Изобретение относится к области гальванотехники и может быть использовано для автоматического контроля массы осажденного в процессе нанесения гальванического покрытия металла .
Известен способ и устройство контроля толщины покрытия изделий в гальванической ванне, содержащее . гальваническую ванну, катод, анод, датчик веса анода и преобразователь веса анода.
Недостатком известного способа и устройства является невысокая точность контроля массы осажденного на катоде металла, так как со временем изменяются свойства электролита, меняется концентрация ионов основ- ного металла и нарушается соответствие изменения массы анода и приращения массы осажденного металла.
Наиболее близким к заявляемому по технической сущности (прототипом) является устройство для автоматического контроля массы осажденного металла, содержащее датчик тока, преобразователь температуры, сумматор, управляемый преобразователь ток- частота, дополнительный счетчик, преобразователь кода в напряжение, пре- образвоатель величины рН электролита и потенциометр начального уровня концентрации.
Недостатком известного устройства является невысокая точность контроля массы осажденного металла. Это объясняется тем, что в данном устройстве коэффициент выхода осаждаемого метал- ла по току рассчитывается по величине рН электролита, его температуре и количеству суммарного, протекшего через ванну электричества. Фактический коэффициент выхода по току может существенно отличаться от рассчитанного, например из-за того, что коэффициент выхода по току зависит и от других неучтенных Факторов, например примесей, концентрации специальных добавок чистоты и качества компонентов электролита и т.д. Все это сказывается на скорости осаждения металла и приводит к погрешности контроля массы осажденного металла с помо- щью известного устройства. Кроме этого, устройство-прототип не позволяет провести количественную оценку коэффициента выхода по току, что не важно при исследованиях и паспор- тизации электролитов и характеризует их покрывающую способность.
Цель изобретения - повышение точности контроля массы осажденного на
катоде металла за счет учета величины Фактического коэффициента выхода по току и обеспечение количественной оценки покрывающих свойств электролита .
Поставленная цель достигается тем, что в известном устройстве, содержащем источник опорного напряжения, схему сравнения кодов, задачтик привеса металла, датчик тока, преобразователь напряжение-частота, счетчик, выходы которого подключены к первым входам схемы сравнения, вторые входы которой соединены с выходами задатчи- ка привеса металла, согласно изобретению, дополнительно введены масштабирующий усилитель, делитель частоты, блок индикации, регистр, преобразователь кода в частоту, вычитающий счетчик, ключ с двумя сигнальными контактами и одним управляющим входом первый и второй переключатели с двумя неподвижными и одним подвижным контактом, триггер, блок управления, зада тчи к коэффициента выхода по току, причем вход масштабирующего усилителя подключен к подвижному контакту первого переключателя, один неподвижный контакт первого переключателя соединен с выходом датчика тока, а второй контакт - с источником опорного напряжения, управляющий вход масштабирующего усилителя соединен с выходом задат чика коэффициента выхода по току, а выход масштабирующего усилителя соединен с входом преобразователя напряжение-частота, выход последнего соединен со входом делителя частоты и одним сигнальным электродом ключа, второй сигнальный электрод которого соединен с неподвижным контактом второго переключателя,второй неподвижный контакт второго переключателя соединен с выходом преобразователя напряжение-частота, подвижный контакт второго переключателя соединен со входом счетчика, к выходу которого подключен блок индикации и первые входы схемы сравнения кодов, вторые входы которой соединены с выходом задатчика привеса, управляющий вход, ключа соединен с выходом триггера, первый установочный вход которого подключен к одному из выходов блока управления, а второй установочный вход - к выходу вычитающего счетчика, счетный вход которого соединен с выходом преобразователя код-частота, кодовый вход
778200
че же ма с вы ля вх ны на не кл ты ко по те 15 ко сх 20 ды хо за та ка
преобразователя код-частота соединен с выходом регистра, а аналоговый вход подключен к источнику опорного напряжения, выход задатчика привеса соединен со входом регистра и установочным входом вычитающего счетчика, управляющие входы регистра и вычитающего счетчика соединены с соответствующими выходами блока управления.
