Изобретение относится к обработке металлов давлением и может быть использовано при изучении величины износа валков непосредственно в клетях поперечно-винтовой прокатки.
Целью изобретения является упрощение контроля путем проведения измерений непосредственно в клети.
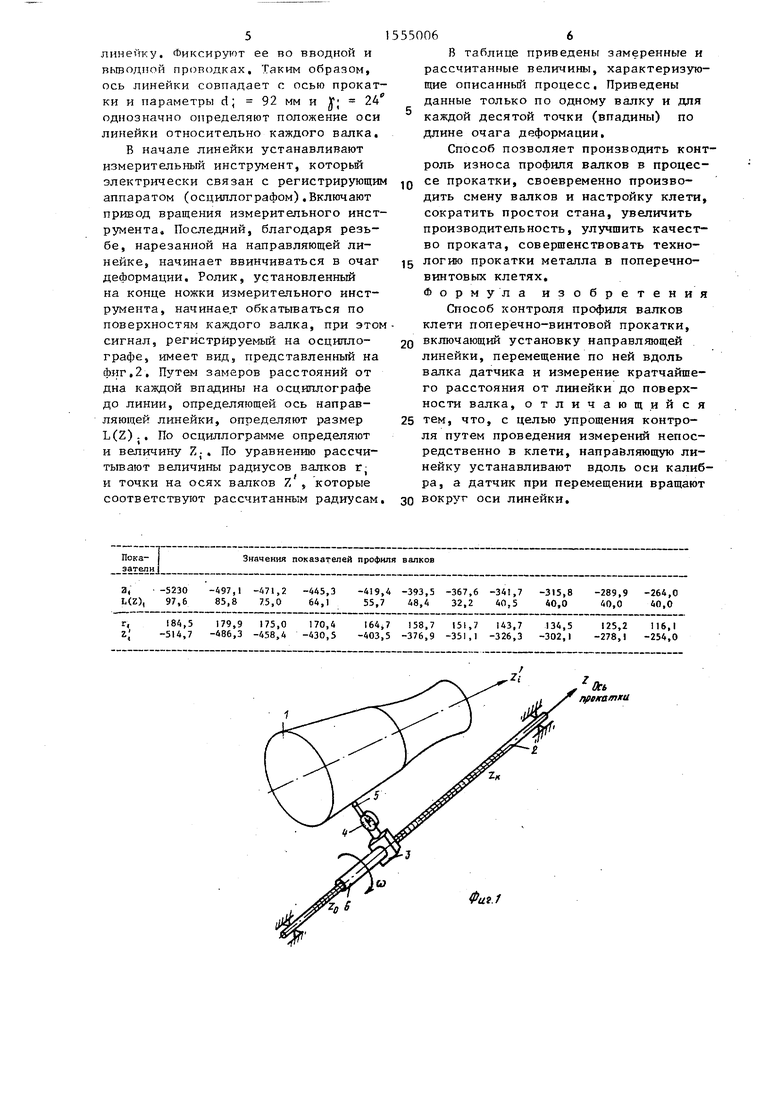
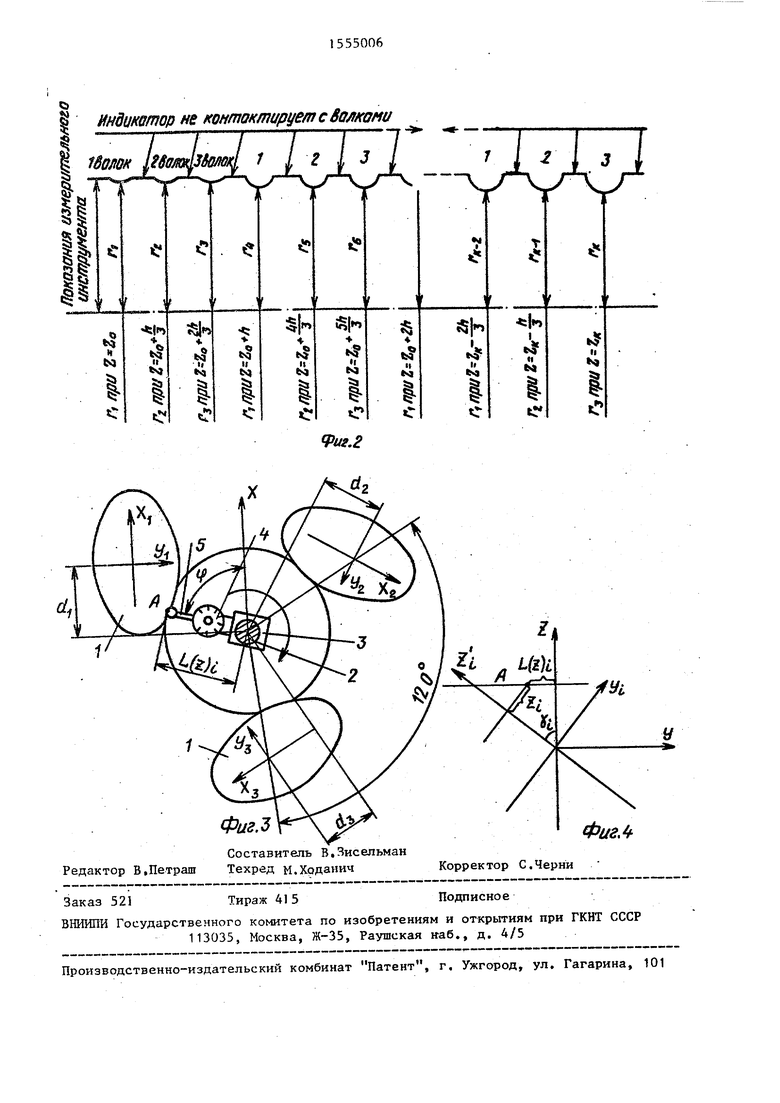
На фиг.1 представлено устройство для реализации способа; на фиг, 2 - осциллограмма показаний измерительного механизма; на фиг. 3 и 4 - очаг деформации, продольное сечение,поясняющее последовательность расчета радиуса валка в произвольном сечении
Для измерения профиля валков клети поперечно-винтовой прокатки останавливают вращение главных приводов. В очаге деформации, образованном п валками (на фиг.1 изображен один валок 1), устанавливают направляющую линейку 2, на поверхности которой нарезана резьба. На линейке закреплена каретка 3, на которой смонтиро- . ван измерительный механизм 4. Измерительный механизм представляет собой индикатор часового типа, ножка которого перпендикулярна оси линейки и заканчивается роликом 5. К ножке крепится ползунок переменного сопротивления, которое соединено с источником питания и осциллографом.
Каретка, на которой закреплен измерительный инструмент, соединена через передающую втулку 6 с двигателем. Перед замером каретку и измерительный механизм выводят в начальное положение (начало очага деформации Z Z0). Производят ориентацию направляющей линейки вдоль оси калибра, образованного валками 1, Определяют кратчайшее расстояние между осью линейки и осями каждого из валков d, а также углы скрещивания между осями J-, . Если направляющая линейка выставлена точно вдоль оси
(Л С
ел
СП СП
О
прокатки, то требуемые параметры,определяющие взаимное положение направляющей линейки относительно валков, d; и У; определяются настройкой каждого валка и, следовательно, известны.
