1
Способ относится 1К отраслям про.мы,шленности, производящим газокислородную разделительную резку листовых деталей металлоконструкций.
Известны способы уменьшения остаточных деформаций изгиба при газокИСлородной резке листов, при которых лист режут по его ширине.
Однако такие способы не обеспечивают достаточную точность вырезки.
С целью .повышения точности детали лутем приближения жесткости детали к жесткости исходного листа первый рез производят в средней части листа, а последующие резы осуществляют IB Обе стороны от него к продольным кромкам листа.
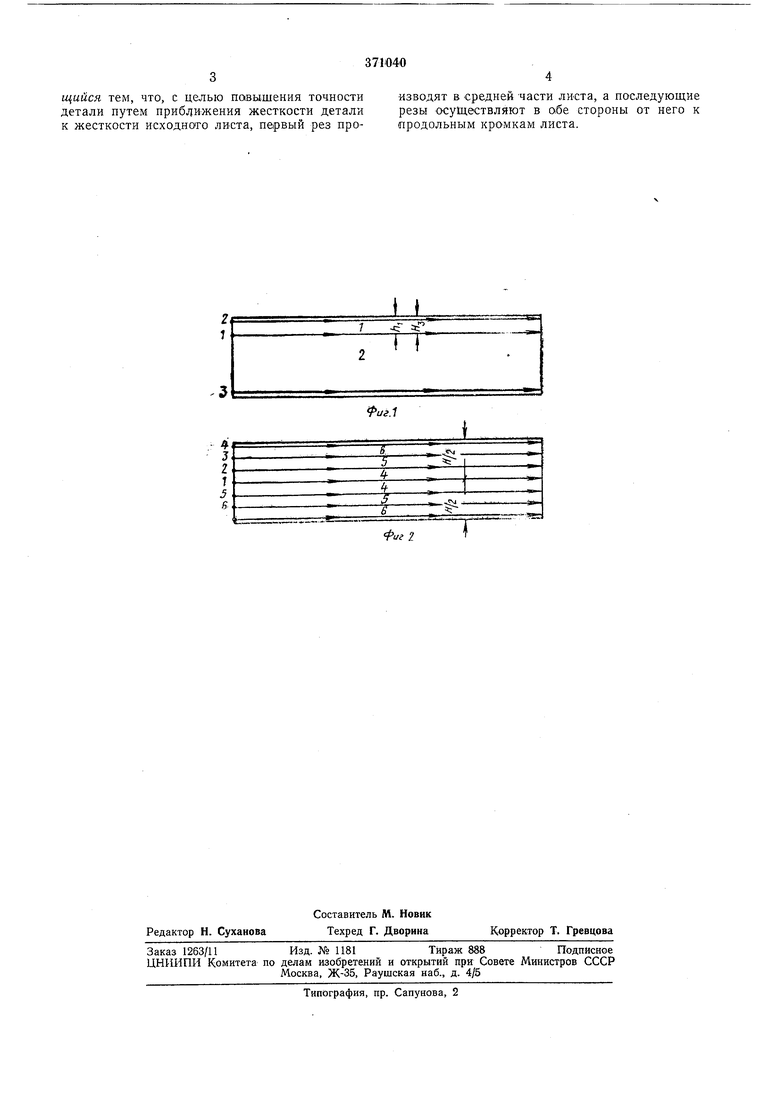
На фиг. 1 и фиг. 2 показан пример использования предлагаемого способа.
.По .предлагаемому способу производится газокислородная .резка деталей яо разметке одним резаком от середины к краям, при этом к более узкой детали предъявляются высокие требования ino точности обработки (см. фит. 1). Ширина исходного листа Яз, из которого вырезается деталь (полоса 1), сопоставима с ее шириной /ii (hi х Яз).
При раскрое листа на полосы /-7 (см. фиг. 2), когда первый рез производится в средней части листа, удается сразу ширину исходного листа уменьшить вдвое и поэтому повысить точность обработки деталей.
При раскрое листа от середины к краям наименее точная часть (полоса 4) вырезается из листа шириной Я/2. В предлагаемом способе изменена технологическая последовательность (выполнения отдельных резов, при которой используется новый 1Принц.ип резки - приближения жесткости исходного листа к жесткости вырезаемой из него детали.
