1
Известен снособ пайки труб, номеш,енных одна в другую, с предварительным размещением припоя в виде втулки и флюса в зоне соединения.
Известный снособ, особенно при длительном нагреве под пайку высокотелшературными нрипоями, не обеспечивает получения соединений максимально высокого качества из-за того, что большая- часть флюса вытекает из зазора до расплавления нриноя, ;вследствие более низкой температуры нла.вления, а оставшаяся часть флюса в той или иной мере теряет свои свойства к моменту расплавления припоя в результате длительного реагирования с паяемым металлом и воздухом.
Для новьтшения качества паяного соединения при пайке вертикальных швов высокотемпературными нриноями путем обеспечения подачи флюса в зазор после размягчения нрипоя при нагреве но предлагаемому способу на верхнем конне внутренней трубы выполняют нроточку, кольцо припоя впрессовывают в переходную часть между проточкой н стенкой трубы, а флюс помещают между нрипоем и внешней поверхностью внутренней трубы.
Предлагаемый способ иллюстрируется чертежом.
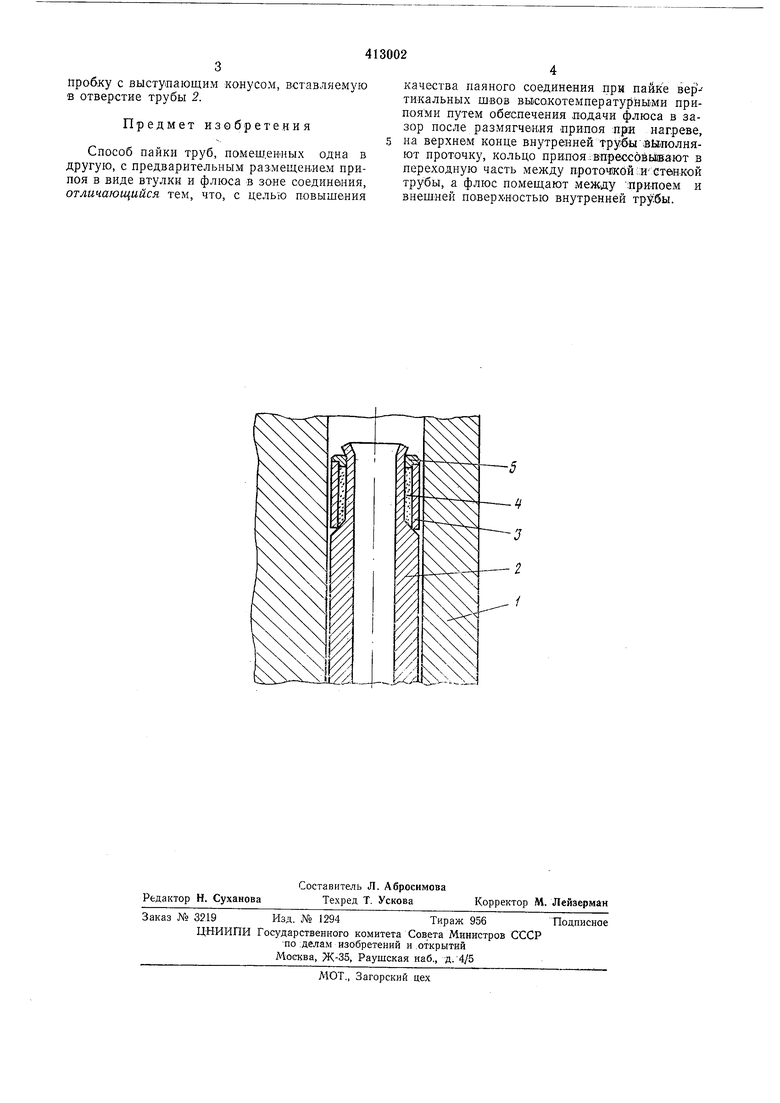
Соединению подвергаются внешняя 1 и внутренняя 2 трубы.
На верхнем конце внутренней трубы выполняют проточку для размещения в ней припоя и флюса. Припой выполнен в виде втулки 3, внутренний диаметр которой больше наружного диаметра трубы 2 в месте проточки. Кольцевое пространство между ними заполнено флюсом 4. Дном флюсовой камеры служит переходная часть между проточкой и стенкой трубы 2. Сверху камера с флюсом может быть закрыта нгайбой 5.
Шайба 5 служит также для центрирования втулки припоя и для предотвращения растрескивания конца трубы 2 при развальцовке.
Предлагаемый способ во многих случаях целесообразно применять при пайке поверхностей деталей и нарзжной поверхности припоя с дополнительным но.крытием слоем флюса. При этом до раснлавления припоя работает флюс, нанесенный на поверхность, а с момента незадолго до начала расплавления припоя вступает в действие флюс, находящийся между припоем и внешней поверхностью внутренней трубы.
Флюс начинает вытекать из камеры перед началом раснлавления нриноя потому, что в это время, в результате растворения окиси и термического расширения, образуется неплотность в стыке втулки приноя с переходной частью трубы 2.
Флюс может быть засыпан в камеру через воронку, надеваемую на втулку припоя, или
Пробку с выступающим конусом, вставляемую в отверстие трубы 2.
Предмет изобретения
Способ пайки труб, помещемных одна в другую, с предварительным раЗ|Ме1ден.ием припоя в виде втулки и флюса в зоне соединения, отличающийся тем, что, с целью повышения
качества паяного соединения при паийе вертикальных швов вы1СО;КотемпературнЫМи прииоями путем обеспечения лодачи флюса в зазор после размягче«ия припоя при нагреве, на верхнем конце внутренней тру1быВЫ1полняют проточку, кольцо прилоялВПрвссойывают в переходную часть между проточ1кой ;:истепной трубы, а флюс помещают между лрипоем и внешней поверхностью внутренней .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Способ пайки изделий телескопического типа | 1975 |
|
SU556002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| Способ капиллярной пайки | 1980 |
|
SU941038A1 |
| Устройство для лужения и пайки | 1976 |
|
SU617199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| Конструкция паяного соединения для автовакуумной пайки стыковых швов толстостенных изделий | 1980 |
|
SU942918A1 |
