1
Изобретен ие относится к области гальваностегии и может использоваться как инструмент технологического контроля для регистрадии количества металла, осаждаемого н-а деталях в процессе покрытия.
Известно устройство для контроля расхода драгоценных металлов в гальванической ванне, содержащее блок нитания, блок датчиков тока (шунтов), преобразователь сигналов и счетный механизм. Однако в известном устройстве не учитывается влияние изменения внешних условий на скорость осаждения и не обеспечивается достаточная точность измерения.
Целью изобретения является повышение точности измерения при изменении условий осаждения,. Это достигается тем, что на вход преобразователя сигналов напряжения в частоту включен выход преобразователя сигналов датчика температуры электролита, а выход счетного механизма через контактное устройство соединен с дозатором, автомати Чески корректирующим состав электролита.
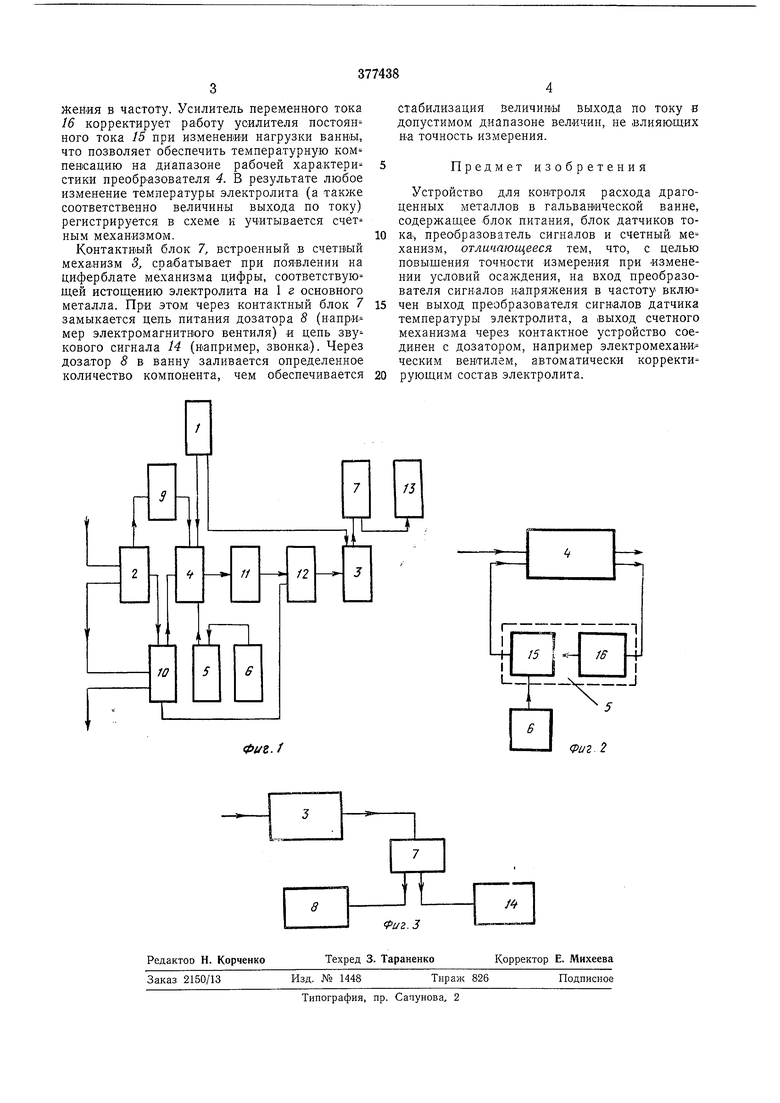
На фиг. 1 показана блок-схема описываемого устройства; на фиг. 2 - блок-схема температурной компенсации; на фиг. 3 - блоксхема автоматической корректировки электролита по основному компоненту.
Устройство состоит из блока питания 1, блока датчиков тока 2, счетного механизма 3,
преобразователя 4 сигналов напряжения в частоту, преобразователя 5 сигналов датчика температуры электролита, датчика 6 температуры электролита, контактного блока 7, фиксирующего расход электролита по основному компоненту, дозатора 8, блока запрета 9, блока автоматического переключения 10 щунтов и делителей частоты, блок формирования // импульсов, блока делителей частоты 12, блока включения 13 дозатора, звукового сигнала 14.
Устройство работает следующим образом.
Напряжение, пропорциональное току, проходящему через гальваническую ванну с блока датчиков тока 2, подается на вход преобразователя 4. Выходной сигнал с преобразователя поступает ка вход блока делителей частоты 12, коэффициент деления которых подобран так, что на выходе получают импульс с частотой, соответствующей количеству металла-, осаждаемого на деталях в еди ницу времени, исходя из выхода по току в данном электролите. Импульсы в виде токовых сигналов подаются на катущки электромагнитов счетного механизма 5.
Нрн изменении температуры электролита сигнал с датчика 6 температуры усилителем постоянного тока 15 преобразуется в сигнал, сдвигающий параллельно рабочую характеристику преобразователя 4 сигналов нап яЖейия в частоту. Усилитель переменного тока 16 корректирует работу усилителя постоян ного тока /5 при изменении нагрузки ванны, что позволяет обеспечить температурную ком певсацию на диапазоне рабочей хара.ктери стики преобразователя 4. В результате любое изменение температуры электролита (а также соответственно величины выхода по току) регистрируется в схеме к учитывается счет ным механизмом.
Контактный блок 7, встроенный в счетный механизм 3, срабатывает при появлении на циферблате механизма цифры, соответствую щей истощению электролита на 1 г основного металла. При этом через контактный блок 7 замыкается цепь питания дозатора 8 (напри мер электромагнитного вентиля) и цепь зву кового сигнала 14 (например, звонка). Через дозатор 8 в ванну заливается определенное количество компонента, чем обеспечивается
стабилизация величины выхода по току в допустимом диапазоне величин, не влияющих Ба точность измерения.
Предмет изобретения
Устройство для контроля расхода драгоценных металлов в гальванической ванне, содержащее блок питания, блок датчиков тока, преобразователь сигналов и счетный ме ханизм, отличающееся тем, что, с целью повышения точности измерения при изменении условий осаждения, на вход преобразователя сигналов н.апряжения в частоту включен выход преобразователя сигналов датчика температуры электролита, а выход счетного механизма через контактное устройство соединен с дозатором, например электромехани ческим вентилем, автоматически корректирующим состав электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля расхода драгоценных металлов в гальванической ванне | 1978 |
|
SU751844A2 |
| Устройство для контроля массы осажденного металла | 1990 |
|
SU1778200A1 |
| Устройство для контроля толщины осажденного металла | 1989 |
|
SU1654384A1 |
| Устройство для нанесения гальванических покрытий | 1988 |
|
SU1548275A1 |
| Устройство для учета количества осажденного металла | 1983 |
|
SU1073346A1 |
| Устройство для автоматическогоКОНТРОля ТОлщиНы гАльВАНОпОКРыТий | 1979 |
|
SU836245A1 |
| Устройство для автоматического контроля массы осажденного металла | 1984 |
|
SU1225885A1 |
| Измеритель площади металлизации | 1991 |
|
SU1763881A1 |
| Устройство для питания гальванических ванн | 1990 |
|
SU1693132A1 |
| Устройство стабилизации скорости осаждения металла в гальванической ванне | 1986 |
|
SU1357469A1 |
/5