Если ширина или жесткость исходного листа -больше ширины .или жесткости вырезаемой детали, то остаточные де1форма1ции изгиба при резке по способу от края до .края больше и, наоборот, при рез1ке по предлагаемому способу от середины к .краям крайние детали, вырезанные из наиболее узких листов, получают наименьшие деформации изгпба, чем деталь, вырезанная из более широкого листа. Предлагаемый способ газокИСлородной резки от середины к краям путем изменения порядка выполнения последовательных резов позволяет повысить точность изготовления за счет снижения остаточных деформаций изгиба, а для некоторых деталей - отказаться от
механической обработки, правки или подгонки.
Предмет изобретения
Способ уменьшения остаточных деформаций
изгиба .при газокислородной резке листов, при
котором лист режут по его ширине, отличающийся тем, что, с целью повышения точности детали путем приб иження жесткости детали к жесткости исходното листа, первый рез производят в средней части листа, а последующие резы осуществляют в обе стороны от него к (продольным кромкам листа.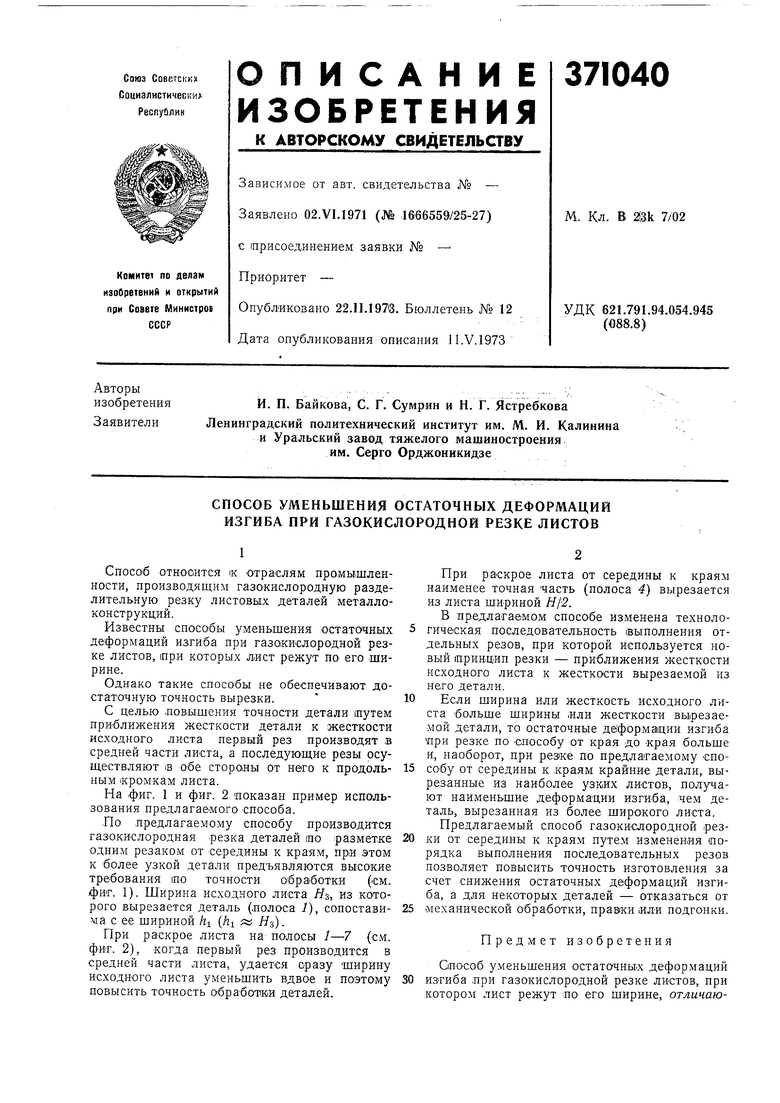
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической резки металлических заготовок | 1979 |
|
SU764888A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1998 |
|
RU2147956C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ЧЕТЫРЕХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕВ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2344406C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| СТУПЕНЬ ЭСКАЛАТОРА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) И ЭСКАЛАТОР | 2008 |
|
RU2489342C2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ (ВАРИАНТЫ) | 2005 |
|
RU2344405C2 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕВ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2370748C2 |
| СПОСОБ ПРАВКИ РЕЛЬСОВ ДЛЯ МАШИН ТЕПЛОВОЙ РЕЗКИ | 2017 |
|
RU2714980C2 |