Включают двигатель привода вращения измерительного инструмента, В первоначальный момент ролик, закреп- ленный на конце ножки измерительного инструмента, не соприкасается ни с одним из валков и ножка индикатора выдвинута до отказа (фиг.2, линия, параллельная оси направляющей линей- ки). При каждом обороте измерительного инструмента он продвигается на один шаг резьбы h, нарезанной на направляющей линейке. Когда измерительный инструмент входит в очаг де- формации клети, ролик 5 начинает обкатываться вокруг первого валка и на осциллограмме остается след в виде впадины. Затем ролик выходит из состояния контакта с первым вал- ком - горизонтальная линия на осциллограмме, начинает контактировать с вторым валком - на осциллограмме шлейф выписывает вторую впадину и т.д. При каждом обороте ролик обка- тывается по каждому из валков и делает соответствующую отметку на осциллограмме. Каждой отметке соответствует положение измерительного инструмента на направляющей линейке,т.е. координата 7,- , На осциллограмме либо на циферблате индикатора фиксируют минимальные показания, что соот- ветствует прохождению измерительного инструмента вблизи каждого из вал
ков. На осциллограмме это расстояние измеряется от оси направляющей линейки до дна каждой впадины L(ZV .
Расчет радиуса валка в зависимости от показания измерительного инструмента осуществляется следующим образом (фиг.З и 4). Точка А-, лежащая на контуре валка и наиболее близко расположенная к оси направляющей линейки, определяется размером и углом tf| , который вычисляется по выра7
жению tg tgj; . Координаты
точки АЈ находятся из этих параметров:
Ш)1
+( -1 ЪЪ
1
i +
-fi-
Перейдем к системе координат,связанной с i-м валком:
V .