Такое построение устройства позволяет, используя данные о фактической величине массы осажденного металла, установить коэффициент пересчета количества электричества, протекшего через ванну, в массу осажденного металла, равным реальному коэффициенту выхода по току осаждаемого металла с учетом всех действущих в, данных условиях факторов. Кроме того, в устройстве осуществляется индикация величины фактического коэффициента выхода металла по току, что позволяет оценивать состояние гальванической
чен ко входу преобразователя напряжение-частота 5, управляющие входы масштабирующего усилителя соединены с выходом задатчика Ь коэффициента выхода по току. Выход преобразователя 5 напряжение-частота соединен со входом усилителя частоты 6 и сигнальным контактом ключа 7, второй сигнальный контакт которого соединен с неподвижным контактом второго переключателя 13, выход делителя частоты 6 соединен со вторым неподвижным контактом второго переключателя 1,а подвижный контакт второго переключателя 13 соединен со входом счетчика 15, выходы которого соединены с блоком, индикации 1 и одним из входов схемы .сравнения кодов 16, вторые вхо- 20 ды схемы сравнения 16 соединены с выходами задатчика привеса 17, выходы залатчика привеса 17 подключены к установочным входам вычитающего счетчика 10 и входам регистра 11. Выходы
10
15
ванны и принимать соответствующие ме- 25 регистра 11 соединены с кодовыми вхо200
чен ко входу преобразователя напряжение-частота 5, управляющие входы масштабирующего усилителя соединены с выходом задатчика Ь коэффициента выхода по току. Выход преобразователя 5 напряжение-частота соединен со входом усилителя частоты 6 и сигнальным контактом ключа 7, второй сигнальный контакт которого соединен с неподвижным контактом второго переключателя 13, выход делителя частоты 6 соединен со вторым неподвижным контактом второго переключателя 1,а подвижный контакт второго переключателя 13 соединен со входом счетчика 15, выходы которого соединены с блоком, индикации 1 и одним из входов схемы .сравнения кодов 16, вторые вхо- 0 ды схемы сравнения 16 соединены с выходами задатчика привеса 17, выходы залатчика привеса 17 подключены к установочным входам вычитающего счетчика 10 и входам регистра 11. Выходы
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления преобразователем частоты с непосредственной связью и широтно-импульсным регулированием | 1989 |
|
SU1624629A1 |
| Устройство определения массы осажденного металла при гальваническом серебрении | 1987 |
|
SU1491913A1 |
| СПОСОБ ЦИФРОВОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2025044C1 |
| Аналого-цифровой преобразователь интегральных характеристик электрических величин | 1981 |
|
SU1035790A1 |
| Функциональное цифровое измерительное устройство | 1986 |
|
SU1366957A1 |
| Устройство для регулирования массовых расходов смешиваемых продуктов | 1988 |
|
SU1695273A1 |
| Цифровая система управления | 1986 |
|
SU1357917A1 |
| Устройство для автоматизированного контроля параметров реле | 1985 |
|
SU1265704A1 |
| Устройство для контроля и управления скоростью осаждения и толщиной тонких пленок при напылении | 1983 |
