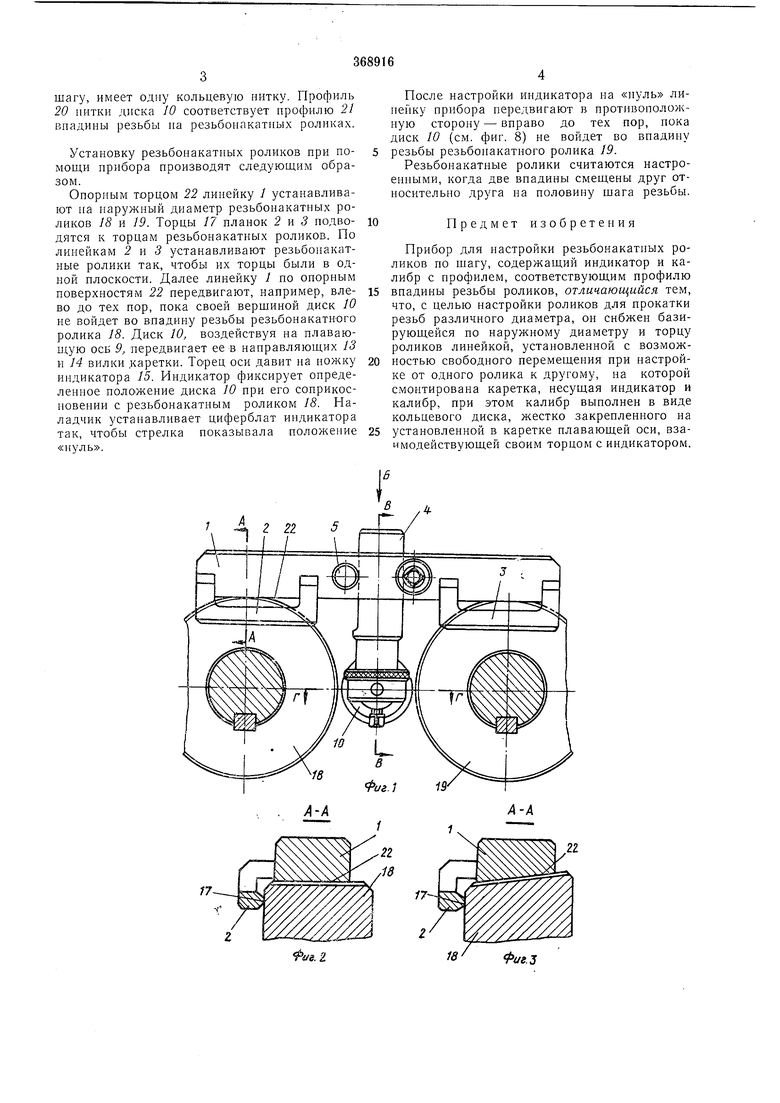
На фиг. 1 представлен прибор для настройки резьбонакатных роликов, общий вид; на фиг. 2, 3 - разрез по Л - А (показана установка корпуса прибора на резьбонакатные ролики для накатывания цилиндрических и конических резьб соответственно); на фиг. 4 - вид по стрелке Б на фиг. 1; на фиг. 5 - разрез по S - В на фиг. 1; на фиг. 6-8 - схема работы универсального прибора для уста2
новки резьбонакатных роликов (разрез по Г - Г на фиг. 1).