-Ш11
- d;
+ (-I-- tgj. f
ZJ
UZ); - tgf;
+ c-lt- tg
«cosyi+Zjsinjf;
А так как валок является телом вращения вокруг своей оси (ось 7/), то радиус его в рассматриваемом сечении равен:
| название | год | авторы | номер документа |
|---|---|---|---|
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| Способ винтовой прокатки труб | 1990 |
|
SU1787606A1 |
| Способ настройки клети поперечно-винтовой прокатки | 1987 |
|
SU1468619A1 |
| Инструмент для прокатки | 1990 |
|
SU1748893A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2037349C1 |
Изобретение касается обработки металлов давлением и может быть использовано при изучении величины износа валков непосредственно в клетях поперечно-винтовой прокатки. Цель изобретения - упрощение контроля путем проведения измерений непосредственно в клети. Для проведения измерений направляющую линейку с датчиком устанавливают вдоль оси калибра, образованного валками, и при перемещении датчика вращают его вокруг оси линейки. 4 ил., 1 табл.
а точка на оси валка, которой соответствует найденный радиус,
L(Z); -|i- tgj;
у -7 , г-п о V 4--J
4, -i L-ОЬ J, т
4
1 + ()f;)2
Пример, Контроль валков клети поперечно-винтовой прокатки СВП-АО. Клеть предназначена для выпуска круглых профилей диаметром 40 - 90 ммо
При прокатке круга диаметром 80 мм из заготовки ф 180 мм на клети СВП-40 ДМЗ, имеющей три валка с одинаковой профилировкой и которые одинаково настроены в клети относительно оси прокатки, расстояние от оси валков до оси прокатки dj 92 мм (где i принимает значения 1 , 2, 3), а угол скрещивания ; 24 . Перед началом прокатки производят контроль профиля каждого валка. Для этого в очаг деформации вводят направляющую
5
51
линейку. Фиксируют ее во вводной и выводили проводках. Таким образом, ось линейки совпадает с осью прокатки и параметры d; 92 мм и у; 24 однозначно определяют положение оси линейки относительно каждого валка.
Б начале линейки устанавливают измерительный инструмент, которьй электрически связан с регистрирующим аппаратом (осциллографом).Включают привод вращения измерительного инструмента. Последний, благодаря резьбе, нарезанной на направляющей линейке, начинает ввинчиваться в очаг деформации. Ролик, установленный на конце ножки измерительного инструмента, начинает обкатываться по поверхностям каждого валка, при этом сигнал, регистрируемый на осциллографе, имеет вид, представленный на фиг.2, Путем замеров расстояний от дна каждой впадины на осциллографе до линии, определяющей ось направляющей линейки, определяют размер L(Z)., По осциллограмме определяют и величину Z;. По уравнению рассчитывают величины радиусов валков rt и точки на осях валков 7/ , которые соответствуют рассчитанным радиусам.
550066
В таблице приведены замеренные и рассчитанные величины, характеризующие описанный процесс, Приведены данные только по одному валку и для каждой десятой точки (впадины) по длине очага деформации.
Способ позволяет производить контроль износа профиля валков в процесJQ се прокатки, своевременно производить смену валков и настройку клети, сократить простои стана, увеличить производительность, улучшить качество проката, совершенствовать техно15 логию прокатки металла в поперечно- винтовых клетях. Формула изобретения
Способ контроля профиля валков клети поперечно-винтовой прокатки,
2о включающий установку направляющей линейки, перемещение по ней вдоль валка датчика и измерение кратчайшего расстояния от линейки до поверхности валка, отличающийся
25 тем, что, с целью упрощения контроля путем проведения измерений непосредственно в клети, направляющую линейку устанавливают вдоль оси калибра, а датчик при перемещении вращают
30 вокруг оси линейки.
прокатки
Фи9.1
Ъ
Индикатор не контактирует с Замами
1ввт
Фиг.г
Фиг.Ъ
Редактор В.Петраш
Составитель В.Зисельман Техред м.Ходаиич
Заказ 521
Тираж 415
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская аб., д. 4/5
Фиг А
Корр ек тор С.Черни
Подписное
| Сафьян М.М, Прокатка широкополосной стали | |||
| - К.: Металлургия, 1969, с | |||
| Способ получения мыла | 1920 |
|
SU364A1 |