|
SU1124258A1 |
| Способ определения температуры и влажности воздуха и устройство для его осуществления | 1990 |
|
SU1783400A1 |
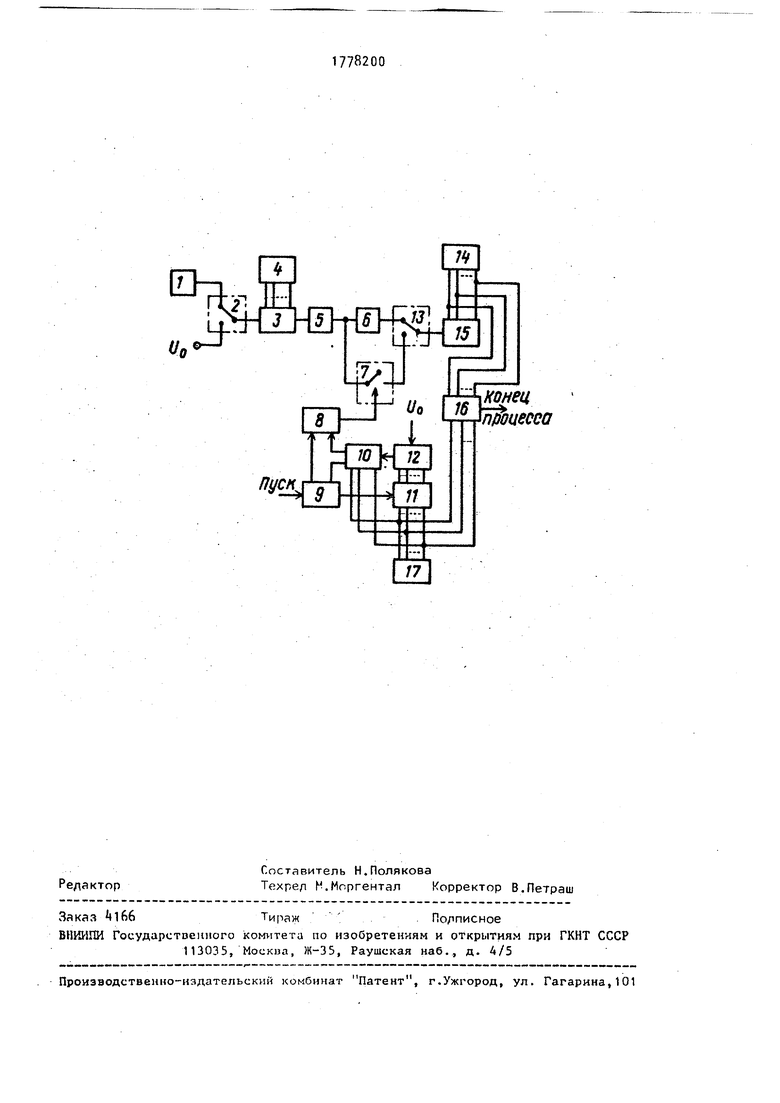
Изобретение относится к оборудованию для гальванотехники. Устройство содержит датчик 1 тока, первый переключатель 2, масштабирующий усилитель 3, задатчик 4 коэффициента выхода по току, преобразователь 5 напряжение-частота, делитель 6 частоты, ключ 7, триггер 8, блок 9 управления, вычитающий счетчик Ю, регистр 11, преобразователь 12 код- частота, второй переключатель 13, блок 14 индикации, счетчик 15, схему 16 сравнения кодов, задатчик 17 привеса. Устройство может работать в двух режимах. В режиме контроля массы осажденного металла контакты переключателей 2 и 13 находятся в верхнем положении. При этом частота импульсов на выходе преобразователя 5 пропорциональна напряжению с датчика 1 тока. Коэффициент преобразования усилителя 3 пропорционален установленному в задатчике 4 коду N0 коэффициента выхода по току. По мере осаждения металла увеличивается код в счетчике 15, и когда он становится равным коду, установленному в задатчике 17привеса, схема 16 сравнения кодов выдает сигнал на отключение токд.ванны. При изменении условий покрытия используется режим контроля коэффициента выхода металла по току. При этом контакты переключателей 2 и 13 переводятся в нижнее положение, а в регистр 11 записывается код, соответствующий величине требуемого подвеса N T, установленный в задатчике 17. Далее после установления оператором в задатчике 17 кода, фактического привеса Nq этот код по сигналу с блока 9 переписывается на установочные входы счетчика 10. По окончании процесса в блоке 14 и счетчике 15 получается число, равное фактическому коэффициенту выхода по току NC4 КБГ Kq,/NTT-N0, Установка скорректированного кода коэффициента выхода по току в блоке 4 позволяет учесть все факторы влияющие на скорость осаждения металла, и обеспечить получение заданного провеса на деталях. 1 ил. (Л С vj 4 00 Ю о о
ры. Например, уменьшение коэффициента выхода по току ниже определенной границы является сигналом о недопустимом снижении покрывающей способности
дами преобразователя код-частота 12, счетный вход вычитающего счетчика 10 соединен с выходом преобразователя код-частота 12, выход вычитающего
35
40
электролита и о необходимости коррек- 30 счетчика 10 соединен с одним из вхо- ции состава электролита. Так как CBoiH ства электролита изменяются медленно, достаточно лишь периодически корректировать коэффициент пересчета данного устройства, обеспечивая при этом высокую точность получения -заданных привесов осаждаемого металла.
На чертеже приведена функциональная схема устройства.
Устройство содержит датчик 1 тока (шунт), первый переключатель 2, мае штабирующий усилитель 3, задатчик k коэффициента выхода по току, преобразователь 5 напряжение-частота, делитель 6 частоты, ключ 7, триггер 8, блок 9 управления, вычитающий счетчик 10, регистр 11, преобразователь 12 код-частота, второй переключатель 13, блок 14 индикации, счетчик 15, схема 16 сравнения кодов и задатчик 17 привеса.