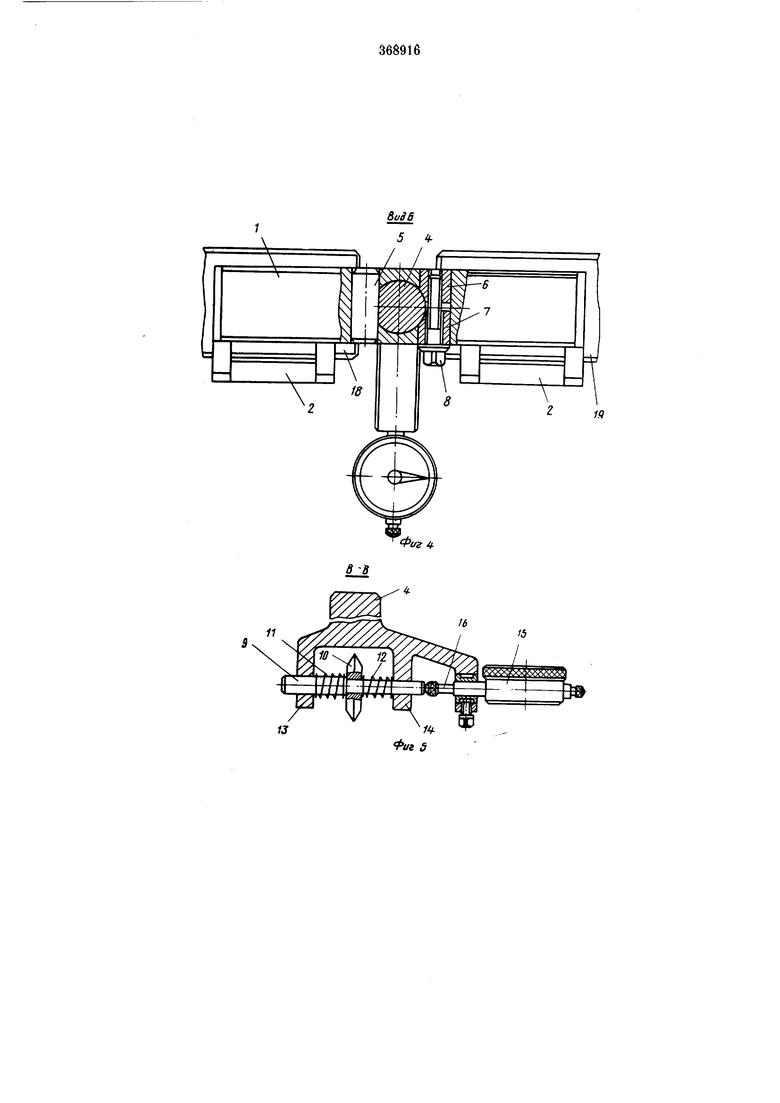
Универсальный прибор для установки резьбонакатных роликов состоит из линейки / с двумя планками 2, и 3.
В отверстии линейки / установлена каретка 4. От проворачивания каретки предусмотрен штифт 5. Каретка фиксируется по высоте в задаЕпюм положении при помощи зажи.много устройства, состоящего из двух сухарей 6 и 7 и зажимного винта 8.
В вилку каретки 4 установлена плавающая
ось 9 с запрессованным на ней диском 10.
Фиксирование диска по центру вилки каретки осуществляется двумя пружинами // и 12.
Ось 9 с диском 10 перемещается в направляющих 13 и 14.
В вилку каретки 4 установлен и закреплен
индикатор /5, который своей подвижной ножкой 16 упирается в торец плавающей оси 9.
Опорные поверхности 17 планок 2 3 выполнены в одной плоскости.
В зависимости от конструкции резьбонакатных р.оликов 18, при помощи которых накатывается цилиндрическая или коническая резьба, может быть различное взаиморасположение линейки / и плаиок 2 и 3.
Диск 10, предназначенный для контроля
точности устаповки витков резьбонакатных
роликов 18 и 19 друг относительно друга по шагу, имеет одну кольцевую нитку. Профиль W нитки диска 10 соответствует профилю 2/ впадииы резьбы иа резьбоиакатиых роликах. Установку резьбонакатных роликов при помощи прибора производят следующим оораОпорным торцом 25 линейку / устанавливают на наружный диаметр резьбоиакатных роликов 18 и 19. Торцы /7 планок 2 и . подводятся к торцам резьбонакатных роликов. Но линейкам 2 и 5 устанавливают резьбонакатные ролики так, чтобы их торцы были в одной плоскости. Далее линейку / по опорным нпй плоскости далее линейку . по u.iupno... fЕр 7-сГ5 ° rri, ;«гг™ «а зь ла - «нуль. 5 После настройки иидикатора на «нуль линейку прибора передвигают в противоположную сторону - вправо до тех пор, пока диск 10 (см. фиг. 8) не войдет во впадину резьбы резьбоиакатиого ролика 19. Резьбоиакатпые ролики считаются настроенными, когда две впадины смещены друг относительно друга иа половину шага резьоы. Предмет изобретения Прибор для настройки резьбонакатных роликов по шагу, содержащий индикатор и калибр с профилем, соответствующим р-1еГсГГ°,р ГдГ„е;рГ: S .
Фиг Ji
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настройки взаимного положения резьбонакатных роликов | 1982 |
|
SU1053938A1 |
| Головка для накатки резьб | 1956 |
|
SU105918A1 |
| Инструмент для образования резьбы | 1978 |
|
SU728967A1 |
| Способ и прибор для массовой проверки толщины зубцов цилиндрических шестерен | 1935 |
|
SU47089A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |
| Способ контроля профиля валков клети поперечно-винтовой прокатки | 1987 |
|
SU1555006A1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253534C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |

fj
15
1C
15
Фиг .
г-г
Фиг. в