Датчик тока 1 подключен к неподвижному контакту первого переключателя 2, второй неподвижный контакт первого переключателя 2 соединен с источником опорного сигнала U0. Подвижный контакт первого переключателя 2 соединен со входом масштабирующего усилителя 8, выход которого подклюдов триггера 8, второй вход триггера. 8 соединен с одним из выходов блока управления 9, выход триггера 8 подключен к управляющему входу ключа 7. Второй выход блока управления 9 соединен со входом записи регистра 11, а третий выход блока управления 9 соединен со входом записи вычитающего счетчика 10.
Устройство может работать в 2-х режимах - контроля массы осажденного металла и режиме контроля коэффициента выхода металла по току.
В режиме контроля массы осажден45 ного металла подвижные контакты переключателей 2 и 13 находятся в верхнем (по фиг.1) положении. Оператор перед включением тока ванны устанавливает с помощыб задатчика привеса
5Q 17 требуемую массу металла, которую необходимо осадить на католе, а с помощью задатчика k коэффициента выхода по току - величину выхода по току покрывающего металла, ориентисс руясь на технологические инструкции для данного процесса. Коэффициент преобразования масштабирующего усилителя 3 пропорционален установленному в блоке k коду коэффициента выхода
дами преобразователя код-частота 12, счетный вход вычитающего счетчика 10 соединен с выходом преобразователя код-частота 12, выход вычитающего
счетчика 10 соединен с одним из вхо-
дов триггера 8, второй вход триггера. 8 соединен с одним из выходов блока управления 9, выход триггера 8 подключен к управляющему входу ключа 7. Второй выход блока управления 9 соединен со входом записи регистра 11, а третий выход блока управления 9 соединен со входом записи вычитающего счетчика 10.
Устройство может работать в 2-х режимах - контроля массы осажденного металла и режиме контроля коэффициента выхода металла по току.
В режиме контроля массы осажденного металла подвижные контакты переключателей 2 и 13 находятся в верхнем (по фиг.1) положении. Оператор перед включением тока ванны устанавливает с помощыб задатчика привеса
17 требуемую массу металла, которую необходимо осадить на католе, а с помощью задатчика k коэффициента выхода по току - величину выхода по току покрывающего металла, ориентируясь на технологические инструкции для данного процесса. Коэффициент преобразования масштабирующего усилителя 3 пропорционален установленному в блоке k коду коэффициента выхода
по току .Напряжение, снимаемое с датчика тока 1,пройдя масштабирующий усилитель 3,преобразуется с помощью преобразователя 5 напряжение-частота в последовательность импульсов,которые через делитель частоты 6 и второй переключатель 13 поступают на счетчик 15. По мере осаждения металла увеличивается код в счетчике 15, растут показания блока индикации 1 А, и когда код в счетчике 15 становится равным коду, установленному в задатчике привеса 17, срабатывает схема сравнения кодов 16, вырабатывая сигнал конец процесса отключения тока ванны. Если установленный в блоке k коэффициент выхода по току покрывающего металла в точности соответствует реальному коэффициенту выхода по току в данных условиях, масса фактически осажденного металла в точности, совпадает с величиной, установленной на задатчике привеса 17. Однако, практически такое совпадение встречается редко, т.к. величина требуемого привеса тптр не равна фактически осажденной массе Пф.
Устройство переводится в режим контроля фактического коэффициента выхода по току, для чего оператор переводит подвижные контакты переключателей 2 и 13 в нижнее положение. При этом на вход масштабируюшего усилителя 3 поступает стабильное напряжение U6 , а вход счетчика 15 соединяется с вторым сигнальным контактом ключа 7. Затем по сигналу пуск оператора блок управления 9 выдает сигнал, по которому в регистр 11 записывается код, соответствующий величине требуемого привеса, установленный в задатчике привеса 17. После этого оператор устанавливает в задатчике привеса 17 величину фактически осажденной массы металла . По сигналу блока управления 9 в вычитающий счетчик 10 с выхода задатчика привеса 17 переписывается код, соответствующий величине фактического привеса 1Пф и перебрасывается триггер 8, замыкая ключ 7. При этом выход преобразователя 5 напряжение-частота соединяется со входом счетчика 15. С этого момента в счетчик 15 начинают поступать импульсы, частота слелова- ния которых пропорциональна величине U коду NO в задатчике коэффициента выхода по току и коэффициенту пнц преобразования преобразователя напряжение-частота 5.
Ключ 7 пропускает импульсы на счет- чик 15 в течение времени tM пока триггер 8 находится в единичном положении. В это время на счетный вход вычитающего счетчика 10, в котором
уже записан код акг пропорциональный фактической величине привеса, поступают импульсы с преобразователя 12 код-частота. Код в вычитающем счетчике 10 уменьшается и через вре5 мя -и счетчик 10 обнуляется, перебрасывая триггер 8 в нулевое положение, чем размыкает ключ 7 и в счетчике 15 фиксируется число, равное фактической величине коэффициента
0 выхода по току покрывающего металла при данном состоянии ванны, электролита и реальных условиях осаждения.
Время t и за которое вычитающий счетчик обнуляется, равно
5
0
сц м Гтт Г5} т иТр- и0 ккц
где NTp - код, соответствующий требуемой величине привеса;
кол соответствующий фактической массе привеса} К KQ - коэффициент преобразования преобразователя г код- частота; 5 U0 - опорное напряжение.
За время tM в счетчике 15 запишется число, равное
40
N f , t N Уда кг. Kjujt, NC4 сч tw N0 N K
Выбрав Кпнц Ккч и задавая N0 100, получаем в счетчике и в блоке индикации число, равное значению коэффи циента выхода по току в процентах. Оператор устанавливает это число в задатчике Ц коэффициента выхода по току и переводит переключатели 2 и 13 в верхнее положение. В дальнейшем
покрытие будет осуществляться с новым фактическим коэффициентом выхода по току, исключающим несоответствие фактической и заданной величины при- веса. Время от времени, в зависимости от стабильности условий покрытия, оператор контролирует фактический коэффициент выхола по току и корректирует число в задатчике коэффициента выхода по току устройства. В результате обеспечивается повышение точности получения заданного привеса на .деталях ,
Например, на процессе серебрения при коррекции коэффициента выхода по току один раз за смену разброс привеса уменьшается с до 5-8% по сравнению со случаем использования известных УСТРОЙСТВ.
Формула изобретения
Устройство для контроля массы осажденного металла, содержащее ис- точник опорного напряжения, схему . сравнения кодов, задатчик привеса металла, датчик тока, преобразователь напряжение-частота, счетчик, выходы которого подключены к первым RXO- дам схемы сравнения, вторые входы которой соединены с выходами задат- чика привеса металла, отличающееся тем, что, с целью повышения точности контроля массы осаж- денного металла путем учета величины фактического коэффициента выхода по току и обеспечения количественной оценки покрывающих свойств электролита, оно снабжено масштабирую- щим усилителем, делителем частоты, блоком индикации, регистром, преобразователем кода в частоту, вычитающим счетчиком, ключом с двумя сигнальными контактами и одним управляю щим входом, первым и вторым переключателями с двумя неподвижными и. одним подвижным контактами, триггером, блоком управления, задатчиком коэффициента выхода по току, причем вход масштабирующего усилителя подключен
к подвижному контакту первого переключателя, один неподвижный контакт первого переключателя соединен с. выходом датчика тока, а второй контакт - с источником опорного напряжения, управляющие входы масштабирующего усилителя соединены с выходами задатчика коэффициента выхода по току, а выход масштабирующего усилителя - со входом преобразователя напряжение - частота, выход которого соединен с входом делителя частоты и одним сигнальным контактом ключа, второй сигнальный контакт которого соединен с первым неподвижным контактом второго переключателя, второй неподвижный контакт второго переключателя соединен с выходом делителя частоты, подвижный контакт второго переключателя - со в ходом счетчика, к выходам которого подключен блок индикации, управляющий вход ключа соединен с выходом триггера, первый установочный вход которого подключен к одному из выходов блока управления, а второй установочный вход - к выходу вычитающего счётчика счетный вход которого соединен с выходом преобразователя код - частота, кодовые входы которого соединены с выходаи регистра, а аналогов, вход подключен к источнику опорног,) напряжеия, выходы задатчика привеса соеинены с входом регистра и установочными входами вычитающего счетчика, управляющие входы регистра и выитающего счетчика соединены с соответствующими выходами блока управ- енияо
Пус
процесса
| Способ контроля толщины покрытия изделий в гальванической ванне | 1980 |
|
SU987376A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для автоматического контроля массы осажденного металла | 1984 |
|
SU1225885A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
